节能门窗高效制作机的开发*
2015-04-19 03:04谢占功罗良维闫鹰鸽陈贤帅
机械制造 2015年12期
□ 谢占功 □ 华 楠,2 □ 罗良维,2 □ 闫鹰鸽 □ 陈贤帅
1.广州中国科学院 先进技术研究所 广州 511458 2.广东工业大学 机电工程学院 广州 510006
近几十年来,建筑节能化已成为世界性潮流。绿色建筑使用绿色建材和绿色能源,在制造和使用过程中环保、节能,有利于人类的健康[1]。
门窗是建筑外围护结构的开口部位,是阻隔外界气候侵扰的基本屏障,已成为建筑节能的重要组成部分[2]。而节能玻璃作为节能门窗组成中的重要一环,其自身的性能、特点及与窗框之间的密封性极大地影响了门窗整体的作用。
从热传递效率方面看,由两层平板玻璃合成的节能玻璃,其能源利用效率是普通玻璃的2.2倍,然而,在实际的门窗生产加工过程中出现了一些困难。一方面,由于节能玻璃的质量是普通玻璃的两倍甚至三倍以上,因此导致了节能门窗加工制作过程中需要用到更多的人力,提高了人工成本,影响了制作效率,增大了安全隐患;另一方面,若要达到节能门窗高效节能的目的,对于节能玻璃与门窗框架之间结合的精度要求就非常高。
针对上述问题,笔者设计了低成本、自动化、可编程及具备感知能力的工业自动化设备——节能门窗高效制作机,目前,该制作机已投入生产,并取得了相关发明专利[3]。
1 节能门窗高效制作机的工作原理
节能门窗高效制作机的结构如图1所示,工作原理如下。
该设备外接三相电源,通过无油活塞式空压机提供整个机器的动力,PLC控制机器的运行过程。将装有待组装玻璃的堆栈架和待安装玻璃的框架放置在龙门机架的下方,其中框架倾斜放置。按下开始开关,启动设备运行。吸盘组件移动到下起始点,并沿导轨方向左移。在此过程中,吸盘组件下方的吸盘开始供气,具备吸合能力。当吸盘接触到节能玻璃时,触发转换器开关,吸盘组件停止在导轨方向上的运动。当吸盘吸合玻璃后,吸盘组件向上移动,将吸盘吸合的玻璃向上升起。与此同时,吸盘组件在导轨上向右运动到框架前,将节能玻璃对准框架,悬挂臂下行,吸盘释放节能玻璃并将节能玻璃的下缘落在框架的下边框内。节能玻璃的上端靠在悬挂臂下端推料气缸的推杆上,推杆在推料气缸的驱动下伸出,并将节能玻璃完全放入框架内,结束工作循环而进入下道工序。

▲图1 节能门窗高效制作机的结构图
2 结构设计
笔者设计的节能门窗高效制作机整体结构主要包括:机架、无杆气缸、悬挂臂以及吸盘组件共4部分。
2.1 机架结构
节能门窗高效制作机的机架结构如图2所示,其具备以下几方面的特点。
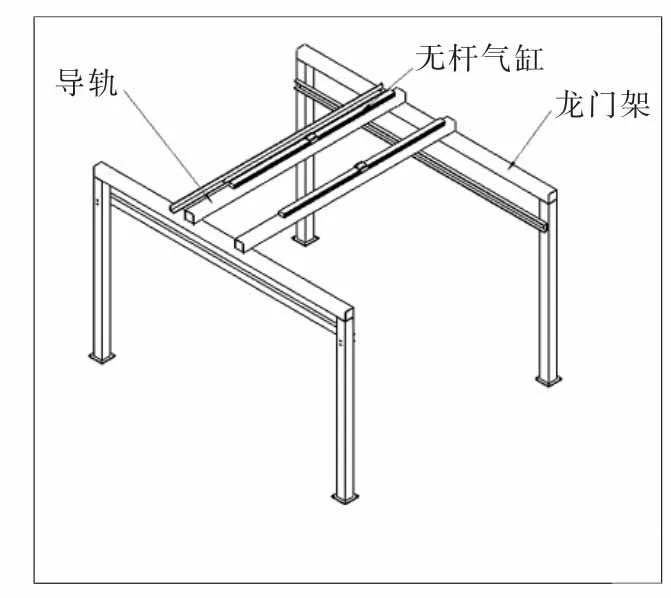
▲图2 机架结构
(1) 整体结构简洁。整个机架由4个钢结构梁组成,钢结构数量少于传统的玻璃门窗机器。
(2) 机器的导轨间距小。两个导轨之间的距离决定着运输滑动组件的尺寸,由于运输滑动组件必须横跨在两个导轨之上,因此导轨间距越大,基于导轨而设计的运输滑动组件(如吸盘组件、悬挂臂)的尺寸就越大。除此之外,即使应用相同尺寸的钢结构梁来作为运输滑动组件的基座,也会因为导轨间距的跨度而影响到整个机器的性能。
(3)相对于传统气缸驱动,无杆气缸具有低能耗、高效率的优势。在导轨上应用无杆气缸驱动吸盘组件运动,具有节约能源、提高运动精度以及工作效率的优势。
(4)机器工作平稳无冲击。机架的设计要求保证机器能稳定地工作,即在机器运行时不产生明显地晃动而影响节能玻璃的定位精度。
2.2 无杆气缸
选择无杆气缸作为运动装置的主要传动机构以及抓取节能玻璃的主要承载机构,其具备以下优点。
(1)节省空间。有杆气缸的安装空间约为2.2L,而无杆气缸约为1.2L,L为行程。
(2)定位精度高。活塞两侧受压面积相等,推力相同,有利于提高定位精度。
(3)可实现长跨度的传动。本机器所应用的无杆气缸系列可提供长达5 m的远距离传动。
(4)承载能力和抗扭能力强。
(5) 寿命长。
在本设计中,要求安装在机架上的长无杆气缸的行程为1 800 mm,安装在吸盘组件上的短无杆气缸的行程为150 mm,节能玻璃质量m1为60 kg,吸盘组件自重m2为15 kg,供气压强p为0.7 MPa,重力加速度g为9.8 m/s2。由于短无杆气缸主要承载节能玻璃,因此需要首先对短无杆气缸进行选型。
无杆气缸工作时的最大负载:

