
废旧毛巾增强热固性复合材料的制备及拉伸性能研究
2015-04-22 08:05:50王新厚
产业用纺织品 2015年7期
孙 娇 王新厚
(1.东华大学纺织学院,上海,201620;2. 东华大学纺织面料技术教育部重点实验室,上海,201620)
废旧毛巾增强热固性复合材料的制备及拉伸性能研究
孙 娇1,2王新厚1,2
(1.东华大学纺织学院,上海,201620;2. 东华大学纺织面料技术教育部重点实验室,上海,201620)
为寻求一种流程更短、可操作性更强的废旧毛巾回收再利用方法,以不同面密度的废旧毛巾,使用手糊成型法制备了废旧毛巾/不饱和聚酯树脂复合材料薄板,并对复合材料的拉伸性能进行测试。结果表明:废旧毛巾/不饱和聚酯树脂复合材料薄板成型良好,结构均匀,并具有较优的拉伸力学性能,可满足汽车内饰材料等的应用要求。
废旧毛巾,不饱和聚酯树脂,复合材料,回收利用,拉伸性能
在人们生活消费水平日益提高的今天,对纺织品的需求量迅速增加,然而纺织品的使用周期却大大缩短,大量完好的织物、服装以垃圾的形式存在于人们生活的地球,纺织服装已经成为地球上增长最快的固体垃圾[1-2]。例如:北卡罗莱那查罗特南部的纺织再循环中心调查结果显示,每年有超过2 500万t的废旧服装在美洲被实施垃圾掩埋;在英国每人每年丢弃30 kg的废旧纺织品和服装,但只有1/8的服装被回收利用;在日本每年约有100万t的服装被作为垃圾扔掉,仅10%被再利用;而在中国,每年消耗掉的各类纺织纤维原材料高达3 500万t,但只有约5%得到循环再利用,其他都作为垃圾进行填埋[3-7]。
2008年国际回收局在进行了相关研究后得出结论:每使用1 kg的废旧纺织品,就可以降低3.6 kg的CO2排放,节约6 000 L的水,减少使用0.2 kg的农药[8]。由此可见,废旧纺织品的回收再利用对资源利用、能源节约以及环境保护都有着深远的意义。
自上世纪80年代以来,一些纺织业发达的国家已开始重视废旧纺织品的回收再利用,与废旧织物回收再利用相配套的机械设备的制造水平提升,废旧纺织品回收再利用的种类和广度增加。废旧织物的回收方法大致可分为物理回收、化学回收和能量回收三类,如机械分解、水解回收、熔融回收、高温分解和燃烧利用热能。但上述回收工艺普遍流程较长,对成本和技术要求较高,对废旧织物进行大量的机械或化学处理也会对其力学性能造成影响。本研究欲通过织物直接制成复合材料的方法,达到在较短的工艺流程下实现废旧织物再利用的目的。
毛巾是日常生活中最常见的织物。在家庭、宾馆和理发店中,毛巾的使用量都很大,且健康的毛巾使用要求是每3个月更新一次,因此废旧毛巾的数量庞大。毛巾绝大多数都以天然棉纤维为原料,具有成本低、可降解等优点,且表面毛圈密集,吸水储水性好,能很好地与树脂浸润,有利于复合材料的成型。
