干式镗削静电冷却系统的设计
2015-04-19 03:08成洪川
机械制造 2015年12期
□ 成洪川 □ 赵 娟
青岛理工大学机械工程学院 山东青岛 266033
干式静电冷却切削技术,是利用静电场装置所产生的间隙放电现象,将通入的空气流电离,使经过臭氧化、离子化的空气流成为活性气流。在切削加工过程中,将该高速活性气流通过一系列装置喷入切削区,加快气体对流,气流中的负氧离子增加了气流的导热性,降低了切削区的温度。同时,活性气体中的臭氧和负氧离子具有吸附性和渗透性,能够渗入刀具与切屑接触面,形成一层氧化薄膜,起到边界润滑作用[1]。活性气体中的臭氧还可以使已加工表面迅速产生钝化作用,阻止表面进一步氧化,保护已加工表面。笔者以镗削加工为例,对干式切削静电冷却系统进行了设计,并将此系统应用于镗床切削加工。
1 干式切削静电冷却系统设计
干式切削静电冷却系统包括:作为气体输送动力源的空气压缩机;将活性气体引入切削区的通气管路;采用针孔电晕放电电路制备活性气体的电晕放电装置;优化电晕放电装置参数的臭氧、负氧离子检测器以及供电系统等4个部分,整体结构原理图如图1(a)所示,实样如图1(b)所示,各部件的作用如下。
(1)空气压缩机。干式切削静电冷却系统所需的高速气流,由空气压缩机提供,并利用单向节流阀控制进气压力。
(2)通气管路。导管采用可塑性聚胺脂材料的PU气动压力软管,具有良好的耐腐蚀性和绝缘性,适用于输送活性气体中的负氧离子和臭氧。
(3)供电系统。采用型号为CX-300A高压直流电源,输出为3 000 V~30 000 V的直流电压,10 mA额定电流。
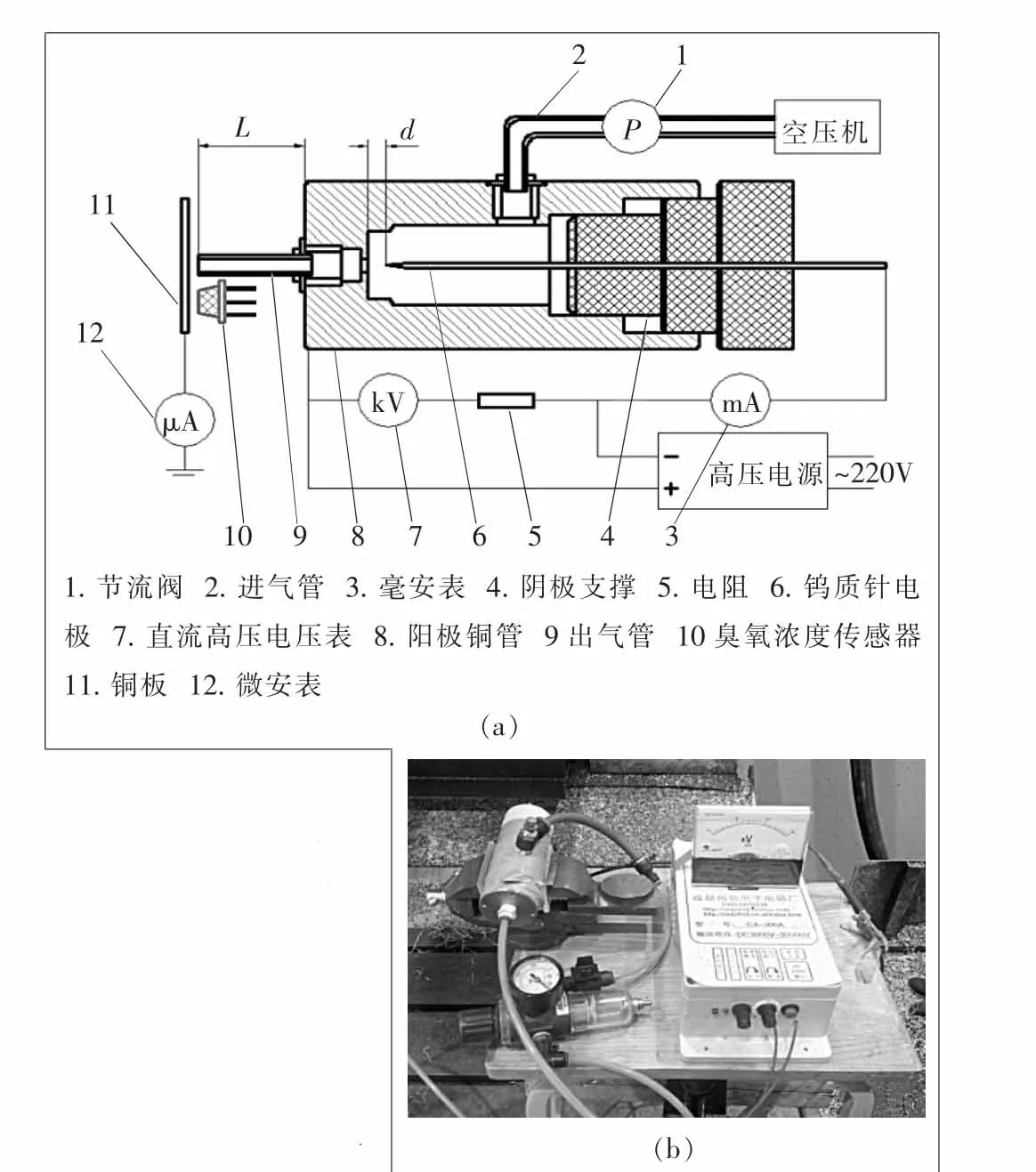
▲图1 干式切削静电冷却系统
(4) 电晕放电装置。采用针孔电晕放电电路获得活性气体,阳极采用管口直径为4 mm紫铜管;阴极采用钨质针电极;阴极支撑选用ABS材料,针尖距孔口的距离由阴极支撑调节。
(5)离子电流测量装置。由铜板和微安表组成,根据气体流量Q和电流值I得到负氧离子浓度ρ。