式中:Fmax为无杆气缸工作时承受的最大负载;p为供气压强;s为活塞面积;d为无杆气缸的内径。
又 Fmax=(m1+m2)g,代入式(1)得:

设无杆气缸各型号的标准直径值为d0,则d0≥d。
计算短无杆气缸内径:

查阅有关资料,短无杆气缸内径可选d0=32 mm。对长无杆气缸的选型应该按照最大装载质量及行程来确定,其中,最大装载质量应≥37.5 kg。因此,可选内径为25 mm、行程为1 800 mm、最大装载质量为40~56 kg的长无杆气缸。
2.3 吸盘组件
图3所示为吸盘组件结构视图。包括:T型槽杆、气缸杆、无杆气缸、横梁、管横栏、头部杆、调节把手、分线夹、保护杆、悬臂、转换器、吸盘杆以及吸盘等。
其中,T型槽杆通过分线夹与其它组件连接,起到将吸盘组件的上、下部分的结合以及保持运动稳定性的作用;无杆气缸实现升降方向上的一个自由度的快速运动;调节把手可以根据节能玻璃的尺寸选择不同的吸盘高度,以使吸盘在接触节能玻璃表面时能够有效吸取;悬臂由悬臂杆与合页组成,安装在十字杆上,它能吸取不同倾斜角度的节能玻璃,其在合页的缓冲作用之下可自适应调整,以及在转换器失效的情况下起到保护作用;转换器起到开关作用,即在吸盘吸住节能玻璃时,停止吸盘组件沿导轨方向的运动。

