
全软型开放式数控系统关键技术及应用研究
2015-04-08 02:04:34毕俊喜王舒玮薛志安张亚强
制造技术与机床 2015年7期
毕俊喜 王舒玮 薛志安 刘 斌 张亚强
(内蒙古工业大学机械学院,内蒙古 呼和浩特 010051)
随着科学技术的不断发展,数控技术已成为普遍推广的高新技术制造形式,其对于提高生产率、保障加工精度、减少劳动力起到了巨大的作用[1]。同时,由于机械制造行业技术的飞速发展,为了减少加工成本,提高制造系统的精度,开发并应用了新型数控系统——开放式数控系统[2]。所谓开放式数控系统即数控系统的开发可以在统一的运行平台上,面向机床厂家和最终用户,通过改变、增加或剪裁结构对象(数控功能),形成系列化,并可方便地将用户的特殊应用和技术诀窍集成到控制系统中,快速实现不同品种、不同档次的开放式数控系统,形成具有鲜明个性的名牌产品[3]。
1 系统结构
美国Soft Servo System 公司以纯软件开放式的运动控制内核为基础,研究并开发出ServoWorks CNC 系统,其CNC 软件在Ardence RTX 系统中得以运行,确保其各方面的基本性能可以尽量符合用于计算机数字控制机床的具体要求。通过计算机中央处理器的运行实时运动引擎,使其具有多种功能,其中包括:闭环反馈、多轴插补、运动程序处理和PLC 逻辑运算功能[2]。还可搭配VersioBus 光纤、Panasonic RTEX、YASKAWA MECHATROLINK 和FXI-40 等多种伺服通讯网络。其中,ServoWorks 的主要特色就是VersioBus,可用光纤构成传输速率达到10Mbps 的数字式伺服通信系统并能与模拟伺服接口伺服驱动器和I/O 通信网络连接通讯[4]。
1.1 关于硬件结构
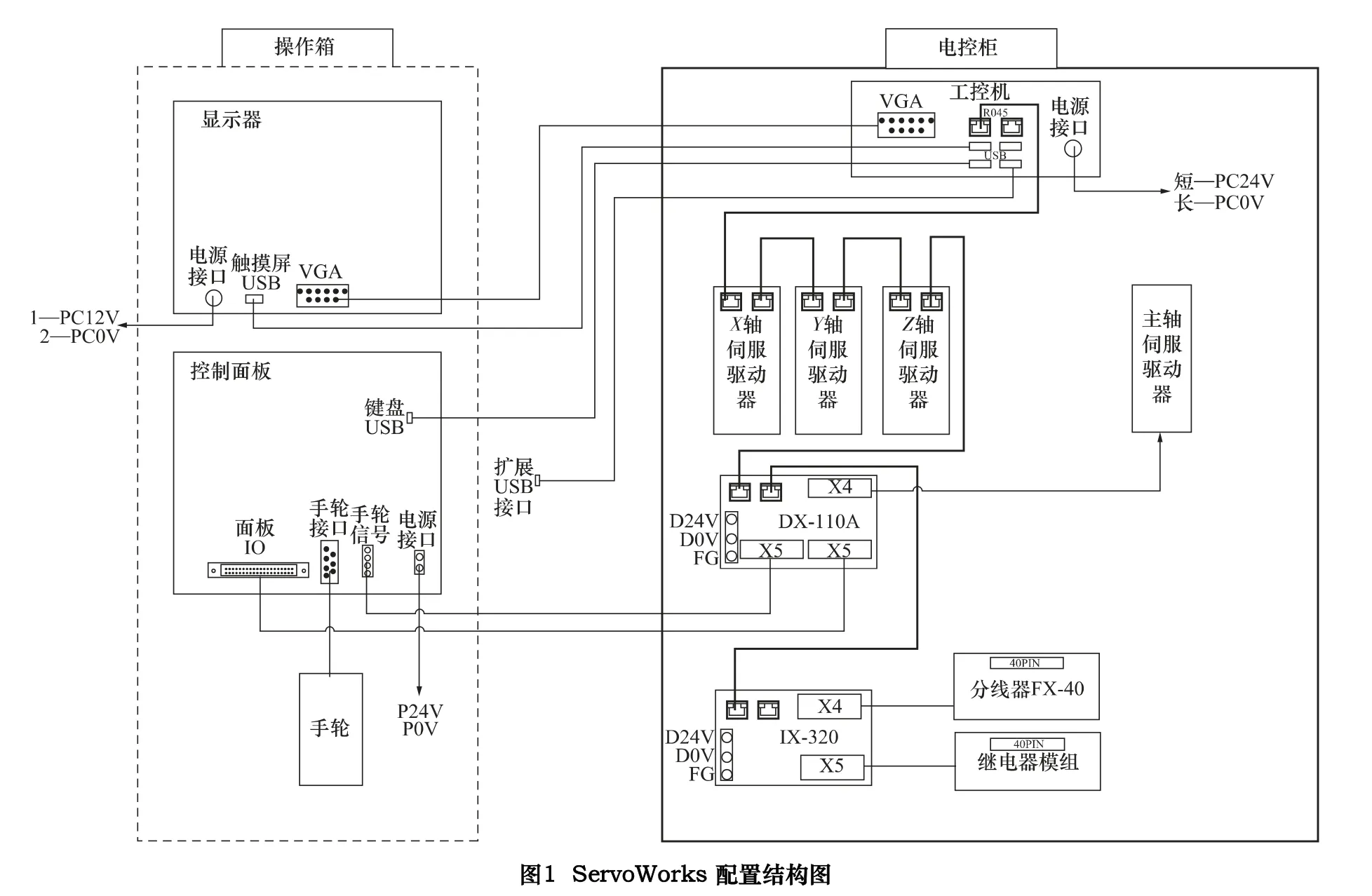
纯软件开放式数控系统ServoWorks CNC 无需运动控制卡即可完成任务传输,通过计算机CPU 的强大功能,完成全部所需的实时伺服控制和CNC 任务包括反馈回路,G 代码处理和PLC,图形用户界面和网络通讯等[5]。图l 为ServoWorks 配置结构图。ServoWorks CNC 系统运行环境为Windows2000/XP,但目前电脑均为win7 以上系统.因此在安装此软件时,需要在纯净系统下安装,或者在虚拟机里安装。
