
镗床工作台数显分度与角度测量改造
2015-04-27 02:46纪汝杰曹恒志杨友胜
机床与液压 2015年16期
纪汝杰,曹恒志,杨友胜
(1.中国海洋大学,山东青岛266100; 2.青岛市职业教育公共实训基地,山东青岛266000;3.青岛沃迪数控装备有限公司,山东青岛266112 )
现代制造业是社会各行业的支柱产业。随着国内外市场竞争越来越激烈,产品更新越来越快,尤其数控化技术担负着重要责任,是必然发展趋势。而要大力发展数控技术,关键就是数控技术的发展与维护改造[1-2]。鉴于我国超龄服役设备的数量占有比大及经济现状,采用数控技术对普通机床进行数控改造,尤其适合我国机床国情[3]。
文中讨论对中捷PX6111B 型镗床进行工作台数显分度与角度测量改造,以下简称镗床工作台分度改造。该机床主要用来加工对中型盘、孔类零件,当对工件进行分度加工时,通过机床工作台上的刻度盘进行角度测量与分度,既不准确又不便于操作,特别是带有分、秒角度要求的工件,很难达到要求,给操作工带来极大的麻烦[4]。通过使用磁栅数显分度系统进行改造,则很好地满足产品在分度与角度测量方面的要求,可降低改造成本,大大提高加工精度与效率,特别适用于角度精度要求较高的工件。
1 镗床的结构要求
改造后要求紧凑并且不能降低原来的刚度,即在不破坏机床的结构与布局的前提下进行改造,改造后并能保证加工精度。
2 设计方案的提出
我国现有镗床工作台角度显示装置基本是机械刻度式,既不方便读数也不准确,难以达到高精度分度与角度测量要求,所以采用磁栅数显分度系统对镗床工作台进行改造,既使分度精度高、简单可靠、安装方便又为客户大大降低改造成本,目前已在立车工作台,镗床工作台上得到应用,并受到用户好评。结合实际改造需求,针对镗床工作台分度改造提出以下方案:
(1) 采用高分辨率光电编码器进行分度,即在工作台中心部位的下方镶入光电式编码器,连接数显系统进行角度反馈,达到分度要求,具体的编码器的线数可根据分度精度来定,原则上应在120 000 线以上。
(2) 采用最新双通道磁栅数显分度系统,即将直线测量值转变为角度测量值。不管多大直径转台,机械安装结束后,数显表需进行初始化,系统就会自动完成倍率计算,并可进行50 段非线性补偿,精度可控,整个过程非常简单,不需其他操作。
经过以上技术论证,采用高分辨率编码器进行镗床工作台分度改造,需要在回转台主轴中心部位的下方进行局部改动且走线比较狭窄,编码器没有安装空间,且高分辨率高精度编码器成本较高,难以实现。在保持机床结构原来的刚度、精度及降低改造成本的前提下,本着尽量不改动原设计布局,即主传动系统不变的原则,在工作台外部刻度处,只需安装一套磁栅数显分度系统,就能达到工作台精密数显分度与角度测量的目的[5-6]。新型双通道磁栅数显分度系统具有防水、防油、防灰尘、抗干扰能力强等特点,数显系统提供了误差补偿功能(非线性补偿) 。对于某些大型机床工作台来说,由于机械精度较低,所以整个回转过程中的误差就不一定是线性的,这种误差称为非线性误差。非线性补偿就是将这个行程分成若干个等分的区段,将这若干个区段内的误差看作是线性的,用数显系统的特殊功能进行误差补偿,从而修正整个行程中的非线性误差。区段的距离越小,修正的误差就越逼近整个行程的非线性误差量。所以选用双通道磁栅数显分度系统来进行分度与角度测量是一个可行的选择。
3 磁栅数显分度系统的选用原则、组成及安装
3.1 选型原则
根据机床的精度要求进行选型,一般选用原则为:
(1) 工作台直径在1 200 mm 以下时,且分度精度与角度测量精度要求较高时,选用双通道磁间距2 +2磁带为宜。该磁栅精度较高,直线分辨率为0.001 mm,价格较贵些; 安装精度也较高,调试较复杂,磁带与磁头间隙0.3 ~0.5 mm 为宜。
