换位导线火焰钎焊关键操作要领分析
2015-03-26 19:11邓小泉方建科
中国高新技术企业 2015年3期
邓小泉 方建科
摘要:变压器制造工艺中一般用引线(将换位导线与导电杆连接的裸铜绞线或纸包圆铜线)将绕组与外部导电杆进行连接。绕组出头与引线的连接方式主要是用氧乙炔钎焊。其焊接过程有焊接前去除换位导线漆膜、预焊接、焊接、冷却等,其中每个过程都必须注意一些关键操作要领。文章主要针对引线焊接过程中必须注意的关键操作要领进行分析。
关键词:变压器;换位导线;火焰钎焊;操作要领;焊接 文献标识码:A
中图分类号:TG454 文章编号:1009-2374(2015)03-0083-02 DOI:10.13535/j.cnki.11-4406/n.2015.0233
1 牵引变压器引线焊接概述
变压器的引线连接是指绕组出头与引线之间的连接或绕组出头之间的连接。长期以来,引线连接大部分都采用氧乙炔钎焊。变压器绕组中高压电压高,低压电流大,而且工作于高速运行的机车上,震动剧烈,这就对引线连接的电气性能和机械性能提出了很高的要求。目前采用的引线连接方式多为氧-乙炔中性火焰焊接,具有可靠性高、机械强度好等特点。它是利用氧炔焰产生的高温将磷铜(银钎)焊条熔化钎焊于导线之间,从而将两连接体结合。本文作者将依据现场操作情况结合火焰钎焊理论主要针对引线焊接工艺过程中必须注意的一些关键操作要领进行分析阐述,将探索到的优异方法和待解决问题进行呈现,探讨解决存在问题。
2 引线焊接前去除漆膜
2.1 去漆前对换位导线的整理
首先要做的就是分线,就是将换位导线逐根分开,彼此间间隔约8mm。如果换位导线是由多组并绕的,那么分线时就要注意将每股导线相互错开,从侧向看相邻两组应在彼此的间隙中,如此在用火焰去漆时可以让火焰穿透各股导线之间的间隙,全面覆盖导线表面,使导线升温快速且均匀。
2.2 氧-乙炔火焰去漆
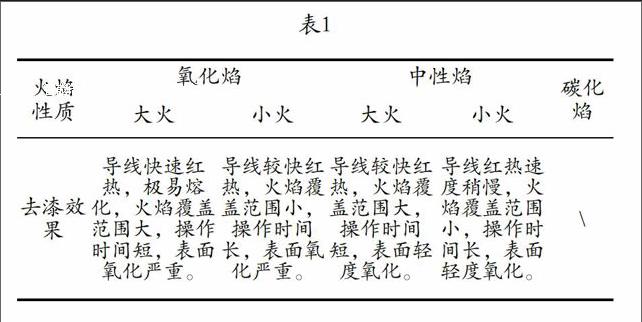
当对换位导线进行整理好后就要对其进行灼烧去漆。氧-乙炔火焰性质对去漆有很大关系,其性质及火焰大小对去漆的效果对照见表1:
生产中选择中性大火焰来去除漆膜较为合适。
选择好火焰后就可以对换位导线的漆膜进行烧除了,其操作要领是:(1)调节好适当的火焰;(2)烧漆的时候注意火焰方向是向着绕组出头方向,切不可对着绕组方向,否则绕组绝缘极易被损坏;(3)烧漆膜的时候因为各股导线离火焰的距离不一样,升温的速度就不一样,为了导线能均匀受热升温,应按一定的规律移动火焰;(4)要特别注意的是去漆温度,要求加热温度不得超过700℃,因手工氧乙炔火焰没有温控装置,只能靠人工控制,经过一段时间的测温试验,当导线出现暗红转红亮时温度约在700℃。
2.3 换位导线冷却
2.3.1 冷却前准备。在烧除绝缘漆膜前要先配置好酒精水溶液作为冷却液,还要准备好用于吸取冷却液进行导线冷却的纸,按300×300mm2的尺寸进行折叠到合适厚度。
2.3.2 冷却。将准备好的纸浸湿到冷却液中,待吸取到足够的冷却液后拿出来稍微拧干到不会自然滴下冷却液为宜,当焊工把绕组出头的换位导线灼烧红热(600℃~700℃)后移开火焰时,将吸取了足够冷却液的工业擦拭纸立即铺盖到导线的红热部分,其中要特别注意的有:(1)铺盖冷却一定要及时,当火焰移开时应立即铺盖;(2)铺盖后要注意密封性,须将红热的导线全部用工业擦拭纸包住,当工业擦拭纸铺上后因为导线的高温会使冷却液迅速气化,产生的水气会把里面的空气排出,并持续有水气排出,在导线没有冷却前切不可裸露在空气当中;(3)将吸有冷却液的工业擦拭纸铺盖紧实后还需要持续地挤压工业擦拭纸,使里面的冷却液持续地淋到导线高温部位;(4)直到不再排出水气后方可拿去工业擦拭纸。
2.4 冷却后处理