对于硬件的基本需求如下[6]:
CPU 的最小需求:Intel Pentium III 1 GHz 或同等级;建议需求或使用3D-DLACC(三维动态前瞻轮廓控制)时的最小需求为Intel Pentium IV 2 GHz 或更快;内存(RAM)为128 MB(建议256 MB);硬盘空间需求为30 MB;根据不同的通讯硬件,需要一个ISA 总线插槽或PCI 插槽或PC 104 接口或Ethernet 网卡接口;Ethernet 网卡连接为10 MB/sec or 100 MB/sec。
显卡需求:256-color 图形显示卡;800×600 像素分辨率(建议1024×768),另有少量显卡不兼容。
1.2 关于软件系统
ServoWorks CNC 软件技术由4 部分组成:ServoWorks 引擎内核、各种ServoWorks 通讯平台驱动、ServoWorks DLL 和SDK(ServoWorks Develop Kit,ServoWorks 二次开发软件包)。
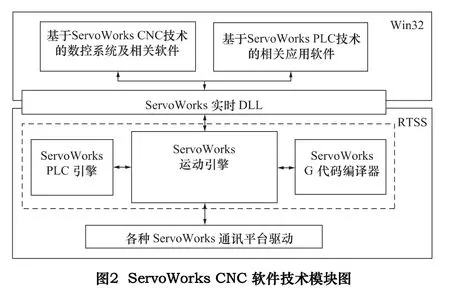
ServoWorks CNC 的软件由3 层组成,最上层是以ServoWorks CNC 技术为基础的数控系统及相关软件和基于ServoWorks PLC 技术的相关软件;中间层是ServoWorks 实时DLL(Dynamic Link Library)动态连接库;最下层是3 个实时模块:ServoWorks 运动引擎,ServoWorks PLC 引擎和ServoWorks G 代码编译器。ServoWorks CNC 的软件体系结构如图2 所示。
3 关于软件开发
ServoWorks CNC 系统二次开发的主要工具是ServoWorks Develop Kid(SDK),SDK/MDK 开发套件包括应用软件接口模块库(SWAPI/MAPI),SWAPI/MAPI源代码,Simulator,例程源代码,客户定制软件开发服务。模拟运行,无需硬件,可用于软件开发、培训和测试。纯软件开放式数控技术ServoWorks 是通过调用内核API 函数中的4 个子函数,即sssGetLocalMacro-Var、sssGeGlobalMacroVar、sssGetPermanentMacroVar、sssSetPermanentMacroVar 来分别实现局部变量、全局变量、变量引用、变量赋值的功能[7]。SDK 用于系统开发者利用如VB,VC++的编程工具开发出满足自己工作需要的基于ServoWorks CNC 技术的数控系统及相关应用程序[8]。
