
军民两用雷达天线薄壁件关键制造技术路径研究
2015-04-13 08:34曾天俊
机电信息 2015年36期
曾天俊
(扬州恒星精密机械有限公司,江苏 扬州225127)
0 引言
雷达技术经过半个多世纪的发展,现已成为现代军事电子装备的重要组成部分,苏、美、英、法等国家每年的雷达经费(包括科研费、采购费和维护费)占年度国防经费的比例在不断提高。在雷达技术的不断发展过程中,其应用不再局限于军事领域,目前也广泛应用于轮船、民用飞机、汽车、气象预报(图1)等多个民用领域。

图1 测风雷达
天线(图2)作为雷达转换空间能量和处理空域信号的重要组成部分,直接影响着整个雷达装置的质量和性能,但现阶段民用雷达多显笨重,在有限的空间内使用往往以牺牲灵活性或辐射效率为代价,因此,天线材料向轻型方向发展势在必行,这就对薄壁件的性能质量与生产工艺提出了更高的要求。但传统薄壁件加工各环节存在着切割过程中慢走丝加工间隙状态判别不准确,张力大小精确性和分布均匀性差;铣削过程中工件的回弹让刀与加工振动现象非常明显,易产生应力变形,薄壁件铣削加工误差大;钎焊过程中温度对母材熔蚀影响显著且不易控制,钎焊原子扩散不均匀,钎焊接头性能不稳定,残余应力难以完全消除等诸多问题。这严重制约着雷达天线薄壁件制造技术的进一步发展,也远远不能满足当今市场经济的要求,因此,在保证成品率的基础上对雷达天线薄壁件高效制造技术的变革已迫在眉睫。
1 研究内容与关键技术路径
1.1 薄壁件切割慢走丝加工系统与工艺研究
采用模糊神经网络理论和方法,开展慢走丝加工技术恒力控制器的研究,研究单个脉冲能量、电参数、伺服速度、主电源电压等参数对慢走丝恒力控制器的影响,实现加工过程中张力大小的精确控制和张力分布的均匀性控制;研究慢走丝线切割的工艺对智能电源的参数要求,优化电火花线切割脉冲能量、电参数对智能电源的影响,开发一种智能电源混合检测判别方法,达到对慢走丝线切割加工间隙状态的准确判别,实现智能电源的精确脉冲控制,提高薄壁件慢走丝切割加工表面加工质量。