式中:e为电子所带的电荷量,e=1.6×10-19C。
(6)臭氧浓度测量装置。由含有外接电路及标定臭氧浓度的传感器组成。
2 臭氧浓度测量
2.1 臭氧浓度测量装置
采用气敏材料为二氧化锡的MQ131高浓度臭氧气体传感器,测量电路及实物连接如图2所示,输入直流电压 VC=5 V,RL=3 500 Ω,输出电压为 VRL;电阻 RL采用变化范围为0~3 700 Ω的电位器。
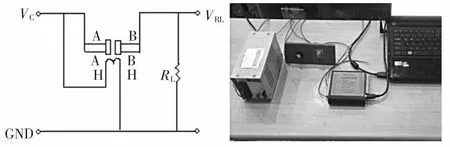
▲图2 测量电路及实物连接图
2.2 传感器化学标定法
采用化学方法测量臭氧的气体浓度,然后对传感器输出电压进行标定,化学反应方程式如下:

实验步骤如下。
(1)取样。将10组体积都为2 000 mL、浓度不同的臭氧气流分别通入相同的碘化钾溶液中,臭氧浓度测量装置如图3所示。
(2)滴定。取样后的溶液中由于含有大量碘单质,颜色呈棕黄色。将稀硫酸滴入溶液中,调节溶液的pH值小于2,将溶液静置5 min,用0.1 mol/L的硫代硫酸钠标准溶液对试样进行滴定操作,直至试样溶液变为浅黄色。向浅黄试样溶液中加入1mL的淀粉溶液,颜色呈现为紫红色。继续使用硫代硫酸钠标准溶液滴定至颜色消失。3个阶段的溶液颜色变化如图4所示。
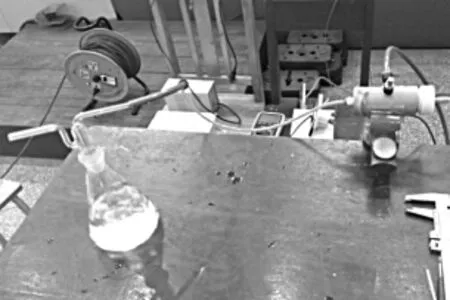
▲图3 臭氧浓度测量装置

▲图4 取样后、加入淀粉溶液、滴定结束3阶段的溶液颜色变化图
(3)结论:经过理论计算,臭氧浓度与传感器的输出电压之间的关系曲线如图5所示。
从图5可得到臭氧的体积浓度在一定范围内 (1~800×106)和电压值近似呈现线性关系:

3 气路运输导管
3.1 实验目的
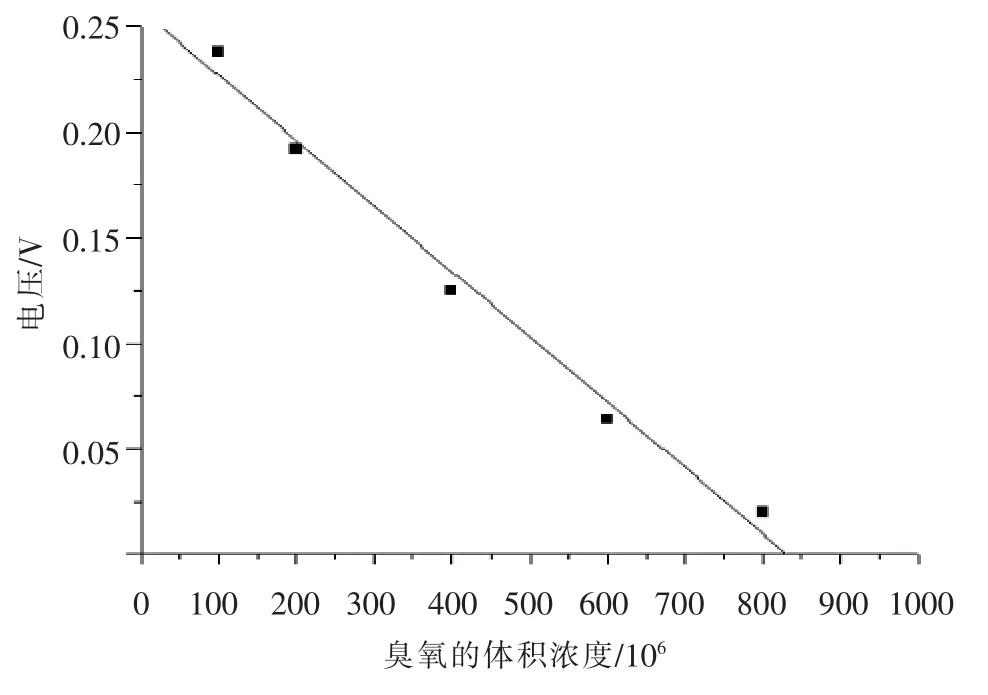
▲图5 臭氧浓度与输出电压关系曲线
为了使活性气体尽可能多地通过导气管路输送到切削加工处,并使电晕放电装置与镗削加工工艺相结合,需获得活性气体在外接气路导管路径长短及弯曲程度不同时的衰减规律。