2.1 关于系统主界面
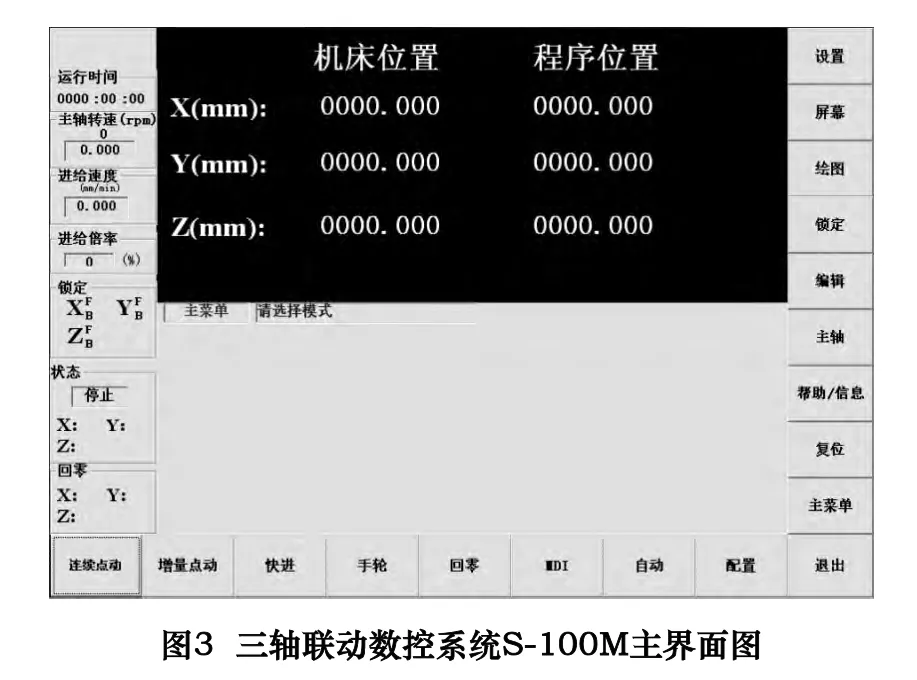
通过运用Soft Servo System(3S)公司提供的ServoWorks Develop Kid(SDK)软件开发包,在原有爱迪纳控制技术有限公司提供的ADX 控制系统S-140M中开发出新的控制系统,在VB 环境中对原有的数据系统进行了二次开发,同时获得了符合要求的操作界面。图3 为研究并开发的三轴联动数控系统S-100M主界面[9]。本文主要研究开发关于三轴联动控制系统,保证系统满足用户的特殊需求并可以正常运行。
2.2 关于部分S-100M 开发实例
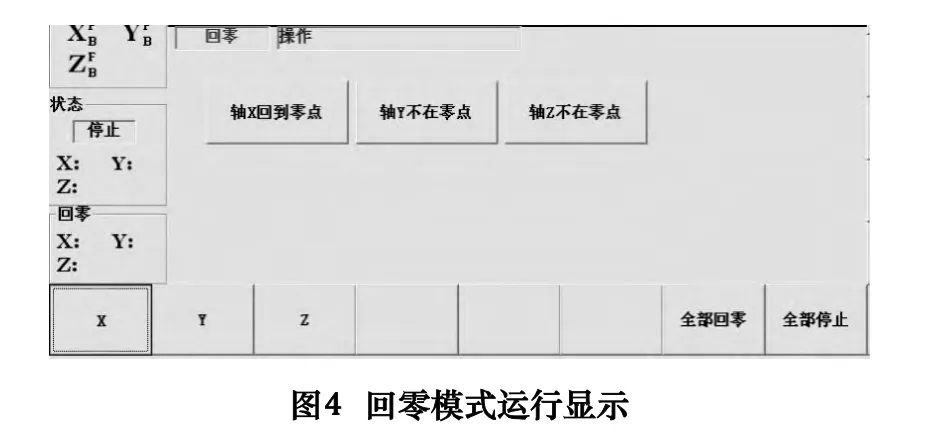
如图4 所示,点击回零方式功能按钮,生成Sub_Btn_3 的点击事件,调用SetHomeMode 函数进入回零模式。
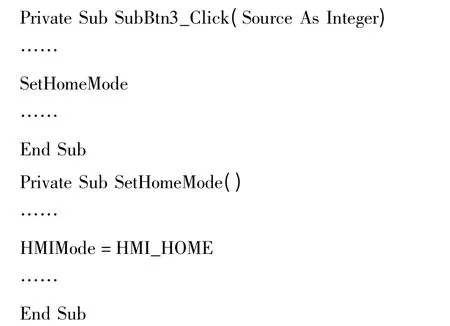
或者也可以通过Sub_Btn_3 的快捷键“F4”按键进入。
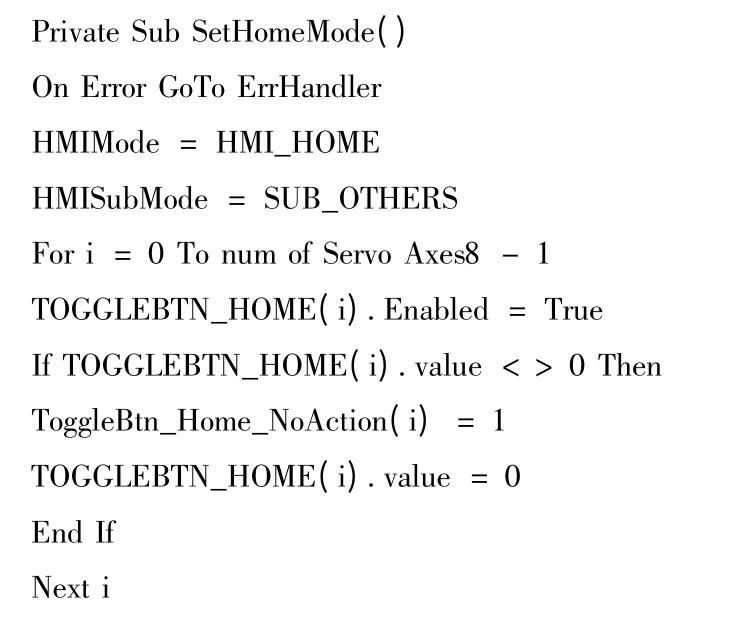
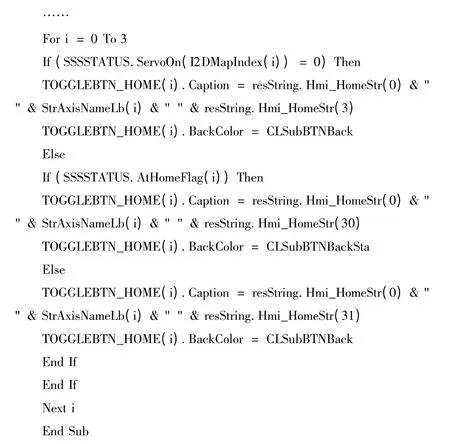
在主菜单下点击“回零”按钮,根据调用如下函数进入“回零”模式,同时可对每个正常状态下运行的轴的回零状态进行检测并显示。
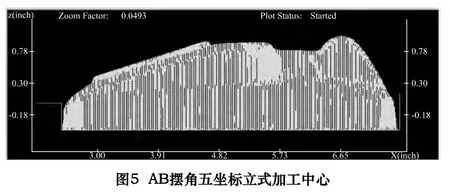
同时,S-100M 具有绘图功能,用下面的DoPlot子过程实现加工路径的显示,效果如图5 所示
3 结语
在当今社会,科学电子技术不断发展,数字控制已逐渐成为机械制造领域的重要发展趋势[10]。而纯软件开放式数控系统正是数控发展方向中不可或缺环节,也是机械制造业研发的新目标。目前开放式数控系统的各种规范,即体系结构规范、通信规范、配置规范、运行平台、数控系统功能库以及数控系统功能软件开发工具等是当前研究的重要核心[11]。本文所介绍的运用纯软件ONC 研究出的三轴联动数控系统,正是利用了开放式数控系统便于进行开发来满足用户各种特殊需要的优点,提高了ServoWorks 的实用性。