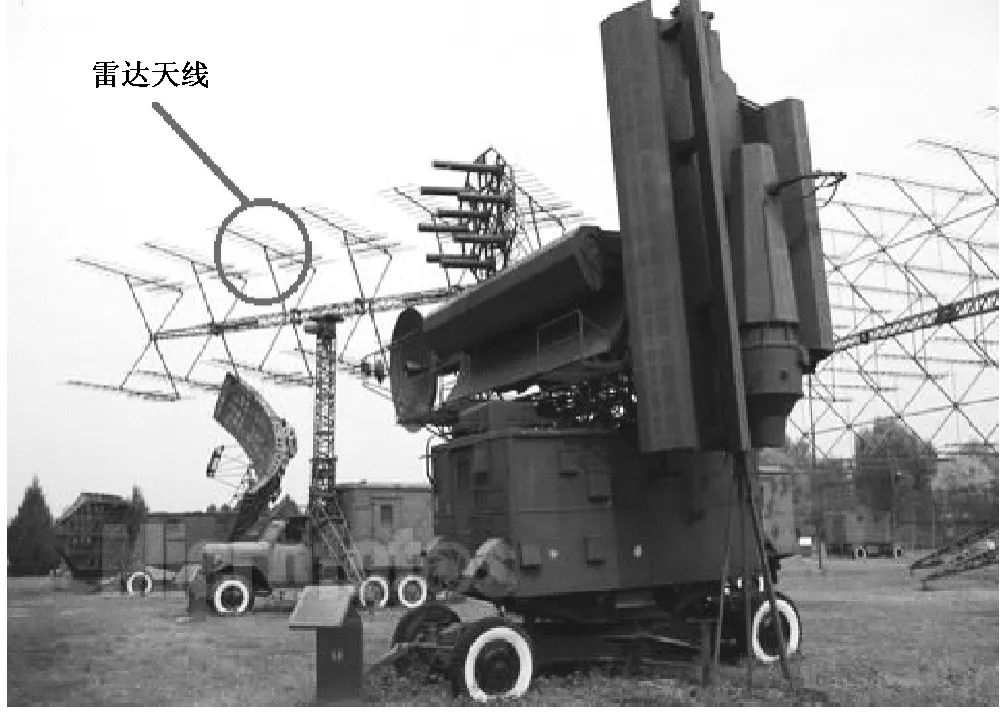
图2 雷达天线
基于沙迪克机床的走丝系统建立模型,薄壁件切割慢走丝加工系统的电极丝张力采用双机转速差加载式张力装置,张力执行部件采用力矩控制电机。慢走丝线切割机张力系统由电极丝、送丝电机、收丝电机、绕线管、排丝轮、导线轮、放大器、张力调节装置等构成。设计薄壁件线切割慢走丝加工系统的走丝路径简图如图3所示。
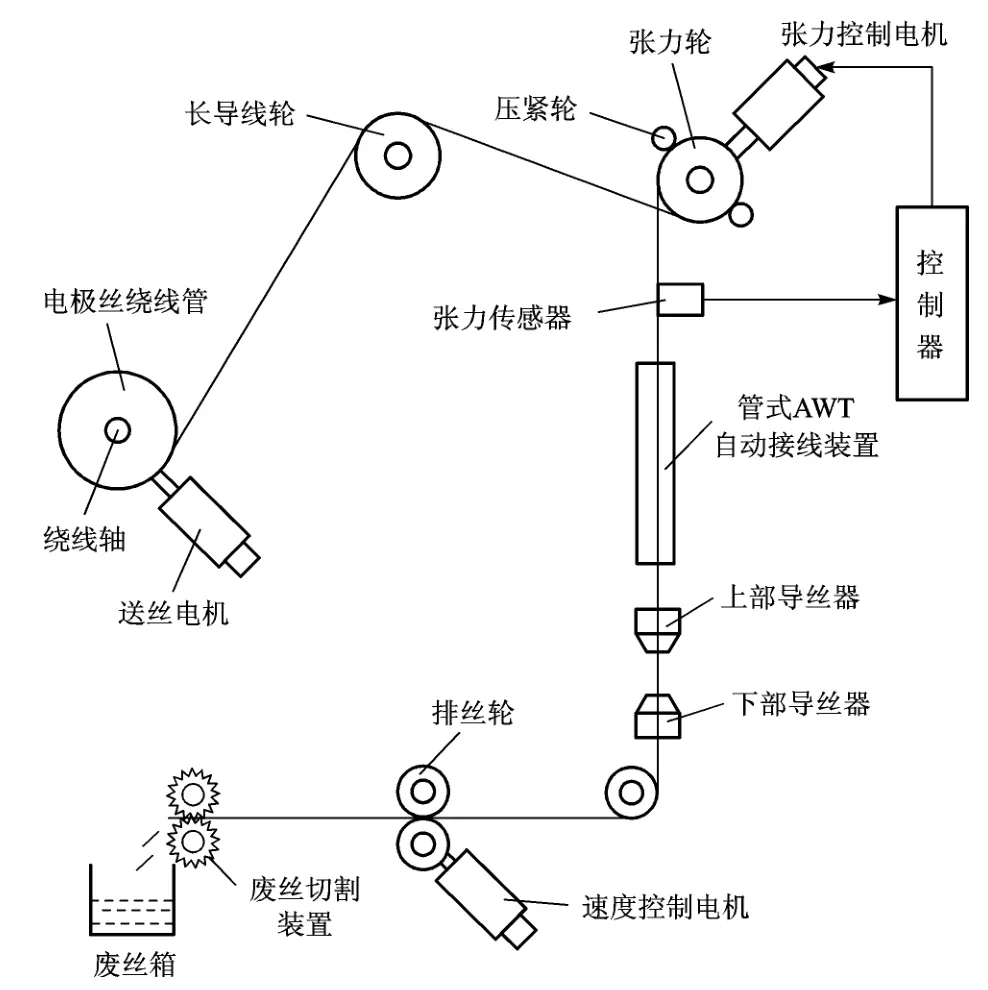
图3 薄壁件切割慢走丝加工系统走丝路径简图
1.2 薄壁件高速小切削用量铣削加工技术研究
分析切削三要素对铣削过程的切削力与切削热的影响规律,结合切削力与切削热对零件变形的影响,选择开展最佳切削加工的三要素;通过铣削刀具的材料、刚度、几何角度对刀具磨损影响规律的研究,设计高寿命硬质合金涂层刀具;研究真空吸盘预变形铣削加工方法,从而消除铣削加工过程中的应力变形;开发薄壁件快速铣削加工仿真平台,预测薄壁件铣削加工误差,从而优化加工工艺,提高加工质量与效率。
刀具切入工件时,切削力及其时间方面的变动对所需动力、工件的尺寸与形状精度、己加工表面粗糙度、加工变质层、刀具耐用度等所有可加工性的项目有直接或间接的影响。切削力的影响如图4所示。
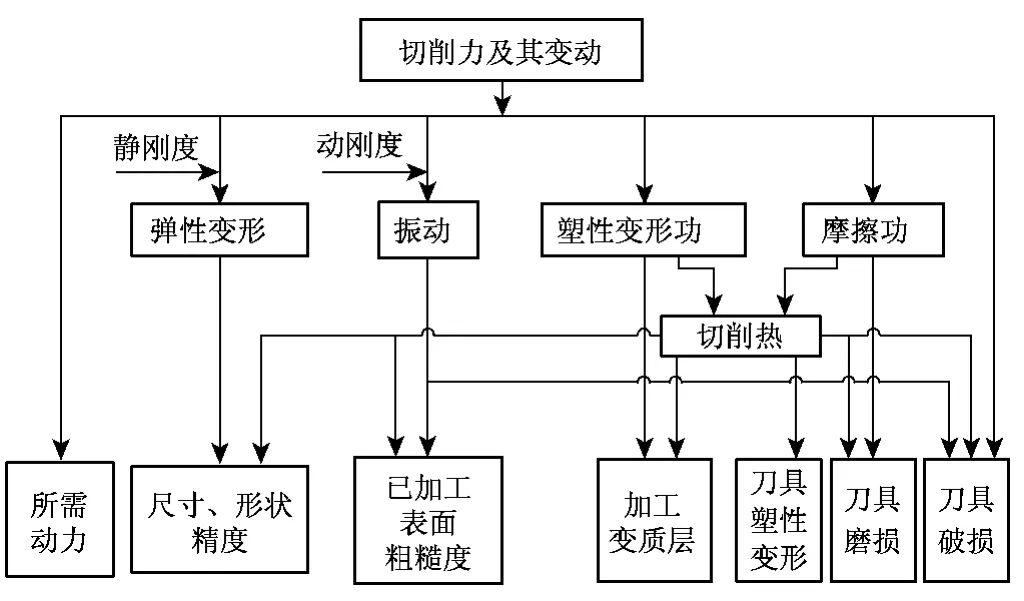
图4 切削力的影响
1.3 薄壁件加工过程抗变形方法填充支撑工艺研究