如果冷却得好,换位导线表面被烧漆时产生的氧化物全部会变成灰状物而脱落,如果冷却得不好,则导线表面有一层黑色的氧化铜难以去除。要冷却效果好,其关键在于冷却液里面的酒精是否在导线高温时与导线被灼烧产生的氧化物起反应,如果反应彻底,则全部变成灰状物而易打磨干净,否则就会留下黑色物质。
3 引线焊接
选择磷铜(银磷铜)钎料来焊接。焊接前要对铜排表面进行清洁工作,将表面的污渍油酯等杂物清理干净,以增加钎料的湿润性和防止焊接时产生气体等物质使焊缝产生缺陷的可能性增加。
3.1 换位导线的预焊接
由于换位导线多而且不平整,股与股之间间隙大,所以要焊接好换位导线要注意以下七点:(1)出头换位导线根部要做好绝缘防护工作;(2)焊接前要对换位导线进行平整处理,使各股导线导尽可能贴合在一起,相互间的间隙尽可能小;(3)平整后要用工具将导线夹住,使换位导线保持贴合状态;(4)焊接时调节火焰为中性焰;(5)焊接过程中要适时的补充绝缘防护处的冷却水;(6)焊接好后及时冷却(按2.3.2操作);(7)待冷却后用钢丝刷将表面的杂物刷除干净,为接下来的引线焊接做准备。
3.2 换位导线与铜排焊接
操作要领如下:(1)火焰调节为中性火焰;(2)先对铜排进行预热,均匀加热到铜排表面呈暗红色;(3)预热好后迅速将铜排与处理好的换位导线装夹在一起(注意装夹时的位置应符合工艺要求);(4)装夹好后立即进行焊接,先整体均匀加热至表面呈暗红,然后选定一个方向进行连续焊接,待搭接四周焊缝饱满后即可,若此时间内没有完成焊接作业,要把火焰移开等导线温度降至500℃,再重复操作一遍,切不可持续加热焊接,以免导线被熔化;(5)焊接过程中要适时地补充绝缘防护处的冷却水;(6)焊接好后及时冷却(按2.3.2操作);(7)目测焊缝,焊缝应符合要求;(8)用工具对焊缝进行打磨。
4 结语
焊接过程中还是有较多难以克服的问题。具体表现在:(1)焊接前换位导线去除漆膜是关键之一,稍有操作不慎,就会使导线表面出现难以去除的黑色物质;(2)换位导线烧除漆膜时产生的碳化物等杂质较多,受火焰气压的影响到处飘飞,对油浸式绕组的清洁造成很大困难;(3)换位导线股多,且不规则,叠加在一起后截面大且整体较厚,在与外部工件(引线)进行焊接时难度较高,极易出现空腔缝隙等缺陷;(4)在对换位导线的焊接过程中,由于各股导线较薄,且股与股之间间隙大,钎料张力不足以将较大的间隙填满,本文中对此的解决方法是趁钎料处在熔融状态下用焊钳去夹紧,使软化状态下的导线能够尽可能贴紧,如此钎料就可以填满导线间的间隙;(5)焊接温度最好控制在700℃~750℃间,因此焊接时加热时间难以控制,过短温度不够焊接不透,过长则温度过高易使铜发生晶变甚至熔化。换位导线本身是由多股导线组合而成,而单股导线较薄,组合在一起又较厚,所以焊接时难以控制。
参考文献
[1] 陈祝年.焊接工程手册[M].北京:机械工业出版社,2002.
[2] 陈裕川,王同芬.焊接工艺评定手册[M].北京:机械工业出版社,1999.
[3] 杜建根.变压器低压端引线焊接工艺研究[J].Equipment Manufactring Technology,2007,(5).
[4] 李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2006.
(责任编辑:黄银芳)
猜你喜欢
中学生数理化(高中版.高考理化)(2020年11期)2020-12-14
通信电源技术(2018年3期)2018-06-26
现代工业经济和信息化(2016年4期)2016-05-17
通信电源技术(2016年3期)2016-03-26
电测与仪表(2014年12期)2014-04-04
河南科技(2014年12期)2014-02-27