老挝帕奔金矿选矿工艺选择经济分析
2015-03-26 08:26邱沙郭鹏志康维刚吴艺鹏
有色金属科学与工程 2015年6期
邱沙, 郭鹏志, 康维刚, 吴艺鹏
(天津华北地质勘查局,天津301700)
帕奔金矿位于老挝琅勃拉邦省巴乌县帕奔村一带,南西距省会城市琅勃拉邦约50 km,13号公路从矿区西侧通过.该矿为天津华北地质勘查局实施的境外风险勘查项目,已经探明的金储量规模达到中型,项目目前已经进入矿山建设设计阶段.该矿为一碳酸盐类型金矿,金为矿石中唯一可以利用的元素,方解石是金的主要载体矿物[1].尼尔森重选[2-4]和全泥氰化浸出工艺在国内外已有广泛应用[5-8],针对该矿主要开展了尼尔森重选-重尾氰化浸出和全泥氰化浸出试验研究,采用2种工艺回收金的效果相当,有必要进行经济对比分析确定合适的工艺流程,为矿山设计提供依据.
1 矿石性质
矿石中的金属矿物含量仅占矿物相对含量的0.30%,其中,以褐铁矿为主的金属氧化矿物占0.16%,以黄铁矿为主的金属硫化矿物占0.14%;脉石矿物以方解石等碳酸盐矿物为主,占矿物相对含量的91.85%;其次为石英,占矿物相对含量的5.34%;长石、绢云母等脉石矿物含量较少.首期开采矿床平均金品位为5.6 g/t,硫含量仅为0.21%,铜、铅、锌等金属元素含量极低.矿石多元素分析结果见表1.

表1 矿石多元素分析结果Table 1 Element analysis results in ore
分析表明矿石中的金以粒间金和裂隙金为主,相对含量占85.2%,包裹金含量占14.8%.矿石中粒度大于0.1 mm的粗粒金含量较低,仅占3.7%;粒度为0.1~0.074 mm的中粒金占10.2%;粒度为0.074~0.01 mm细粒金占75.4%;粒度小于0.01 mm微粒金含量仅占10.7%.金粒的具体粒度分布结果见表2.

表2 金颗粒粒度测量结果Table 2 Measurement results of gold particle size
2 试验研究结果
储量估算表明,矿床中Ⅴ-1矿体的金属量占首期开采矿石总金属量的77.5%,而Ⅴ-1矿体中金品位大于10 g/t的块段矿量占Ⅴ-1矿体总矿石量的23.7%,且局部富矿体可见明金,粒度较大.考虑到首期开采矿石平均金品位为5.6 g/t,因此进行了配矿处理,先对品位为5.76 g/t矿石进行了尼尔森重选-重尾氰化和直接全泥氰化浸出条件试验,得到了最佳工艺条件,然后采用品位为11.43 g/t矿石进行了验证试验.尼尔森重选-重尾氰化工艺试验流程见图1.全泥氰化浸出时不经过图1中重选过程直接浸出.
2.1 尼尔森重选-重尾氰化浸出试验结果
对矿石进行了磨矿细度、矿浆浓度、碱预处理时间及碱用量、氰化钠用量、浸出时间的详细条件试验和验证试验,最后得到的最佳浸出条件为:磨矿细度≤0.074 mm占90%,矿浆浓度40%,碱预处理时间2 h,NaCN用量为800 g/t,浸出时间32 h时.最佳工艺条件时的试验结果见表3.

图1 尼尔森重选-重尾氰化浸出工艺流程Fig.1 Process of Knelson gravity processing-tailings cyanidation leaching