将机油和自制经物理化学改性后的生物质秸秆纤维粉末按照特定的比例混合,填充到薄壁零件的腔体中,并研究设计一套薄壁件弹性变形量在线监测系统,在对填充混合物进行外部加压的过程中进行弹性变形量的实时监控,提高薄壁件的整体刚度,改变零件的固有振动频率,减轻颤振,减少薄壁零件的切削加工变形,从而解决其因刚性差与颤振而产生的影响工件表面质量的问题,保证薄壁件的加工精度和表面质量。
所述填充支撑方法的特征在于如下步骤:
(1)计算薄壁件外表面凹槽的体积,并利用计算所得凹槽体积,按照一定质量比配制机油和秸秆纤维粉末混合填充物,使得填充物的总体积大于凹槽体积的20%;
(2)去除薄壁件外表面上的零件毛刺后,用丙酮或酒精将零件凹槽清洗干净,清除凹槽内的油污和金属切屑;
(3)将填充混合物填充到清洗过的薄壁件外表面凹槽内,在填充过程中,对油面混合物施加外部压力,并利用百分表对薄壁件的弹性变形进行监测,获得薄壁件的弹性变形值,所述薄壁件的弹性变形值小于薄壁件加工精度的25%;
(4)加工完成后取出填充混合物。
1.4 薄壁件分段式真空钎焊关键技术研究
真空钎焊时,为了获得优质的钎缝,关键的条件是使液态钎料能够充分地流入并致密地填满全部钎焊间隙,并与母材基体金属很好地进行相互的物理化学作用,形成新合金,在冷凝结晶后,得到合乎要求的钎焊接头。
通过分析钎料量、钎焊装配间隙对钎焊接头组织性能的影响规律,进行接头形状设计与最佳钎料量及合理钎焊装配间隙的研究,获得组织致密性能良好的钎焊接头;考虑到材料的热胀冷缩性能,用热辐射方法加热真空钎焊炉,使炉内温度达到钎料熔点温度,保持恒温以完成焊接,并采用随炉冷却的加工工艺,保证较低的焊接变形;适当的母材表层溶解于钎料中,可以使母材金属以纯净的表面与钎料直接接触,不仅有利于改善润湿性,而且母材中有些元素溶解于钎料中,对钎料成分起合金化作用,在靠近基体金属的钎缝附近形成固溶体,能提高钎焊接头的强度。
