
无溶剂复合机控制系统的研究
2015-04-23 20:54丁建军田峰何军锋
今日印刷 2015年2期
丁建军+田峰+何军锋
无溶剂复合机的主要优点及工艺流程
与传统的溶剂型干法复合机或湿法复合机相比,无溶剂复合机具有以下优点:
1.全过程无溶剂排放。使用双组分(主剂和固化剂)胶,不使用挥发性有机溶剂,无溶剂复合生产过程中无污染产生,可以实现“零排放”和“清洁生产”,从而使得产品无溶剂残留,生产现场也无爆炸、火灾等安全隐患。
2.生产效率高。速度一般都在250~300米/分(少数可达450~600米/分),比绝大多数干法复合机速度高,而且生产的辅助时间相对较少。
3.大幅度节能。不需干燥系统,比干法复合机大约节能2/3。
4.综合成本较低。占地小、走料路线短、涂胶量少,因而其综合成本比干法复合机有明显下降。
5.安全性高,由于无溶剂,不会发生火灾或爆炸。
无溶剂复合机的工艺流程
本文以陕西北人印刷机械有限责任公司研发的SL-ONE FHW1250型无溶剂复合机为例,进行控制系统的研究,该机结构简图及电气控制框图如下: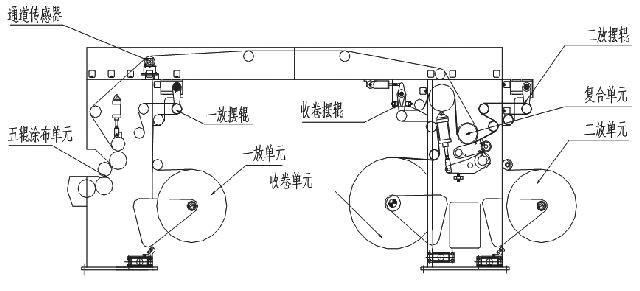
鉴于无溶剂复合工艺本身的特点,特别是初始黏度低、涂胶量小和张力控制要求高等关键性问题。在无溶剂复合工艺中,张力控制极为重要,必须非常精确、稳定。张力控制包括一放卷张力、涂胶后薄膜张力、二放卷张力、收卷张力、收卷锥度几个方面。同样各段张力匹配也非常重要,一般来说,薄膜涂胶后张力略大于一放卷张力,收卷张力略大于二放卷张力,收卷锥度一般控制在20%以内。下面进行逐一分析说明:
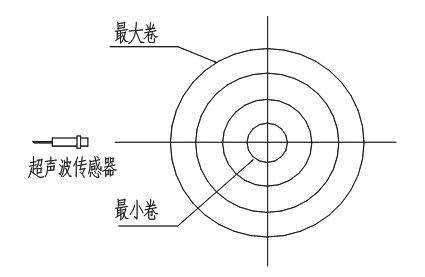
1.超声波检测卷径
一、二放及收卷都采用超声波传感器进行实时卷径检测,把超声波传感器安装在需要的地方并指向目标,要确保传感器离目标的距离在传感器的感应范围之内,并且对准料卷的卷轴中心,然后在料轴上装好不同大小卷径的料卷,通过计算机或人机界面监视不同卷径下超声波传感器对应输出的数字量,然后与卷径大小一一对应列表,然后通过线性比例计算出当前实时卷径。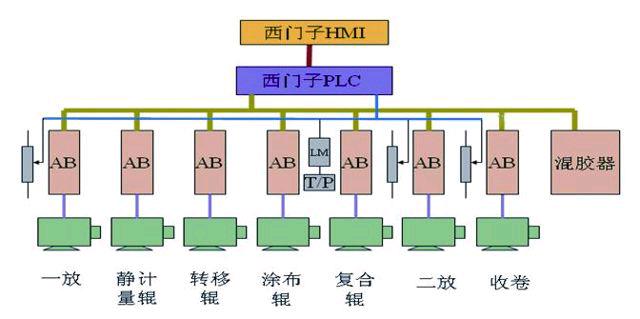
2.张力检测及PID控制
①张力检测
由于无溶剂复合机大多采用双组份胶(称为主剂和固化剂或称为A胶和B胶),初始黏度很低,因而要求整机张力控制稳定,一、二放及收料张力匹配;一个要求张力控制高精度的系统,需要考虑的因素很多,比如力矩补偿、转动惯量的补偿、锥度的控制、升降速张力补偿等等。下面就对张力控制过程所采取的措施加以说明:
A.提高张力信号检测精度及抗干扰措施。在摆辊检测装置中,摆辊的一个优点是能够存储料膜,它的作用就好比是一个蓄力器、缓冲器,吸收或隔离了张力的扰动。摆辊调节的目的是通过调整摆辊位置而间接控制料膜表面张力,这个过程需要使用摆辊反馈信号,反馈信号是摆辊的位置偏差,该位置偏差对应的反映张力的波动量。当系统处于平衡状态时,摆辊自然下垂,摆辊气缸上的推力与料膜上的张力处于平衡;当系统张力产生了波动,克服机械摩擦阻力,这种平衡被打破,摆辊位置发生了偏移,摆辊的自重在水平方向产生分力,该分力叠加到料膜张力上,使系统张力产生更大的波动。机械摩擦阻力包括气缸、摆辊机械装置等的摩擦力,系统在工作时是一个不断的动态调整过程,机械摩擦阻力对信号检测精度有很大的影响。从以上分析可看出,减轻摆辊装置的自重、减小机械摩擦阻力是提高信号检测精度的关键。另外,摆辊反馈信号应调整到最高分辨率,过低的分辨率将降低张力调节的总体性能。