表3 最佳工艺条件时的试验结果Table 3 Leaching results of optimum conditions
从表3中可以看出,采用尼尔森重选-重尾氰化工艺尾渣品位降为0.22 g/t,流程总回收率为96.18%.
在此最佳工艺条件下,采用品位为11.43 g/t的矿石进行了验证试验,得到尾渣品位为0.30 g/t,流程总回收率为97.38%.
2.2 全泥氰化浸出试验结果
全泥氰化浸出试验研究结果表明,磨矿细度≤0.07 4mm占90%,矿浆浓度40%,碱预处理时间2 h,氰化钠用量800 g/t,浸出时间32 h.当原矿品位为5.76 g/t时,在最佳工艺条件下得到浸出渣品位为0.23 g/t,浸出率为96.01%.采用品位为11.43 g/t矿石进行了验证试验,得到尾渣品位为0.45 g/t,浸出率为96.06%.
2.3 2种工艺的指标分析
研究表明,当给矿品位为5.76 g/t时,采用重选-重尾氰化流程比全泥氰化回收率高0.17%;当给矿品位为11.43 g/t时,采用重选-重尾氰化流程比全泥氰化回收率高1.32%.可见,当给矿品位不同时,2种工艺对于金的回收率差值也不同,当给矿品位提高时,采用尼尔森重选-重尾氰化浸出工艺可以获得更高的金回收率.
尼尔森选矿机具有处理量大,富集比高的特点,是一种特高效、环境友好的重选设备,一般可以提高选矿总回收率1%~2%[9-12].但尼尔森重选不能直接生产适合冶炼的精矿,全球客户抽样调查表明,金精矿平均品位为20 949 g/t[13].尼尔森重选得到的粗精矿一般要经过摇床进行精选,而且冶炼前重选得到的重砂需要在850℃下焙烧脱硫[14-15].
可见,在全泥氰化浸出工艺前增加尼尔森重选时一般可以提高金的总回收率,但也会增加矿山建设成本,主要包括重选设备、冶炼设备投资和基建成本等,导致投资回收期延长.另外,当增加重选工艺时年度生产能耗、工资成本费用等也会相应增加.因此,需要进行综合经济分析才能确定经济可行的矿山生产工艺流程.
3 经济分析
以山东黄金集团烟台设计研究工程有限公司提交的《老挝琅勃拉邦省巴乌县帕奔金矿可行性研究报告》中提供的部分参数为依据[16],对增加尼尔森重选工艺后的新增建设投资和新增年生产成本费用进行了测算.其中,选厂生产规模800 t/d,全年工作天数为300 d,矿山生产服务年限7.8 a.
3.1 新增建设投资
3.1.1 基建投资
增加尼尔森重选工艺后需要新建重选厂房.建筑规格为18 m×12 m×6.5 m;采用混凝土地面和混凝土屋面,防盗门窗;墙体采用钢筋砼基础,内外墙均采用180空心砖墙围护,内墙刮大白,外墙刷外墙涂料;柱基和柱子均为钢筋砼;承重结构为混凝土柱梁.参考可研报告中矿山工程指标,单位面积建筑费用为3 000元/m2,则基建投资为64.8万元.
3.1.2 设备投资
采用重选-重尾氰化工艺增加的设备主要是重选设备.尼尔森重选设备分为半连续排矿型(BKC)和连续可变排矿型2种(CVD)[5],半连续型主要用于产率较低的贵金属矿的选矿.考虑到日处理能力仅800 t/d,微细粒金含量少,因此,选用一台半连续型尼尔森重选设备粗选,粗选得到的精矿采用国产6-S型摇床进行精选.选择配套的重选设备见表4.设备价格为当前市场采购价.

表4 重选工艺主要设备配置Table 4 Main equipment configuration of Nelson′s re-election process
3.1.3 新增总建设投资
总建设投资主要包括建筑工程费、设备费、安装工程费、其它费.设备运杂费按设备原价12%计,安装工程费按设备原价10%计,电气设备、给排水及通风等配套设备按设备原价20%.则建筑工程费为(基建投资费)64.8万元,设备购置费为88.2万元(含设备运杂费),安装工程费为7.88万元,其它费(电气设备、给排水等)为15.75万元,总计176.63万元.
3.2 年新增生产成本费用
1)人员工资.重选车间工作制度为:离心选矿机3班/d,摇床2班/d,其中离心重选岗位每班2人,摇床岗位每班1人,总定员8人.参照可研报告中平均薪酬标准,岗位人员平均薪酬为7万元/a,则成本费用合计为56万元/a.
2)水电费.电价计0.75元/kWh,年工作300 d.重选车间合计年用电费用为11.66万元;水费计0.8元/t原矿石,则年水费为19.2万元.合计30.86万元/a.
3)年新增生产总成本费.设备购置总价78.75万元,年设备折旧采用直线折旧法,折旧年限10 a,预计净残值为5%,则折旧费为7.48万元/a.维简费中主要设备按总价4%计,为3.15万元;建筑物按2.5%计,为1.62万元,总计为4.77万元/a.其它费用计1.5元/t·原矿石.年总生产成本费用估算见表5.
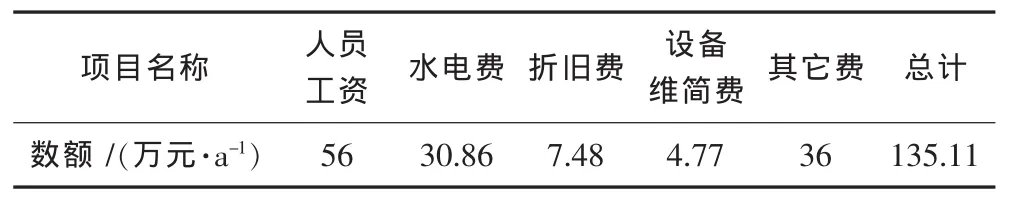
表5 年生产成本费用估算Table 5 Estimated cost of annual production
3.3 工艺选择经济对比分析
老挝帕奔金矿采用重选-重尾氰化浸出工艺可以提高金的回收率,但同时矿山初期建设投资增加176.63万元,年生产成本费也相应增加135.11万元,因此,对增加重选工艺后的年净利润和静态投资回收期进行了分析.其中,矿山矿石平均品位为5.6 g/t,年处理矿石量24万t,暂不考虑产品销售费用.矿产品为含金量99%金锭,参考近5年平均价计250元/g.根据老挝当地政策,年利税总额计年收益的42%.具体经济分析结果见表6.