基于上述理论,通过比较不同钎焊条件对钎焊接头组织性能的影响规律,研究钎料对母材溶解达到饱和形成性能优良的扩散接头时恒温温度、真空度、焊接时间等参数的最优匹配。
1.5 薄壁件裂纹真空钎焊修复工艺研究
针对薄壁件上可能产生的裂纹进行修复方法的技术研究,获得一套薄壁件裂纹修复的完整工艺流程。
修复的步骤如下:
(1)采用电解加工方法将薄壁件裂纹周围部分的金属去除,形成涵盖裂纹的、贯通高温合金薄壁件壁厚的矩形或圆形的修复槽或修复孔;
(2)将电解加工后的高温合金薄壁件置于装有清水或丙酮或酒精的超声波清洗机中清洗后烘干;
(3)采用与高温合金薄壁件相同或相近的材料制造修复镶块,修复镶块的厚度大于修复槽或修复孔处高温合金薄壁件的壁厚;
(4)将修复镶块嵌入高温合金薄壁件的修复槽或修复孔中,通过点焊将修复镶块定位;
(5)用325目的混合有粘结剂的合金粉末填充修复镶块与修复槽或修复孔之间的间隙,合金粉末的材料与高温合金薄壁件相同或相近;
(6)将高温合金薄壁件送入真空炉中进行热处理,使薄壁件待修部位的合金粉末烧结为与修复镶块和修复槽或修复孔连接的有多孔特征的合金粉末烧结体;
(7)在合金粉末烧结体和修复镶块上放置成分与薄壁件材料相近的、混合有粘结剂的粉末钎料,为防止液态钎料漫流,在合金粉末烧结体周围的薄壁件表面涂覆市售的止焊剂,将高温合金薄壁件送入真空炉中进行真空钎焊和扩散热处理,随后进行扩散热处理,随炉冷却或者充氩气冷却到室温;
(8)对钎焊后的薄壁件的修复部位进行机械打磨加工,使修复部位的型面尺寸恢复为修复前的型面尺寸。
具体技术路线如图5所示。
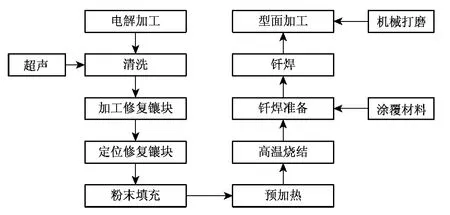
图5 薄壁件裂纹真空钎焊修复技术路线
1.6 薄壁件加工过程中残余应力形成机理与去应力技术研究