不饱和聚酯树脂是热固性树脂中最常用的一种,具有黏度低、流动性好、与纤维的浸润性好、固化温度低等优点。用该树脂固化成型制成的复合材料具有很好的力学性能,还具有工艺性能优和成本低等特点。
本研究是将废旧毛巾经前处理,以不饱和聚酯树脂为基体,通过手糊成型法制备复合材料薄板。该工艺能达到废旧织物再利用的要求,其成品具有质轻、强力高、不易变形、成本低等特点。废旧毛巾/不饱和聚酯树脂复合材料可以用于汽车的门内护板、侧围、后围护板、车顶棚、地板覆盖层、遮阳板等其他任何室内装饰性衬板,能满足强力要求,还能减少汽车自身质量,节约能源,符合低碳环保的发展趋势。
1 试验部分
1.1 材料与试剂
三种不同面密度的三纬双面毛巾;不饱和聚酯树脂HS-1102S ,常州华科树脂有限公司;过氧化甲乙酮、凝胶延迟剂HS-906、丙酮;胶衣薄膜。
1.2 仪器与设备
WDW-20微机控制万能材料试验机、HD026N电子织物强力仪、TM3000扫描电子显微镜和天平等仪器;DZG-6020型真空干燥箱、切割机、砂轮机、不锈钢勺、塑料烧杯、一次性滴管、气泡辊、镜面不锈钢板、铁板、重物砝码和铜制压棍等设备和器具。
1.3 试验方法
1.3.1 预制件前处理
废旧毛巾通过预洗、灭菌消毒和柔软处理等工序进行前处理,而后裁剪成30 cm×30 cm的样品,装入密封袋备用。毛巾的灭菌消毒方法主要有蒸煮消毒法、微波消毒法和高温蒸汽消毒法等。本研究使用高压蒸汽消毒法,在压力100 kPa、温度120 ℃条件下,维持15~20 min,可达到消毒目的。
1.3.2 预制件基本性能测试
本研究选用三种不同规格的纯棉毛巾作为复合材料增强体,分析其组织、经纬密等结构参数。依据标准GB/T 3923.1—1997《纺织品 织物拉伸性能第1部分:断裂强力和断裂伸长率的测定 条样法》,测试毛巾的拉伸性能。
1.3.3 复合材料薄板的制备
复合材料薄板采用手糊成型法加工,所用树脂为HS-1102S型不饱和聚酯树脂,其浇注体性能典型,拉伸断裂强度、拉伸模量和拉伸延伸率分别为67 MPa、3 700 MPa和2.0%。按树脂特点选用过氧化甲乙酮作为固化剂,因树脂选用预促进型,故使用HS-906型凝胶延迟剂调节凝胶时间,以保证有足够的时间来完成整个复合材料的成型制作。经多次凝胶试验,得出最佳树脂固化配比值为:m(树脂)∶m(固化剂)∶m(凝胶延迟剂)=500∶4∶1,凝胶时间为50 min左右。整个手糊成型流程如下:

图1 手糊成型法工艺流程[9]
在复合材料成型操作过程中,要保证模板放置平稳,且模板与树脂的接触面光滑无突起,以使其在后续碾压制板的过程中,模板不会移动,不会对复合材料成型造成影响。