(2) 工作台直径在1 200 mm 以上时,选用双通道磁间距5 + 5 磁带为宜。该磁带直线分辨率为0.005 mm,价格较便宜,安装调试方便,应用广泛,磁带与磁头间隙0.5 ~1 mm 为宜。
3.2 磁栅数显分度系统的组成
(1) 采用最新双通道磁栅技术及两个专用磁头(带原点检测) ,原点切换方式,越过磁带接缝处,使磁带形成无缝对接,将直线测量值转换为角度测量值,实现圆周精密分度及角度测量,目前国内首创。
(2) 通过专用3 轴多功能数显表,实现任意角度数显分度与角度测量,精度可控,可实现50 段角度非线性补偿,精度为±5″、 ±8″、 ±10″、 ±15″、±20″,最小分辨率1″。
(3) 采用独立数显分度操作台及磁头安装平台,两者独立,电缆不用走机床拖链,应用时通过航空插头快速连接,避免了不使用时来回拖拽连接线影响其使用寿命。不用时拔开即可,操作简单、快捷可靠。
(4) 夹紧装置(选项) 。
(5) 伺服装置(选项) 。
3.3 安装部位与步骤
安装部位一般为工作台下部圆周加工面上,此安装面与回转主轴同轴度应在0.01 mm 以内,粗糙度Ra1.6,否则对精度影响较大,如没有这样的加工面,需要进行加工。
安装步骤:
(1) 安装前请先用磁性观察片查看磁尺的磁道方向,保证增量磁道在磁尺的上方,如图1 所示。

图1 双通道磁栅
(2) 首先用锉刀及砂纸在工作台粘合面进行打磨,除去硬点及污物,达到安装要求,用酒精或丙酮将磁尺所需要粘贴的机床表面擦拭干净,保证表面没有油渍和污渍,如图2 所示。
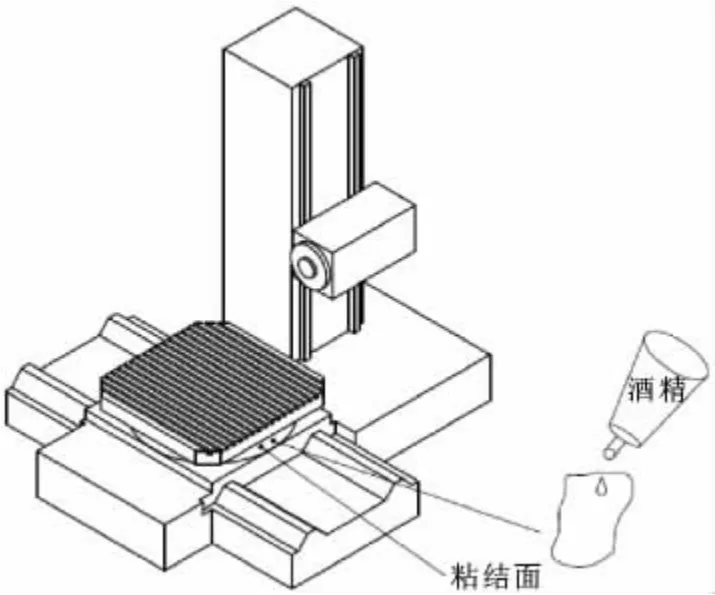
图2 镗床结构示意图
(3) 用磁性观察片看一下切换点的位置,一般在离磁尺端部100 mm 的地方。先算一下要安装的整个周长的距离,如果磁尺太长,可以先把一头的端部剪短一点,但最后要保证磁尺切换点离端部的距离大于25 mm。
(4) 开始准备粘贴磁尺,在粘贴时最好有个基准面以保证磁尺在粘贴过程中不会出现歪斜的现象。在贴磁尺时应该一边粘贴一边把双面胶和橡胶保护套去除。
(5) 在磁尺两端的接缝处留10 mm 左右的空隙,将多余的磁尺剪掉。
(6) 粘贴保护钢带的步骤和磁尺一样,最后将多余的保护钢带剪掉,注意要用尖头钳或相似的工具将保护钢带端部弯曲成如图3 的尺寸所示。
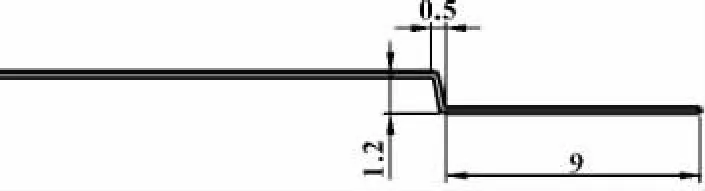
图3 保护钢带端部形状
(7) 在磁尺两端接缝10 mm 空隙处需要安装一个沉头M2.5 螺钉,用于把保护钢带压住,注意螺丝的顶部不能高于磁尺的高度。
(8) 开始安装读磁头,读磁头之间的距离必须大于等于两个切换点之间的距离; 读磁头和磁尺之间的上下错位要小于0.3 mm; 如果是MR200AR 磁头,那和磁尺的安装间隙控制在0.3 ~0.5 mm 内; 如果是MR500CR 磁头,要保持与磁尺的安装间隙控制在0.5 ~1 mm 内。
3.4 改造后的优点及应用领域
磁栅数显分度系统主要应用于立车工作台、镗床工作台、卧车工作台、插齿机工作台及各种有圆周精密分度与角度测量要求工作台。目前已在5 m 立车、4 m 立车、2.5 m 立车、TX6111B、TPX6411、TX6916等有分度与角度测量要求的机床上得到了应用,并得到良好经济效果。此次对镗床工作台数显分度的改造能满足产品加工要求,使原机床机械刻度式分度得到了升华,极大地提高了机床回转精度与效率[7-8]。
4 镗床工作台分度改造的联机调试
在系统安装完成后首先进行通电前检查,确保各接口处焊接牢靠和连接正确,接头无短路、松动现象,然后进行联机调试。