首先开始工艺实验及仿真的局部切削过程,残余应力分布规律的复杂性与不同的工艺条件有着直接的关系,进一步结合有限元等方法研究残余应力不同区域亚表面分布及多次切削重分布规律以及不同残余应力分布对加工变形的影响。搭建薄壁件加工残余应力及精度控制搭建理论平台,通过以上实验与仿真研究,从残余应力生成机理研究,基于切削力、热及残余应力控制的工艺参数优化设计,到工件加工残余应力分布规律的研究,构建残余应力与加工精度预测模型;对铣削力、热、残余应力生成机理进一步研究,研究残余应力分布及其对工件变形的影响,综合各影响因素影响因子进行工艺参数优化;采用热处理与超声振动相结合的去应力技术进行残余应力的快速、彻底消除方法的研究,通过对比实验,获得不同振幅(即激振应力不同)、不同激振时间对超声振动时效消除残余应力效果的影响规律。
薄壁件加工过程中残余应力形成机理与去应力具体技术路线如图6所示。
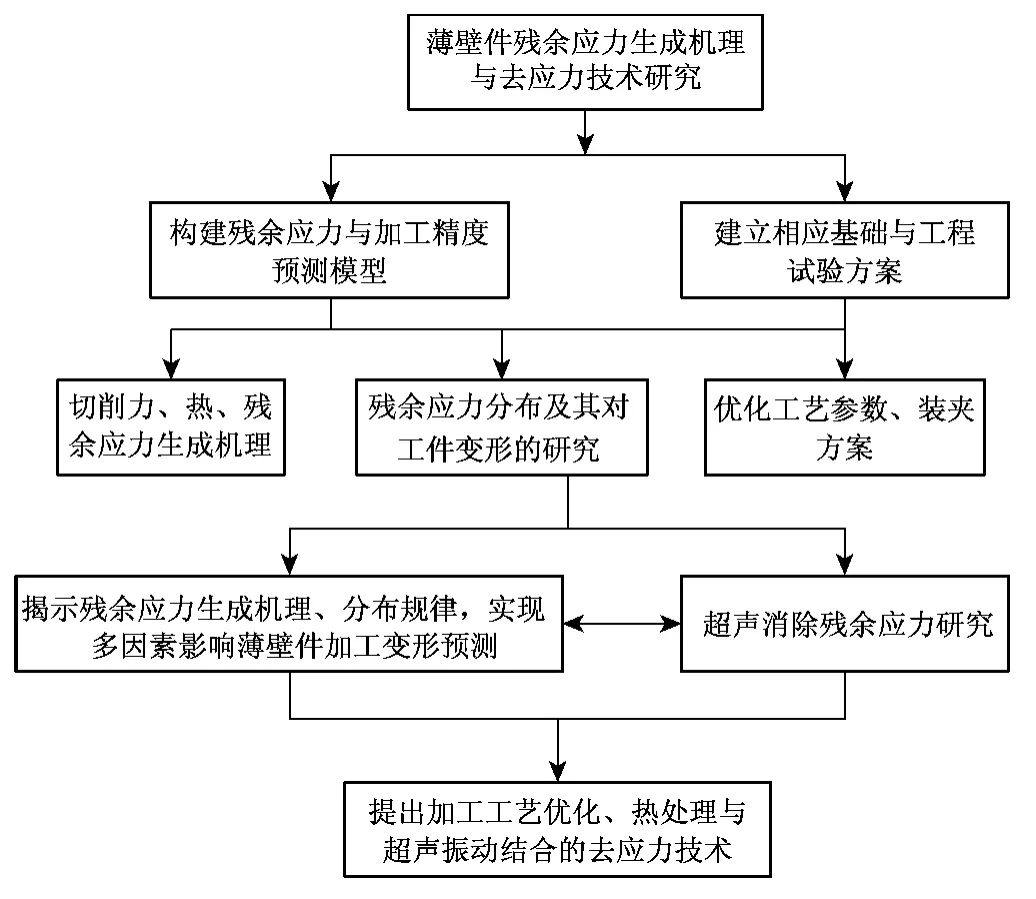
图6 薄壁件加工过程中残余应力形成机理与去应力技术路线
2 技术创新优势
本研究创新地采用基于慢走丝加工技术的薄壁件切割工艺,通过模糊神经网络恒力控制器研究,实现了加工过程中张力大小的精确控制和张力分布的均匀性控制;创新地采用真空吸盘使薄壁件产生一定的预变形,从而消除了铣削加工过程中的应力变形;创新地采用薄壁件分段式真空钎焊工艺,避免了焊接氧化作用的影响,提高了焊缝的组织和结合性能;创新地采用定位镶块、高温烧结、真空钎焊、随炉冷却后机械打磨的方法,消除了薄壁件在加工过程中可能产生的裂纹;创新地采用混合物外部加压的方法增强薄壁件加工刚度,改变零件的固有频率,减轻震颤,减少了薄壁零件的切削加工变形。最终形成一套军民两用雷达天线薄壁件关键制造技术,主要技术理论指标如下:
(1)腔体粗糙度:Ra≤0.8;
(2)缝槽精度≤±0.01mm;
(3)辐射面变形量≤0.03mm;