配制树脂溶液时需要注意:①先在树脂中加入引发剂,充分混合后再加促进剂,两者不能同时混合,以免发生爆炸;②树脂配制好后,要进行抽真空处理,最大程度地减少胶液中的气泡,以获得最后制成材料的低空隙率;③需保证在树脂凝胶前完成复合材料手糊成型的所有工序,使树脂与织物充分浸润。
复合材料中的气泡对复合材料的质量和性能有很大的影响,因此在加工过程中应尽量减少和消除气泡。本研究采用树脂溶液抽真空处理和手压辊碾压除气泡两种措施去除气泡。将配制好的树脂置于真空干燥箱中抽真空15 min,以达到去除气泡的效果;铜质手压辊隔着胶衣薄膜从试样的中间向四周进行碾压,促进树脂与毛巾的浸润,在去掉气泡的同时碾压出多余树脂。
固化成型的时间与固化剂、凝胶延迟剂的用量以及环境条件(如温度)有关,本研究的固化时间为24 h左右。
1.3.4 复合材料薄板拉伸性能测试
本研究依照标准GB/T 1446—2005《纤维增强塑料性能试验方法总则》和GB/T 1447—2005《纤维增强塑料拉伸性能试验方法》对复合材料试样进行拉伸性能测试。
由于制得的复合材料薄板厚度基本在1.5 mm左右(均<2 mm),故选用Ⅱ型试样形式,具体形状和尺寸见图2 。使用切割机按照标准试样尺寸对制备好的复合材料薄板进行切割,并用砂带机对其切割面进行打磨,以保证试样边缘规整,不影响拉伸测试结果。为防止测试过程中仪器夹头与拉伸试样间滑移或断裂破坏发生在试样端部,在试样两端夹头加持处用AB环氧树脂胶粘上铝质加强片,其规格为50 mm×25 mm×1 mm。试验在WDW-20微机控制万能材料试验机上进行,拉伸速度为5 mm/min,夹头间距保持170 mm。经向拉伸和纬向拉伸试样各5块。试验结果取其平均值。
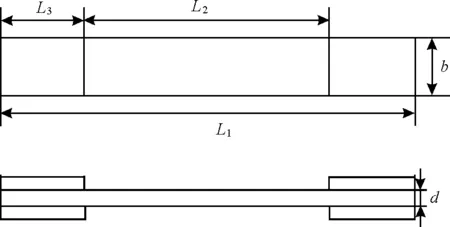
L1——试样总长,250 mm; L2——夹具间距,150 mm; L3——加强片长度,(50±0.5)mm; b——试样宽度,25 mm; d——试样厚度,2~10 mm
2 结果与分析
2.1 预制件的结构参数及拉伸性能
本试验中所采用的增强体为三种不同规格的纯棉毛巾。经组织分析可知,三种毛巾的地组织和毛圈组织皆为2上1下变化经重平,且都为三纬双面毛巾,组织图见图3。毛巾B与其他两种毛巾略有不同,其上还分布有不规则的提花图案。
毛巾的面密度、厚度和密度等结构参数见表1,可见A、B、C三种毛巾的面密度、厚度和纬纱密度依次增加,但毛圈经纱密度和地经纱密度相同,都为120根/10 cm。三种毛巾经向和纬向的拉伸性能测试结果见表2。
由表1和表2数据可知,毛巾A和毛巾C的拉伸断裂强度是随着其本身的面密度、厚度的增加而增大,且经向拉伸断裂强度大于纬向拉伸断裂强度,而毛巾B的拉伸断裂强度并不符合上述规律。这是因为毛巾B组织图中含有不规则的提花图案,在拉伸测试过程中也可以观察到,断裂往往是发生在提花处。由于提花的位置和大小相较于试样选取的位置是不固定的,因而对拉伸断裂强度的测试结果有很大的影响。