▲图3 吸盘组件
2.4 悬挂臂
设计的悬挂臂如图4所示,它采用了剪叉式伸缩机构和气缸,可以实现节能玻璃入框架时自动定位的功能。主要包括:剪叉式伸缩机构、气缸、底框、推料气缸、滚轮。其中,剪叉式伸缩机构由多个基本单元组成,每个基本单元是由两个连杆经销轴连接成的X型结构。多级剪杆单元首尾相互连接构成剪叉式伸缩机构。此外,该剪叉式伸缩机构能够收缩到极限位置,即相邻杆件在水平方向上平行;滚轮组件的应用实现了悬挂臂在图1所示的导轨上保持与吸盘组件相同的运动;推料气缸安装在底框上,它能够通过推杆将节能玻璃定位在玻璃框架上,节省了人力。
3 传感器及定位装置
在吸盘组件的悬臂上设计有一个力传感器,该力传感器能够在吸盘吸取到节能玻璃后向控制系统发出信号,并告知控制系统开始下一进程。为了避免传感器发生故障时可能产生的损伤,吸盘应保持对节能玻璃的软接触。同样,出于安全考虑,如果传感器未能及时发出信号或者控制系统出现问题,则吸盘应该具有释放节能玻璃并返回原始位置的功能。
基于上述考虑,吸盘组件设计成两个关节的结构,能够通过转动方式释放节能玻璃。通过在旋转关节采用可调节弹簧,可以限制吸盘对节能玻璃的推力。
图5所示为三点夹持定位装置,其限制了节能玻璃两个自由度方向的运动。在门框台架斜表面上,有两个固定点从底端支撑节能玻璃,一个调节点从侧面支撑节能玻璃。在实际操作中,调节点安装在框架的内侧边缘,根据节能玻璃不同的尺寸进行调整,以保证节能玻璃能够准确进入到框架中。
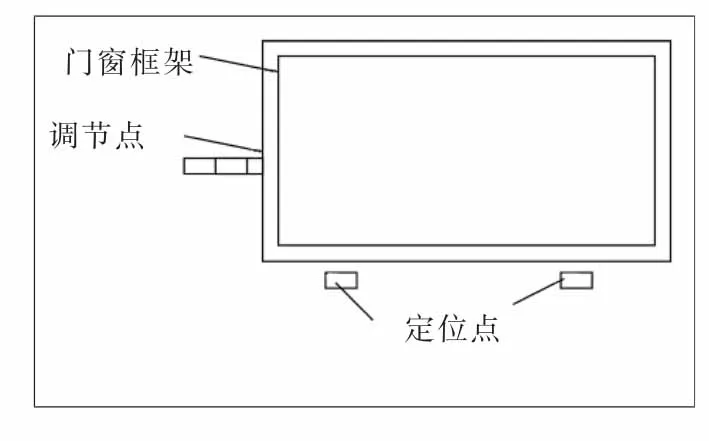
▲图5 定位装置原理图
4 控制系统的应用
该机器的中央控制器主要由可编程逻辑控制器(PLC)组成,能够控制传感器、开关以及气动驱动装置,并能获取、处理传感器及开关传递的信息,控制系统硬件如图6所示。
在控制系统方面,该机器的最大特点在于其较高的安全性。控制系统能够随时获知运动机构正在进行的动作以及所处的位置,检测机器的安全防护装置及初始状态。只有在这两个方面都没有发现问题的情况下,才会允许设备运行;否则,该控制系统将会开启警报灯,并在工控机面板上显示警告信息。
在节能玻璃插入门框时,只有当门框台架斜表面处于垂直状态时,吸盘组件才可以带动节能玻璃运行。否则,机器将处于自锁状态,并将信号传输给PLC,如图7所示。
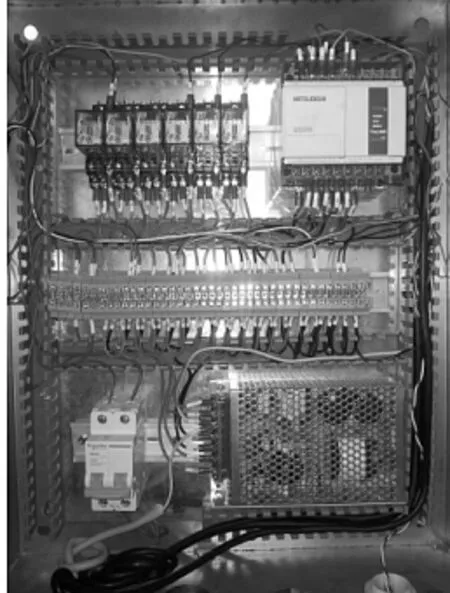
▲图6 控制系统

▲图7 节能玻璃插入门框
5 设备的制作
针对上述结构及运动设计,制作出如图8所示的节能门窗高效制作机样机,并对其进行调试。其中,对该设备的调试具体表现如下。

▲图8 节能门窗机的制作与调试
(1)调节吸盘组件的运行速度,使其运行速度达到最快且稳定性最佳。
(2)改进吸盘组件的结构,使其能够承受更重的节能玻璃,即发挥无杆气缸有效的承重能力。
(3)调节节能玻璃摆放角度,使吸盘能有效吸取处于不同姿态下的节能玻璃。
该设备投入工厂应用后,使用结果表明,设备运行可靠,大大提高了生产效率。此外,由于本设备将原有需要6轴运动的自动化机器简化成4轴运动,简化了设备动作,降低了生产成本。
6 结论
笔者设计的节能门窗高效制作机,在龙门机架上设置了水平运动装置和竖直运动装置,依靠吸盘组件下端的夹持器可将节能玻璃抓起或放下。同时,配合悬挂臂在导轨架上的运动,可实现将节能玻璃从材料堆栈架运送并放置在既定的框架内。本设备的运用替代了人力制作,避免了在此道工序常发生的工人腰背工伤事故,并大大提高了玻璃插入框架的生产效率。
[1]刘志海,庞世红.节能玻璃与环保玻璃[M].北京:化学工业出版社,2009.
[2]武江.新农村建设(建筑节能技术)[M].北京:中国电力出版社,2008.
[3]唐建柳,杜如虚,陈贤帅,等.一种自动放置板状材料入框架的装置[P].中国专利:CN103625924A,2014-03-12.
猜你喜欢
节能与环保(2022年7期)2022-11-09
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
装备制造技术(2020年2期)2020-12-14
家庭影院技术(2019年12期)2020-01-19
中国品牌(2019年10期)2019-10-15
中国品牌(2019年10期)2019-10-15
中国特种设备安全(2019年7期)2019-09-10
新能源科技(2018年10期)2018-02-15
工业设计(2016年4期)2016-05-04
制造技术与机床(2015年10期)2015-04-09