
高职考数控车削中控制尺寸精度的方法
2015-03-30 00:36:33姜剑
职业·下旬 2015年11期
姜剑
摘 要:机械零件加工精度是机械产品的命脉,是衡量产品质量的重要指标。对于数控加工来说,加工精度决定着零件的优劣,也能体现操作者技能水平的高低。对于数控实践技能操作高考来说,加工精度就是分数,精度控制得好,得分就高。因此,加工精度控制方法是学生必须掌握的技能。本文罗列了高职考数控车削技能操作加工精度中尺寸精度控制的几种方法,介绍具体操作要点并分析几种方法的适用性、合理性,以帮助广大考生在数控车实践技能考试中得到高分。
关键词:高职考 数控车削 尺寸精度控制 技能考试
浙江省高职考机械类考试从2015年开始增加了技能操作考试,其中数控车工是最为热门的考试科目之一。纵观高职考数控车工技能考试大纲,数控车削加工中有精度要求的地方,也是分值最多的地方,也就是说加工精度控制好,得分就会高。所谓加工精度,是指零件加工后的实际参数(尺寸、形状和位置)与理想几何参数相符合的程度。加工精度包括尺寸精度、形状精度、位置精度三方面的内容。
尺寸精度是三种精度最为重要的。它是指加工后零件的实际尺寸与零件设计尺寸的符合程度,是衡量零件质量的重要指标之一。在数控车削加工中,如何保证尺寸精度是一个非常重要的问题。本文重点探讨在高考数控车削加工中尺寸精度控制方法的运用。
高考数控车削加工实操考试,要求单人单机操作,熟练编写加工程序、装夹工件及测量,在规定的时间内按图纸要求完成零件加工。由于时间有限,心理紧张,机床不熟等原因都会导致学生最后的得分不理想,失分原因大部分是尺寸精度控制差。尺寸精度主要由量具误差、对刀误差、刀具参数录入、刀具磨损、加工路线等原因影响。下面笔者就实际操作加工尺寸精度控制方法进行论述。
一、尺寸精度控制之考前准备
1.量具的校对
要精度控制好,首先就应该对量具进行校对、调整,特别是对内径和外径千分尺的校对,应确保无误。以外径千分尺为例,先将0~25mm外径千分尺调零,看微分筒零线是否与主尺零线对齐;接着用0~25mm外径千分尺测量25~50mm外径千分尺校块是否正确,再去校对25~50mm外径千分尺是否与零线对齐,以此类推。
2.加工路线的选择
加工路线影响尺寸精度主要是机床的反向间隙。机床反向间隙是由机床传动进给机构所造成的机床传动进给系统的滚珠丝杠与螺母之间存在间隙。当进给方向发生变化时,由于配合间隙的存在,必须反向旋转回间隙角度,丝杠才能带动螺母旋转,这个间隙称为反向间隙。也就是说,程序要求车刀移动距离与车刀实际移动距离有偏差,造成尺寸精度误差,这是大部分数控机床存在的现象。只要反向间隙在合理的范围内并不会影响尺寸精度。消除反向间隙误差的方法很多,可硬件调整、或数控系统软件调整,还可程序编制和加工时合理地安排走刀路线,以消除反向间隙误差,提高尺寸精度。
加工路线消除反向间隙就是切削时一般往一个方向进给,如果需要反向时,要求在反向时多进给一段路线,再回到原位,目的是消除丝杠与螺母间的间隙,防止车刀空走,造成尺寸误差。
二、尺寸精度控制之加工过程
加工过程是对尺寸精度控制中重点区域,主要包括手动控制、刀补值变动控制、程序数字变动控制、坐标系变动控制四方面。
1.手动精度控制