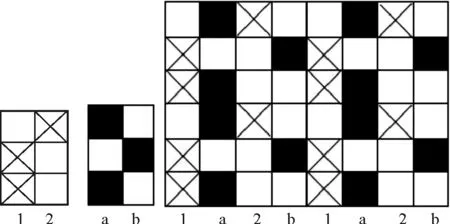
图3 毛巾的地组织、毛组织和全组织图
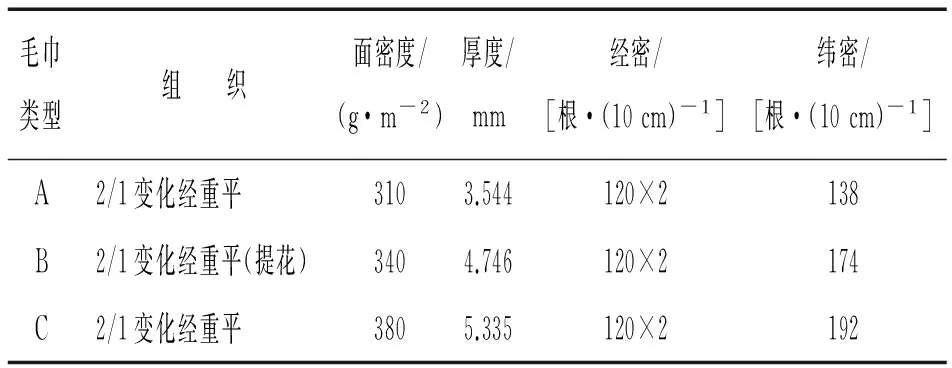
表1 毛巾的结构参数

表2 毛巾拉伸性能测试结果
2.2 复合材料的纤维体积含量[10]
复合材料纤维体积含量作为衡量纤维增强复合材料的重要参数,对复合材料的力学性能(如强度、刚度等)有很大的影响。在本试验中,预制件结构参数不同,手糊成型法制备的薄板厚度亦不可控,故致使复合材料的纤维体积含量略有差异。不同纤维体积含量的复合材料性能是没有可比性的,需求得各试样纤维体积含量,将其测试结果转化为
相同纤维体积含量下的值,再进行比较。
由于在试验中没有测量纤维密度,但树脂与固化剂、延迟剂的配比是固定的,即树脂固化后的密度一定,据此可以按下式求出树脂体积含量Vr:
式中:Vr——复合材料中树脂的体积含量;
Mc——固化成型后试样总质量;
Mf——预制件质量(毛巾);
dr——固化成型后树脂的密度;
Vc——固化成型后复合材料总体积。
再按下式计算纤维的体积含量Vf:
根据测得的复合材料薄板的质量和体积,以及固化前称得的毛巾质量,可以求得各复合材料的纤维体积含量。复合材料薄板的纤维体积含量数据见表3。可以看出,单层毛巾增强热固性复合材料薄板的纤维体积含量基本在15%~20%。
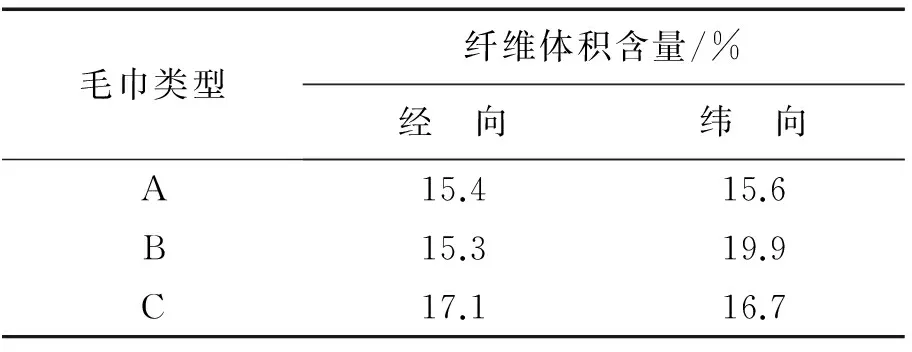
表3 复合材料薄板的纤维体积含量
2.3 复合材料的拉伸性能
2.3.1 拉伸性能测试数据分析[11]
为了使拉伸试验测得的数据具有可比性,根据计算得到的纤维体积含量分别求出复合材料的比强度和比模量。测试所得试样的拉伸断裂强度和拉伸模量分别除以其对应试样的纤维体积含量,得到单位纤维体积含量的拉伸断裂强度和拉伸模量,即比强度和比模量。
图4和图5分别为三种毛巾增强复合材料的经、纬向比强度和比模量。
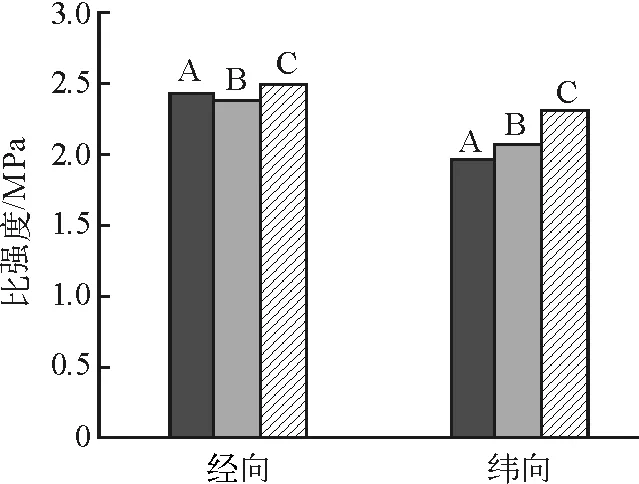
图4 复合材料的比强度

图5 复合材料的比模量
由图4可知:三种毛巾的经向比强度基本相同,而毛巾A、B、C的纬向比强度依次增大(毛巾B比毛巾A增大5.6%,毛巾C比毛巾B增大11.1%);同一类型毛巾复合材料的经向比强度都大于纬向比强度,毛巾A、B、C的经向比强度分别比纬向比强度高23.9%、14.4%、7.8%。 经组织分析可知,A、B、C三种毛巾织物的经密都是240根/10 cm,而纬密依次是138、174、192根/10 cm。由此可见,增强织物的密度会影响复合材料的拉伸断裂强度。经密大于纬密,所以经向比强度都大于纬向比强度,而纬密增加也使得纬向比强度增加。