(4)腔体耐压:1.5 MPa;
(5)钎焊缝强度:50 MPa;
(6)表面硬度:HB60;
(7)驻波比<1.6;
(8)副瓣增益<12dB;
(9)振动跌落试验>9g;
(10)高精度薄壁件残余应力消除率≥99%。
并且具有以下优点:
(1)生产效率高、能源消耗低,生产周期短,制造成本低,产品市场竞争力强;
(2)薄壁件慢走丝切割加工表面加工质量相对于传统加工工艺得到大幅提高;
(3)采用复合切削工艺生产的薄壁件,整体或部分无需或仅需少量的后续加工,大幅提高了材料的利用率;
(4)薄壁件残余应力得到快速、彻底的消除;
(5)在复合切削加工车间,劳动者的工作时间得到大幅缩短,生产条件得到极大改善,符合未来清洁制造和绿色制造的趋势,也大幅降低了企业的生产成本。
3 结语
本研究针对当前雷达天线薄壁件制造过程中常因残余应力、切削力、切削热、装夹力等因素的影响产生加工变形甚至报废的现象和问题,探究创新军民两用雷达天线薄壁件的加工工艺和加工技术路径,着力解决制约我国军民两用雷达天线薄壁件制造技术的瓶颈问题,加强我国先进的雷达天线薄壁件制造技术研究和工程应用,推动整个薄壁件制造工业的技术进步,并期望打破欧美雷达工业发达国家在雷达天线薄壁件高精度成型技术上的垄断,尽快推出满足急需的商品,逐步挡住高价进口,抢滩国际市场,其经济和社会效益以及产业化前景十分巨大。
猜你喜欢
汽车工程(2021年12期)2021-03-08
模具制造(2019年7期)2019-09-25
制造技术与机床(2017年3期)2017-06-23
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
凿岩机械气动工具(2015年3期)2015-11-11
焊接(2015年10期)2015-07-18