3.2 实验步骤
设计了3组实验:分别当对空排放时、弯管个数不同时、气体输送管路长度不同时,进行各种状态对活性气体浓度的衰减规律实验。
实验参数:直流电压V0=10 kV;放电间隙d=6 mm;节流阀的压力值P=0.4 MPa。实验步骤如下。
(1)在电晕放电装置的出气口处接一段长度为L的出气管(见图1),临近导管口处放置臭氧浓度传感器及收集离子的铜板。
(2)打开空压机,调节节流阀,使进气压力为选定值。
(3)开启高压电源,调整电压为选定值。
(4)读取并记录在稳定状态下电压值和离子电流值的大小。
(5)关闭高压电源。
(6)改变铜板和传感器距出气口的距离,进行试验,测量并记录对空排放时活性气体的浓度衰减值。
(7)改变气体输送管路的长度,测量并记录不同导管长度时的活性气体浓度衰减值。
(8)拔掉出气管,连接管接头,测量并记录不同数量的管接头对活性气体的衰减值。
(9)将在不同条件下记录的数值进行分析,并绘出特性曲线。
3.3 结果分析
(1)对空排放。根据分析的实验数据可得到:随着喷嘴长度L1增长,负氧离子浓度及臭氧气体浓度的衰减速度都很快,当L1=60 mm时,离子电流降为管口处的19%,臭氧浓度降至管口处的80%。
▲图6 臭氧浓度及离子电流随PU管长度变化衰减曲线
▲图7 接头个数对臭氧及离子电流浓度的衰减曲线
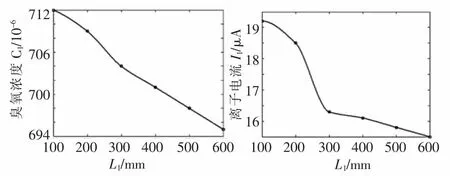
(2)不同长度PU直管的影响。臭氧的气体浓度及离子电流的衰减特性曲线如图6所示,由图可知:随着外接管长度L1增加,负氧离子及臭氧气体的浓度均有微量衰减,在接管长度L1=500 mm时,离子电流降到出口处的64%,臭氧气体浓度降到出口处的90%。
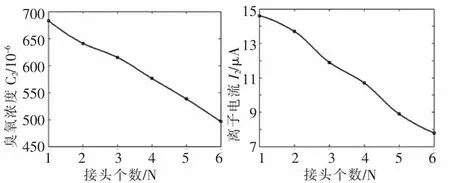
