
PLC在焦炉气甲醇厂气体压缩机组自动控制系统上的应用
2015-04-13 17:57曹宏伟
中国高新技术企业 2015年8期
曹宏伟
摘要:在焦炉气制甲醇过程中,气体压缩机组是工艺系统的重要组成部分,它担负着输送焦炉气、氧气空气等气体并将其压力提高到一定水平的功能,在焦炉气甲醇厂中应用广泛。应用PLC技术,对气体压缩机组的联锁系统进行编程控制,可以有效地提高机组运行的安全性和可靠性。文章针对PLC技术在气体压缩机组中的应用进行了分析。
关键词:PLC;焦炉气甲醇厂;气体压缩机组;联锁系统;自动控制系统;编程控制 文献标识码:A
中图分类号:TQ051 文章编号:1009-2374(2015)08- DOI:10.13535/j.cnki.11-4406/n.2015.
常见的压缩机组按照结构不同可以分为往复式压缩机、轴流压缩机、离心式压缩机、回转式压缩、喷射式压缩机以及螺杆压缩机。其中工业应用中以往复式即活塞式压缩机最为常见,在焦炉气制甲醇生产中多以离心式压缩机为主。应用PLC技术对压缩机系统进行编程控制时,需针对压缩机联锁系统以及防喘振系统着重进行。
1 离心式压缩机联锁控制系统
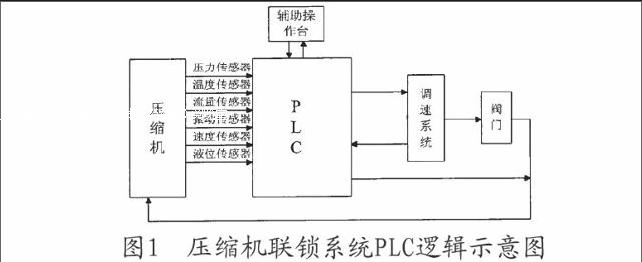
离心式二合一压缩机在焦炉气制甲醇生产过程中,对于合成气和循环气的压缩以及运输具有重要作用,是重要生产设备。二合一压缩机结构较为复杂,转速高,由汽轮机拖动系统、透平系统、压缩机系统以及过程工艺控制系统等组成。该设备的稳定可靠运行对于甲醇厂的正常生产有着至关重要的作用,在生产中要保证二合一压缩机组的无故障、连续平稳运行。压缩机联锁停机系统以及开车系统在整个系统的设计中占据重要地位,且压缩机停机联锁系统联锁点多,启停复杂,快速启动的响应能力较差,因此,应用PLC技术对联锁系统进行设计具有重要意义。应用PLC技术对压缩机联锁系统进行重新设计,能够顺利实现顺序联锁以及计时计数等逻辑功能,具有很高的可靠性以及灵活性,可以在生产中满足压缩机联锁系统的生产要求。图1为压缩机组的PLC控制系统示意图:
图1 压缩机联锁系统PLC逻辑示意图
由图1可以看出,压缩机组布置压力(P)传感器、温度(T)传感器、流量(Qv)传感器、振动(m/s2)传感器、速度(V)传感器以及液位(H)传感器。传感器通过I/O(输入输出)模块,进行接收采集压缩机组的模拟信号,并将之转化为数字信号后传递给PLC(可编程逻辑控制器)系统。由PLC系统对数字信号进行分析并加以判断,产生机构动作指令,通过网络将动作指令传递给调速系统从而产生动作,对压缩机动作机构进行控制。如果传入PLC的数据经过计算和逻辑分析后,并不需要对联锁停车或者开车动作做出指令,则调速机构不动作。目前,在甲醇厂二合一压缩机PLC联锁控制系统的应用中,多采用冗余系统进行设计。冗余系统分为双重冗余系统以及多重冗余系统,采用冗余系统的主要目的是降低由于PLC系统CPU等部件发生问题后导致系统停运的可能性。当系统主CPU出现问题后,辅助CPU可以从热备状态直接切入正常使用状态,而不产生扰动。
PLC联锁控制系统是压缩机组控制系统的主要组成部分,涉及到的主要硬件包括以下三种:(1)网络主线相关设备:大功率交换机(此类交换机多采用赫斯曼RS20系列交换机,如RS20-0800、RS20-2400交换机)、局域网用多模光纤、网络光纤终端盒等;(2)子网设备:S908RIO总线光纤中继器(型号为施耐德490NRP5400)、远程输入/输出电缆分离(分支)器、局域网多模光纤等;(3)CPU型号:140CPU 67160。此外,该系统还设计有辅助工作台,其主要作用是当PLC控制电路出现误动作时,用于紧急停车等。
2 联锁控制系统的组成
压缩机联锁控制系统主要分为两大部分:其一为气路系统,其二为油路系统。
2.1 气路系统
压缩机联锁控制系统的气路控制系统主要由主参数测量系统、机构动作保护系统以及气路防喘振控制系统。
2.1.1 主参数测量系统:该系统主要测量进入压缩机的焦炉气主要参数,包括气体入口温度、压力、流量,气体出口的温度、压力报警点测量值,利用取得的参数,对压缩机组状态进行判定,使压缩机组能够更加良好的运行。