手动精度控制主要针对的是零件的总长尺寸精度控制。刀具采用手摇方式车削少许工件端面,之后往+X方向退出,停转主轴,在POS键中选相对坐标后W坐标值“归零”。测量得出长度误差,如测得比标准长出1.1mm,移动-Z向1.1mm,在相应的刀补中输入对刀值Z0测量。然后可以主轴正转手动去除多余余量或采用走程序方式进行去除,以上都可以保证尺寸精度。此种方法操作简单实用省时,重点是零件的测量及机床手摇方式操作。以上操作需要确保工件的同轴度在设计精度范围内进行。
2.刀补值变动精度控制
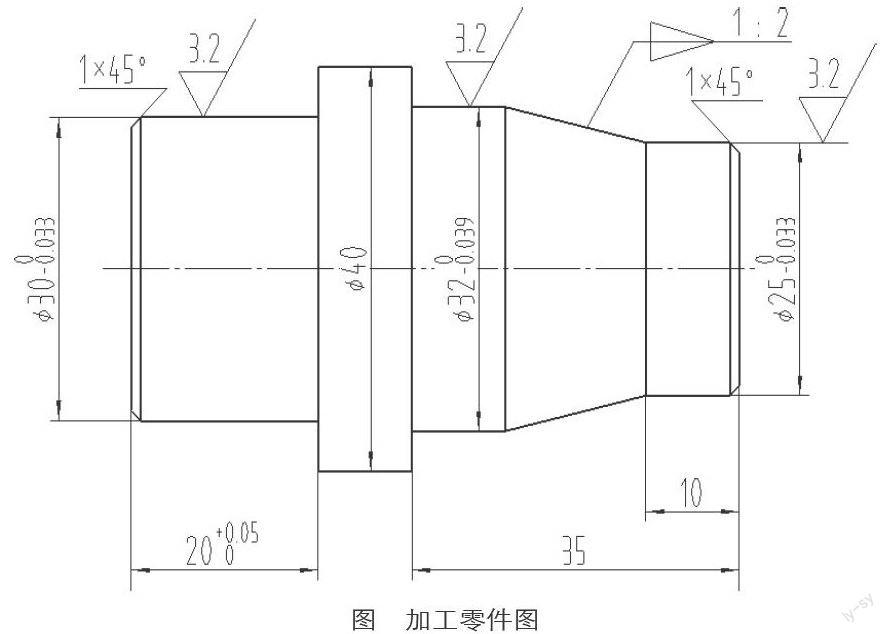
加工如下图零件的左端?30mm尺寸,为保证尺寸精度可在加工前在刀补的磨损界面中找到相应刀号的X轴输入+0.5mm(预先外圆尺寸扩大0.5mm),然后进行加工。在纯理论情况下,此时的外圆?30尺寸应该是?30.5mm,但事实上由于对刀误差、测量误差、刀具磨损等原因,该尺寸可能偏大或偏小一部分,基本上不会出现尺寸已经小于设计尺寸。此时可以根据测量得出实际尺寸与设计尺寸进行比较,然后在磨损界面中进行相应值输入,再加工就可以保证该尺寸的精度。例如,测量后得出实际尺寸为?30.42mm,为保证尺寸精度应在前述磨损+0.5mm处输入-0.44mm按“+输入”,之后原+0.5mm变成+0.06mm。程序在原基础上重新运行一次,就可以达到尺寸的精度要求。
加工内孔尺寸,可在加工前在刀补的磨损界面中找到相应刀号的X轴输入-0.5mm(预先内孔尺寸缩小0.5mm),之后与外圆操作相同。此种方法是控制尺寸精度最基础也最为重要方法,操作简单易行,是每一位学生必须掌握的技能。
图 加工零件图
3.程序数字变动精度控制
程序数字变动控制尺寸精度的方法是针对同一种刀具连续切削几径向尺寸出现不一样尺寸的控制方法。加工如图零件的右端时,同一把外圆车刀连续切削?25mm,?32mm径向尺寸后发现,实际尺寸?25.40mm,?32.44mm,两者相差0.04mm,如果按刀补值变动控制的话,两者连动变化,必定其中一尺寸出错(超出设计的公差值),因此应采用程序数字变动控制。在加工程序中以其中一个尺寸为标准,修改其他的尺寸,如以?25.40mm尺寸为标准,将?32中加工程序数字X32改成X31.96,然后在刀补值磨损X处输入-0.42,按“+输入”,再次执行加工程序,这样两处外圆都能达到要求。这种控制方法比较麻烦,容易出错,必须细致操作,否则尺寸难以控制。
4.坐标系变动精度控制
坐标系变动精度控制是通过修改坐标系原点的位置使当前刀具的位置与工件的相对位置得到矫正,然后在新的坐标系下现加工一次,从而保证零件的尺寸精度。此种方法在实际加工中比较繁琐,运用不多,仅作了解。
高职考机械类考试进行试点改革,增加技能操作考试,目的是培养实用性专业人才,以符合我国从制造大国向制造强国的转变。如何变为制造强国,其中之一就是要求我们的技术工人要有质量意识,精度意识,掌握控制精度方法,制造出更多优秀的产品。以上介绍数控车削加工尺寸精度控制方法,可以综合适时运用,多次训练后可熟练操作,以保证每个尺寸精度达标,获得考试高分。
参考文献:
[1]鲁淑叶.零件数控车削尺寸精度保证方法探析[J].机床与液压,2012(8).
[2]娄海滨.数控车床编程与加工技术[M].北京:高等教育出版社,2010.
[3]杨宗斌.机械加工基础[M].北京:机械工业出版社,2013(11).
(作者单位:衢州中等专业学校)