4.1 参数设定
包括坐标动态特性,数显系统参数的初始化等。
将读磁头和数显表连接好后开始调试。将转台旋转一周,观察数显表的Z 轴显示值,如果Z 轴的数值累计加2,则说明安装是正确的,反之则需要调整读磁头的位置,如图4 所示。
倍率计算(以MS500R 磁尺为例) :

式中: d 为转台直径(mm) ,θ 为倍率。
此系统最大优点是倍率的自动计算,无需手动设置,即在ABS 模式下,连续旋转工作台使之数显表副窗口出现OK 字样为止,此时说明设置完毕,此后系统可正常工作。
4.2 精度的测量
精度是调试工作的重中之重,因为无论改造得多美观,只要精度达不到,就可以说改造不成功,所以需要反复测量及验证。根据测量数值进行调试或者更改参数; 检验精度时采用规格为600 mm×600 mm 大理石方尺、杠杆千分表及磁力表座对数显分度机构进行回转精度测量[9]。将90°大理石方尺固定在回转工作台中心位置上,并进行压表,调整好基准值,检验4 个90°面(也可设定更多角度段) 。当第1 个90°方尺基准面调整完毕时(千分表对0) ,这时数显表在INC 模式下复位回0,然后进行第2 个90°检验,此时重复上述过程,此时数显表实际读数与90°的差值即为误差,第3 个90°、第4 个90°检验以此类推。误差大于要求的误差时,可根据测量情况,判断是线性误差还是非线性误差,然后根据误差大小,对它们分别进行相应补偿即可。
5 结束语
通过该镗床工作台磁栅数显分度改造,大大提高了加工精度与效率,对于有角度要求的工件来说具有检测功能,而且操作简单、方便直观,为用户节约了成本。经过观察回访,改造后机床的回转精度均在合格范围内。另外,对于双柱立车来说,由于应用该系统工作台可以进行分度,若在双柱立车另一个刀架上配上铣削动力头,可大大增加该机床的车、铣、镗、钻、攻丝功能。目前,已在实践中得到应用,实践证明该系统的应用是可行的,前景是可观的。
[1]邓三鹏.数控机床结构及维修[M].2 版.北京: 国防工业出版社,2009.
[2]诸小丽.普通机床数控技术改造探讨[J].南宁职业技术学院学报,2003(4) :61-64.
[3]席俊杰.数控技术和机床数控化改造[J].机械工程师,2002(8) :6-7.
[4]余英良.机床数控改造设计与实例[M].北京:机械工业出版社,1998.
[5]CHEN C T,CHEN Y W,YUAN J.On a Dynamic Preventive Maintenance Policy for a System under Inspection[J].Reliability Engineering and System Safety,2003,80:41-47.
[6]梁工谦,陈翔宇.视情维修中的设备维修模式权衡分析[J].西北工业大学学报,2005,23(4) :504-507.
[7]侯再强.数控机床的故障与维修[J].煤炭技术,2005,24(7) :42-43.
[8]唐应谦.数控加工工艺学[M].北京:中国劳动社会保障出版社,2000.
[9]马雪峰,丁岩,刘长安.X5040 铣床数控化改造的实施[J].科技信息,2007(36) :66-67.
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
装备制造技术(2021年2期)2021-07-21
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
中国市场(2016年45期)2016-05-17
邢台学院学报(2016年4期)2016-02-28