由图5可知:毛巾A、B、C的经向比模量逐渐降低(毛巾B比毛巾A降低6.3%,毛巾C比毛巾B降低6.7%),而纬向比模量依次增大(毛巾B比毛巾A增大15.5%,毛巾C比毛巾B增大7.3%);同一类型毛巾复合材料的经向比模量都大于纬向比模量。经向比模量的降低是由于纬密的增加使得经纱的屈曲程度提高,在拉伸测试过程中,经纱有更大的形变可能,导致经向拉伸模量下降;而纬向比模量也是因纬密的增加而增大。同类型毛巾复合材料经向比模量大于纬向比模量,也是因增强毛巾自身的组织结构是经密大于纬密。
2.3.2 拉伸载荷-位移曲线分析[12-13]
三种类型毛巾织物的组织结构相近,因此其拉伸载荷-伸长曲线趋势基本一致。
图6是复合材料试样的拉伸载荷-伸长曲线。由图6可以看出,在初始阶段,曲线基本呈现二次关系,随后曲线出现明显拐点。曲线在初始段表现为较高的初始模量,其本质是增强体与树脂基体之间具有很好的结合力,树脂包覆纤维而达到传递载荷和保护纤维不受损伤的作用,并且拉伸载荷方向与纤维取向相同,有利于纤维受力,故呈现出较高的初始模量;随着拉伸继续,纤维和树脂基体之间的界面发生破坏,故模量有所降低;在拉伸载荷达到最大值时,复合材料薄板发生突然断裂,即脆性断裂,故曲线出现拐点。由于毛巾织物的经密大于纬密,经向上的承纱根数大于纬向,故复合材料试样的经向拉伸性能优于纬向拉伸性能。
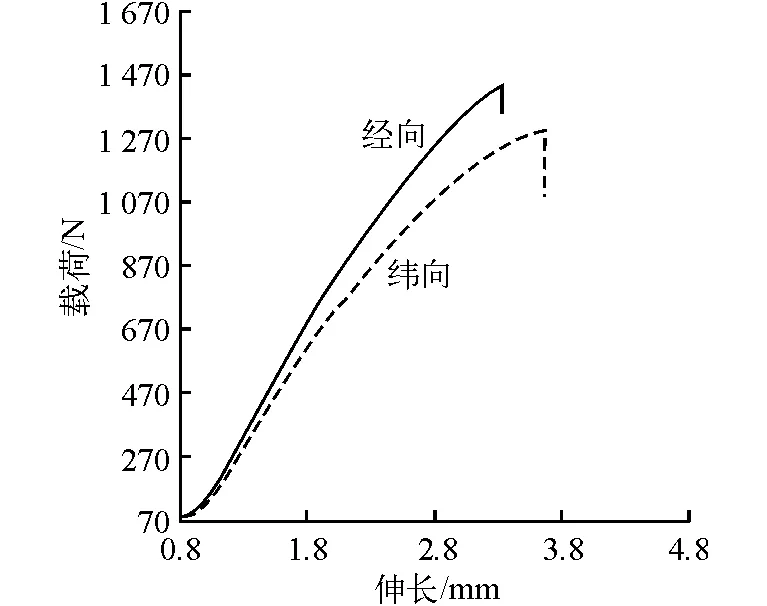
图6 复合材料薄板拉伸载荷-伸长曲线
2.4 复合材料拉伸断面形貌
图7是毛巾增强热固性复合材料薄板拉伸断面SEM形貌照片。可以看出,纤维和树脂结合较均匀,在薄板的整个厚度范围内都有增强纤维分布,且树脂基体充满纤维间的所有空隙。该结果说明薄板成型良好,有利于获得较高的力学性能,制备方法适用可行。

图7 复合材料薄板拉伸断面SEM照片
观察图7照片,可见大多数纤维都呈现断裂状,但也有少部分纤维伸出断口。这说明在拉伸断裂过程中,绝大多数纤维承担向周围树脂传递拉力的作用,并在受力达到一定值时,表现为与周围树脂同时断裂破坏,即脆性断裂;而少部分纤维在承力过程中,与树脂产生剥离,表现为纤维的断裂并伸出断口。
3 结论
(1)手糊成型法可制备出废旧毛巾/不饱和聚酯树脂复合材料薄板,且薄板成型良好,结构均匀,树脂与毛巾浸润充分,纤维与树脂结合均匀,树脂充斥纤维间的所有空隙,表面光滑无气泡。
(2)制成的复合材料薄板与其增强体废旧毛巾相比,经向拉伸断裂强度和纬向拉伸断裂强度都有大幅度提高。
(3)废旧毛巾增强热固性复合材料的经纬向拉伸性能受其纱线密度影响,表现为拉伸断裂强度和模量随纱线密度的增加而增大。
(4)废旧毛巾增强热固性复合材料经纬向拉伸曲线都存在拐点,即拉伸断裂形式为脆性断裂。
[1] 梁建芳.中国纺织服装再循环利用的比较分析[J].丝绸,2011(5):58-63.