[1]刘莉.浅谈机械制造中数控技术的应用及发展[J].科技创新与应用,2012(10):93.
[2]白晓灿,陈永明.纯软件开放式数控系统在桥切机数控化改造中的运用[J].机电工程技术,2010,39(6):113-114.
[3]张侠.开放式数控系统数据通讯管理与状态监测技术研究[D].天津:天津大学,2008.
[4]Soft Servo Systems Inc.ServoWorks with VersioBus setup and integration manual[Z].Soft Servo Systems Inc,2002.
[5]章明众,李寅,陈永明.基于纯软件开放式数控系统的FUJI 龙门磨床数控化改造[J].电气技术与自动化,2010,39(2):181-183.
[6]李寅.纯软件开放式数控系统的研究及其在加工中心上的运用[D].厦门:厦门大学,2009.
[7]章明众,李寅,陈永明.开放式数控系统宏程序替代功能的开发与应用[J].机床与液压,2011,39(4):43-44.
[8]陈清德.纯软件开放式CNC 技术的研究及应用开发[D].厦门:厦门大学,2007.
[9]黄海鹏.多轴联动电火花加工数控系统软件构建及其应用研究[D].哈尔滨:哈尔滨工业大学,2010.
[10]梁广志.机械制造自动化的研究与应用[J].中国机械,2013(13):207.
[11]张小兵.数控技术发展趋势探讨[J].机电技术,2008(2):88-90.
猜你喜欢
汽车工程师(2021年12期)2022-01-18 06:02:43
装备制造技术(2020年4期)2020-12-25 05:26:30
湖北农机化(2020年4期)2020-07-24 09:07:16
作文成功之路·小学版(2019年9期)2019-10-17 01:55:12
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
制造技术与机床(2017年8期)2017-11-27 02:10:34
集美大学学报(教育科学版)(2014年4期)2014-02-28 01:11:36