(3)不同数量的90°管接头的影响。在实际加工时,气体管道基本都是弯曲状态,本实验采用不同数量的90°气管接头,分析弯曲管道数量对活性气体浓度衰减特征,由图7可知:随着外接管个数N增加,负氧离子及臭氧气体的浓度均有衰减。在外接管个数为6个时,离子电流降到出口处的55%,臭氧气体浓度降到出口处的74%。
4 镗床与电晕放电装置的配合

▲图8 干式镗削静电冷却系统
根据电晕放电装置外接气路的特征曲线可知:PU管越短,气路弯曲度越低,喷至切削区活性气体的浓度越高,静电冷却效果越好。用PU管将电晕放电装置及机床加工设备连接,参考现场的实际环境及机床Z轴进给行程,选取PU气管的长度为1.5 m,最终确定的干式切削静电冷却系统如图8所示。
5 结论
设计了干式切削静电冷却系统,设计并制造了电晕放电装置、臭氧浓度检测装置、离子浓度检测装置,并进行了活性气体在不同的外接管路中浓度衰减实验,得到了活性气体浓度衰减特性曲线。根据实验数据,设计了电晕放电装置与镗削加工内冷系统的装配平台,实际镗削加工证明,静电冷却干式切削系统具有良好的可靠性和安全性,能够代替切削液在实际生产中的应用。
[1]唐蔡华,冯广智.切削加工过程中润滑技术的运用分析[J].信息系统工程,2012 (11):92-92.
[2]福尺和庆.静电冷却方法[Z].机械技术研究所所报,1980(2):1-5.
[3]幺炳唐.静电冷却干切技术 [J].制造技术与机床,2003(1):66-68.
猜你喜欢
科技创新与应用(2022年27期)2022-10-02
作物学报(2022年9期)2022-07-18
广东气象(2021年4期)2021-08-31
科学大众(中学)(2019年3期)2019-05-17
环境保护与循环经济(2017年9期)2017-03-16
低碳世界(2016年24期)2016-12-28
湖北体育科技(2016年11期)2016-02-27
中国学术期刊文摘(2016年2期)2016-02-13
四川电力技术(2015年5期)2015-12-19
中国环境监测(2015年3期)2015-04-26