[2] 陶辉,王小雷,PAMMI S.废弃纺织服装再循环利用方法研究与再思考[J].国际纺织导报,2009(12):55-58.
[3] COMPANY O H. Recycling of low grade clothing waster[R]. Report,2006(9):9-10.
[4] 王莘蔚,陈蓉蓉,李亚乔,等.循环利用废旧纺织品规范再加工纤维生产[J].中国纤检,2011(11):25-27.
[5] 王来力,吴雄英,丁雪梅.废旧纺织品的回收再利用探讨[J].纺织导报,2009(4):26-28.
[6] 罗艳辉,蒲宗耀,黄玉华.废旧纺织品回收再利用的现状及其发展趋势[J].纺织科技进展,2012(3):9-12.
[7] 余勇.绿色压力 废旧纺织品回收“成潮”[J].中国纤维,2011(5):80-81.
[8] 王中珍,邢桂燕,丁吉庆.废旧纺织品的回收再利用与展望[J].山东纺织科技,2012(4):40-44.
[9] 于光军,龙海如.玻璃纤维经编针织物增强复合材料的力学性能研究[D].上海:东华大学,2007.
[10]王文燕,姜亚明.纬编双轴向衬纱针织物增强复合材料的力学性能研究[D].天津:天津工业大学,2008.
[11]刘丽妍,黄故.亚麻/聚丙烯机织复合材料薄板的制备与研究[J].玻璃钢/复合材料,2005(5):17-19.
[12]徐艳华,袁新林,胡红.玄武岩纤维机织针织复合结构增强复合材料的拉伸性能[J].纺织学报,2011(5):48-52.
[13]王文燕,姜亚明.纬编双轴向针织物增强复合材料的拉伸性能研究[J].针织工业,2008(12):17-18.
The preparation of waste towel reinforced thermosetting composite materials and its tensile properties
SunJiao1,2,WangXinhou1,2
(1. College of Textiles, Donghua University; 2. Key Laboratory of textile Science & Technology, Ministry of Education, Donghua University)
In order to seek a recycling method of waste towel with shorter process and better operability, the composite sheets were made by hand lay-up method using different weight of waste towels and unsaturated polyester resin. And the tensile property of the composites was tested. The results show that waste towels/unsaturated polyester composite sheet was good shape, uniform structure, and has a better tensile mechanical properties, can meet the application requirements of automotive interior materials, etc..
waste towels, unsaturated polyester, composite material, recycling, tensile property
2014-11-03;修改稿:2015-05-11
孙娇,女,1989年生,在读硕士研究生。主要研究方向是废旧织物增强复合材料的制备工艺和性能研究。
TB332
A
1004-7093(2015)07-0022-06
猜你喜欢
橡胶科技(2022年5期)2022-07-20 02:24:04
成都信息工程大学学报(2021年2期)2021-07-22 07:23:32
数学物理学报(2021年3期)2021-07-19 06:02:36
纺织检测与标准(2021年3期)2021-07-06 07:56:14
探索科学(学术版)(2021年2期)2021-04-22 06:45:12
重型机械(2020年2期)2020-07-24 08:16:12
空间科学学报(2020年6期)2020-07-21 05:36:46
丝绸(2018年10期)2018-10-15 09:54:16
辽东学院学报(自然科学版)(2017年3期)2017-09-19 07:09:20
海洋气象学报(2017年1期)2017-04-13 03:37:00
