基于电磁超声(EMA)技术实现金属探伤的应用浅析
2015-03-26 18:04杨剑
中国科技纵横 2015年5期
杨剑
【摘 要】 电磁超声(Electromagnetic Acoustic,以下简称EMA)是无损检测领域出现的新技术,该技术利用电磁耦合方法激励和接受超声波。与传统的超声检测技术相比,它具有非接触、无需耦合剂、不受材料形状及表面粗糙度限制以及容易激发各种超声波形等优点,在高温、腐蚀和高速运转的金属材料无损检测领域具有广阔的应用前景。
【关键词】 电磁超声 金属探伤 工业应用
1 电磁超声工作机理
超声波是频率高于20KHz的机械波,由于超声波频率高、波长短,具有良好的方向性和穿透能力,且其声能量很大,利用这些固有特殊性可以来实现超声测量和无损检测。
从产生机理看,通有交变电流的线圈放置在非铁磁性材料金属物体附近,线圈将产生一交变磁场,金属表面相当于一个整体导电回路,因此金属表面将感应出电流,即涡流。如在同一时间施加一稳定磁场,与涡流相互作用后产生交变洛伦磁力。金属原子在交变洛伦磁力作用下产生往复振动,振动以一定方式传播出去就产生了超声波。
由于此效应呈现可逆性,反回声压使质点的振动在磁场作用下也会使涡流线圈两端的电压发生变化,因此可以通过接收装置进行接收并放大显示。用这种方法激发和接收的超声波称为电磁超声。通过改变外加偏转磁场的大小和方向、高频电流的大小和频率、线圈的形状和尺寸可以控制EMA产生超声的类型、强弱、频率及传播方向等参数。
当被测试件是铁磁性材料时,产生电磁超声的有两种效应,洛伦兹力效应和磁致伸缩效应。本文所述是利用洛伦兹力效应产生电磁超声;同样,强大的脉冲电流会向外辐射一个脉冲磁场,脉冲磁场和外加磁场的复合作用会产生磁致伸缩效应,磁致伸缩力的作用也会产生不同波形的电磁超声[1]。洛伦兹力和磁致伸缩力两种效应具体是哪种在起着主要作用,主要是由外加磁场的大小、激励电流的频率决定。
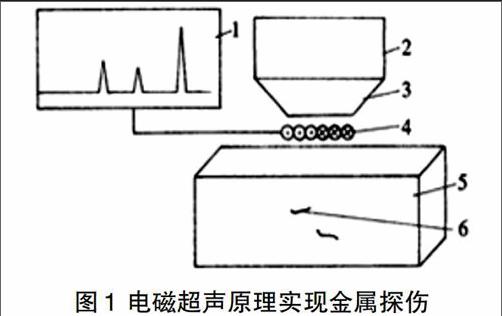
电磁超声技术通过观察缺陷的回波与物体底面的回波来确定物体中缺陷的位置和大小。如图1所示,超声波在被测物体中传播,当遇到声阻抗不同的物体时发生反射,利用涡流线圈来接收这个反射波,通过计量此超声波在物体中的传播时间,就可以计算出被测物体的厚度值及缺陷所在位置。图中前两个尖峰表示缺陷回波,第3个尖峰表示被测物体底面回波。
2 电磁超声原理实现金属探伤的特点
相对于常规超声,电磁超声技术具有以下优势:①无需耦合剂。源于电磁超声产生机理,检测过程中的能量转换在被测工件的表面进行,因此无需耦合剂。②产生的波模多样。电磁超声换能器(EMAT)的不同线圈结构与永磁铁的不同组合,会产生不同模态的波,甚至改变激励信号频率也会产生不同模态的。从而可在不变更换能器的情况下实现波形模式的自由选择[2]。③适合高温检测。电磁超声由于其非接触性,探头适合检测高温金属。④对被探工件表面质量要求不高。对被探工件表面不要求特殊清理,较粗糙表面也可直接探伤。⑤检测速度快。传统的压电超声的检测速度,一般都在10米/分钟左右,而EMA可达到40米/分钟,甚至更快。⑥发现自然缺陷的能力强EMA技术对于钢管表面存在的折叠、重皮、孔洞等不易检出的缺陷都能准确发现。
缺点方面:①被测试件的材料选择有一定的局限性。只能对金属或是铁磁性材料进行探伤检测。②对周围环境的噪声较为敏感。③转换效率低,换能效率比压电式换能器低20-40dB,回波信号幅值小。④辐射模式较宽,能量不集中,分辨率较低。
3 电磁超声探伤设备研究现状
电磁超声检测目前在国外已被广泛应用于钢棒、钢板、钢管等的全自动无损检测以及火车车轮踏面表面及近表面探伤、应力测量等诸多领域[2]。美、德、英、日等国先后成功研制出采用电磁超声检测技术的自动化探伤与测厚系统,使电磁超声检测进入了工业应用阶段,加拿大RD公司出品的具有多种检测功能的OmniScan全能检测仪,可以用于带防腐层焊缝检测、深度测量以及其他各种在役金属构件的检测。美国物理声学公司基于电磁超声检测技术而开发的LSI自动化探伤系统,可通过计算机或手动遥控器控制机器人攀爬压力容器、锅炉、储罐、管道与船体等大型结构,机器人携带的电磁超声检测部件进行超声测厚、腐蚀、探伤及焊缝检测等作业[3]。
国内的相关研究起步时间较晚,目前已取得一定成果。哈尔滨工业大学刚铁等人基于HSD4型超声采集卡,开发出一套开放式的超声自动检测系统,清华大学黄松岭研制出基于电磁超声的钢板裂纹检测系统。哈尔滨工业大学王淑娟等人将电磁超声检测技术与数字信号处理器(DSP)技术相结合,开发了基于电磁超声的厚壁管道裂纹检测系统,能够对厚壁管道缺陷进行有效检测。
近年来,EMA技术研究重点集中在装置优化和回波信号降噪等方面,精确的换能器设计、灵活的波模产生方式,使得对金属材料无损检测和缺陷评估具有全面性和可靠性,是当前技术研究重点。未来EMA技术将向着对缺陷自动分类、智能识别和对工件寿命科学评估的方向发展,检测系统的测量精度、分辨率等性能也将随着工业设备的检测要求而逐渐完善。
4 结语
电磁超声检测技术利用洛伦兹力效应和磁致伸缩效应在被检材料中激发和接收超声波,进而通过测量缺陷的回波信号来确定物体中缺陷的位置。这一检测技术,以其无接触、无耦合、可移动、适合高温腐蚀环境下检测等众多优势必将在工业生产中得到广泛应用。
参考文献
[1]任吉林,林俊明.电磁无损检测[M].北京:科学出版社,2008.
[2]李振才.电磁超声(EMA)技术的发展与应用.无损探伤,2006,Vol.30 No.6.
[3]夏志敏,康宜华,武新军.电磁超声检测技术初探.华中科技大学,2007.