表6 工艺选择经济对比分析Table 6 Economic contrast analysis of process selection
从表6中可以看出,若采用尼尔森重选-重尾氰化工艺,当金的总回收率增加0.17%时,年净利润为-78.11万元,投资无法收回;当金的总回收率增加0.5%时,年净利润19.08万元,投资回收期为9.26 a,超过矿山服务年限;当金的总回收率增加1%时,年净利润116.52万元,投资回收期为1.52 a.可见,随着金的总回收率的增加,投资收益增加很明显,但只有当金的总回收率增加到1%以上时,投资回收期才比较合理,否则,增加重选工艺从经济上分析是不可行的.
4 结 论
1)对于老挝帕奔金矿,相比于全泥氰化浸出工艺,当采用重选-重尾氰化浸出工艺时矿山建设投资增加176.63万元,金的总回收率仅提高0.17%,年净利润增加值为-78.11万元,因此,选择全泥氰化浸出工艺比较合适.
2)在老挝帕奔矿山实际生产过程中,当原矿品位较高时,应进行配矿处理保证给矿品位稳定,同时有利于提高金的总回收率.
3)增加尼尔森重选工艺会导致设备和人员的增加,管理也会趋于复杂化.对于黄金矿山,一般只用当增加尼尔森重选后,金的总回收率提高1%以上时才具有经济可行性.
[1]邵长亮.老挝琅勃拉邦帕奔金矿地质特征及找矿标志[J].地质调查与研究,2011,34(3):203-209.
[2]赵立智,胡树伟,李红欣.尼尔森选矿机在重选工艺流程中的应用与探讨[J],有色矿冶,2013,29(2):25-27.
[3]石凤野,王彦慧.尼尔森重选设备在金滩矿业公司的应用[J].黄金,2013,34(3):58-60.
[4]武俊杰.陕西省某金矿尼尔森选金试验研究[J].贵金属,2013,34(3):28-31.
[5]王洪杰,岳铁兵,曹进成,等.小秦岭地区某金矿浸出工艺对浸出效果的影响[J].矿床保护与利用,2003(3):32-35.
[6]杨剧文,王二军.黄金选冶技术进展[J].矿产保护与利用,2007(4):34-38.
[7]夏青,陈发上,邱廷省.微生物预处理金矿技术评述[J].江西理工大学学报,2010,31(1):9-12.
[8]肖敬飞.炭浆法处理河台金矿原矿石的工艺与实践[J].黄金科学技术,2009,17(3):64-67.
[9]喻建章.加拿大尼尔森离心选矿机选别微细粒钽铌半工业试验研究[J].有色金属科学与工程,2011,2(1):77-80.
[10]缑明亮,武俊杰,崔长征.陕西某金矿石尼尔森选矿试验[J].金属矿山,2013(5):88-91.
[11]赵开乐,王昌良,李成秀.内蒙古铜金矿综合回收技术研究[J].矿床综合利用,2011(3):18-21.
[12]夏菊芳,吴庆华.尼尔森离心选矿机在祁雨沟金矿采用的可行性探讨[J].有色矿山,1998(4):29-32.
[13]刘汉钊,石仑雷.尼尔森选矿机及其在我国应用的前景[J].国外金属矿选矿,2008(7):8-12.
[14]K·卡斯蒂尔.离心重选设备的评述[J].国外金属矿选矿,2003(11):4-6.
[15]周源,余新阳.金银选矿与提取技术[M].北京:化学工业出版社,2011:137.
[16]迟善祝,付士新,宋祥伟 ,等.老挝琅勃拉邦省巴乌县帕奔金矿可行性研究报告[R].烟台:山东黄金集团烟台设计研究工程有限公司,2012.
猜你喜欢
现代家电(2022年2期)2022-11-08
昆钢科技(2022年2期)2022-07-08
阅读(科学探秘)(2022年5期)2022-06-07
有色金属设计(2021年2期)2021-11-29
科技风(2019年17期)2019-10-21
环球市场(2017年24期)2017-09-10
歌剧(2017年4期)2017-05-17
红领巾·萌芽(2017年2期)2017-03-09
中外文摘(2015年20期)2015-03-03
环球时报(2013-02-19)2013-02-19