2.1.2 机构动作保护装置:该装置主要完成三方面任务,压缩机开车必备条件判定,压缩机正常停车必备条件判定以及故障及临时停车必备条件判定等,即完成PLC系统逻辑关系计算与判定。(1)开车必备条件:主要对压缩机润滑油压机冷却水压、润滑油温进行判定,当离心压缩机润滑油压及冷却水压均高于0.2MPa,同时油温高于27℃,且压缩机上定子加热器关停状态,防喘振调节阀全部打开,汽机速关阀全开,一级密封气处于全关状态时,此时开机运行。防喘振调节阀在机组运行过程中自动调节,此时联锁报警自动启动,凝结水备用泵开始进入投用状态,润滑油泵启用。以上动作完成后,系统控制室启动指示灯点亮;(2)正常停车条件:当压缩机组工作完毕或出现异常工况时,机组接收停机命令,开始停机动作。正常停车顺序为解除负荷使机组空载,供气停止,机组内气体放空,最后关电停车;(3)故障性停车:该种停车即动用联锁控制系统,故称联锁停车。当机组故障时,向PLC系统发出故障信号,系统向调速机构发出联锁停车动作信号,当停车信号未经复位时,机组将始终处于停机状态。
2.1.3 防喘振控制系统。喘振是指当压缩机负荷过低时,气体输送量变化较大,时大时小,导致强烈的震荡现象。为此,防喘振系统应当控制机组进气量始终维持在喘振气量之上,避免喘振现象发生,对机组产生破坏性影响。
2.2 油路系统
2.2.1 润滑油系统:该系统向机组正常运行提供润滑油,防止干烧及振动现象。该系统主要包括油箱、润滑油泵、各种阀门以及油位、油温测量仪器等。当机组启动、停车或者连锁停车时,该系统向PLC系统发出信号。
2.2.2 高位油箱:该高位油箱在除氧层布置,为备用油源,主要解决机组停机后各油泵无法正常进入工作状态时的润滑工作或者当系统主油箱缺油或发生漏油时,由PLC发送来的动作信号进行动作,进而对系统进行补油。
2.2.3 阀门系统:该系统主要应用与离心压缩机透平的油压控制,对过大的油泵出口压力进行PID反馈调节,使之恢复正常水平,保证机组正常高效运行。
2.2.4 检测系统:主要用于采集机组各种参数信息,并向PLC发送数字参量;同时还有显示设备,用于观察和警报。油泵压力主要利用压力表进行检测,油温的检测采用压力传感器,油箱液位的检测采用液位计进行检测,当各参量超出正常值的范围时,将会向PLC发送故障信号,进行报警。
3 压缩机组PLC系统的应用及发展
通过上述讨论,压缩机组中PLC系统的主要由交换机等设备组成,主要的编程控制部分包括机组启停控制模块、主油泵、辅助油泵启停控制模块、空压机负荷控制模块、模数转换模块、参量采集模块、故障停车模块等组成。目前工业上常用的较为先进,运行可靠的PLC系统提供商有德国西门子公司的S7-200、S7-300、S7-400等型号,日本三菱公司的FX系列,罗克韦尔公司的AB系列高性能、高可靠性PLC系统以及施耐德公司。PLC系统的发展方向可从以下三个方面来看:(1)更加友好的人机界面。以焦化厂压缩机组PLC控制系统为例,如今的人机交互界面相比于最开始应用PLC系统时有了很大的改观,有更加友好的人机对话界面以及更加广阔的平台,为用户拓展系统应用,降低其运行和维护成本具有重要作用;(2)通讯能力加强。典型的代表是与之前相比,压缩机组PLC控制系统有了更多的物理接口,能够与多种设备共享数据,同时网络传输能力大大加强,网络结构由简单向复杂化发展,更加广泛地应用了现场总线(FieldBus)技术以及以太网技术;(3)标准化发展。PLC系统生产商数量巨大,为PLC系统生产商制定标准化生产图谱,有利于用户降低系统维护成本,同时增强了系统的开放性以及相互之间的操作性,为用户大开方便之门。
4 结语
PLC控制系统应用于焦炉气甲醇厂,对于提高焦化厂自动化作业水平,降低人工投入具有重要作用。PLC系统在合成气和循环气二合一压缩机组自动控制、联锁停机及防喘振系统中的应用,大大提高了机组运行的可靠性和安全性,对于故障反应快速,能够有效避免机组故障带来的更大的经济损失。
参考文献
[1] 杨俊峰,翟自宝,刘文.焦炉气压缩机联锁系统的改进[J].数字技术与应用,2014,(4).
[2] 辛勇,祝天华,杜小庆.焦炉设备PLC控制系统优化[J].数字技术与应用,2014,(5).
[3] 苗贵仓.施耐德PLC控制系统在邯钢西区焦化厂的应用[J].金属世界,2013,(2).
[4] 杨忠俊.西门子S7300-PLC在焦炉煤气压缩机控制系统改造中的应用[J].科技资讯,2012,(24).
[5] 郭淑英,李似艳,刘惠敏,于桂芬,丛桂珍.PLC在4M50(104)焦炉气压缩机组联锁保护系统中的应用[J].压缩机技术,2011,(4).
(责任编辑:秦逊玉)
猜你喜欢
山东冶金(2022年3期)2022-07-19
船舶标准化工程师(2019年4期)2019-07-24
石油化工建设(2018年3期)2018-11-30
石油化工自动化(2018年5期)2018-11-14
当代化工研究(2016年9期)2016-03-20
新疆钢铁(2016年3期)2016-02-28
汽车维护与修理(2016年3期)2016-02-28
山东冶金(2015年5期)2015-12-10
少先队活动(2014年6期)2015-03-18
压缩机技术(2014年5期)2014-02-28