对检测信号的抗干扰措施:在硬件上选择优良的器件,采用德国电感式接近传感器,配备完善的接地网,单点接地,分隔走线及布线,所有信号线均采用屏蔽线;在软件上,对检测信号进行滤波,消除错误的检测信号对系统产生的冲击。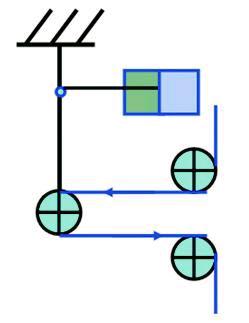
B.驱动部件表面速度与线速度之间的速度匹配对于张力调节和PLC内部的计算精度非常重要,速度匹配保证了料膜能够按照整条生产线的同一速率运行,使张力控制器或摆辊控制器控制料膜表面张力的修正量更小,精度更高。在实际应用中,选择美国罗克韦尔高性能矢量变频+超同步伺服电机,工作在带PG矢量控制,可进行高精度的速度控制、力矩控制,速度控制范围为1∶1000,控制精度为±0.02%,启动转矩为150%,充分保证了速度精度及机械硬度。
②PID控制
张力控制一般都采用PID控制。PID控制效果的好坏主要在于采样时间、增益、积分、微分等PID参数的调节,一般PID调节器原理框图如下:
一般PID调节器的控制方程:
e=W-X
W:设定值
X:实际值
e:调节偏差
Kp:比例系数
Ti:积分时间
Td:微分时间
Kp是比例系数,Kp尽可能调高,一个较大的Kp可使调节回路既快又精确,但过高的Kp值可导致超调甚至振荡(不稳定)。
积分的作用是消除比例调节器中残存的静差,只要偏差不为零,它将通过累积作用影响控制量U,以求减小偏差,当偏差为零时,控制量不再变化,系统才能达到稳态。Ti是积分时间,反映了控制器积分作用的强弱,Ti大积分作用弱,Ti小积分作用强。
微分调节是在偏差变化时起作用的,它根据偏差的变化率来调节。一般在速度模式下,不用微分调节,但是在升降速,轴切换时,需要提高系统对张力波动的动态响应,可加入适当的微分调节。
张力控制时,PID参数的线性化、分段处理是解决低速与高速,小卷与大卷不同特性的有效方法。系统在升降速过程中,多台电机联动,使整条生产线的线速度发生了变化,由于各个执行电机的负载惯量是不同的,引起各电机的升降速曲线不重合,此时的张力控制特性与稳态时是有所区别的,控制参数要作相应的调整,加入升降速PID控制,单独控制升降速时的动态响应,与稳态比较,张力扰动大,要求响应快速,这时比例、积分作用都要求比较强,只要系统不产生振荡即可。
3.涂胶量的控制
由于无溶剂复合的涂胶量通常只有干法复合的1/2~1/3,且涂胶量大小还可能影响到复合质量和收卷整齐度等,因此对涂胶量的控制要求很严格。开机前首先要调整静计量辊与动计量辊之间的间隙(一般为0.08~0.12mm),左右两边要一致,以确保涂胶量的均匀,而且要等静计量辊与动计量辊完全预热后,要再次调整两端的间隙。另外,在静计量辊与动计量辊之间的间隙调好固定的情况下,通过调节动计量辊与涂胶辊之间的速比来微调涂胶量的大小。
总结
以上方法是笔者在长期的工作实践中总结出来的,并且在首台研制的SL-ONE FHW1250型无溶剂复合机上得到了验证,通过以上措施的实施,有效地控制了张力的稳定性,张力波动大小可以做到全程±0.2kg,保证了无溶剂复合机的张力控制精度要求,明显提高了整台设备的张力稳定性,从而保证了复合产品的质量及收卷整齐。
猜你喜欢
信息记录材料(2023年10期)2023-12-04
橡塑技术与装备(2021年12期)2021-06-24
文化产业(2019年6期)2019-09-11
数字商业时代(2017年7期)2017-06-30
中国信息化周报(2016年20期)2016-06-24
当代化工研究(2016年7期)2016-03-20
船舶标准化工程师(2015年5期)2015-12-03
西部皮革(2015年15期)2015-02-28
塑料包装(2014年1期)2014-11-29
中国兽药杂志(2012年4期)2012-11-06
