
管束下联箱加工工艺改进
2015-03-25 09:37李艳艳黄志国李丽梅左瑞华张静谧
承德石油高等专科学校学报 2015年5期
李艳艳,黄志国,李丽梅,左瑞华,张静谧
(1.承德石油高等专科学校 机械工程系,河北 承德 067000;2.北京龙源冷却技术有限公司,北京 亦庄 100076)
直接空冷系统,即汽轮机排汽直接进入空冷凝汽器,其冷凝水由凝结水泵排入汽轮机组的回热系统。而管束下联箱的主要作用就是收集凝结水,从翅片管束收集的凝结水自流至平台地面或以下的热井,通过凝结泵再将凝结水送往凝结水箱并送回热力系统。由于实际项目中传统结构的管束下联箱结构及工艺的复杂性,狭长焊缝处容易因为焊接质量不好而发生开裂,导致泄漏,特对其加工工艺进行改进。
1 改进前管束下联箱加工工艺
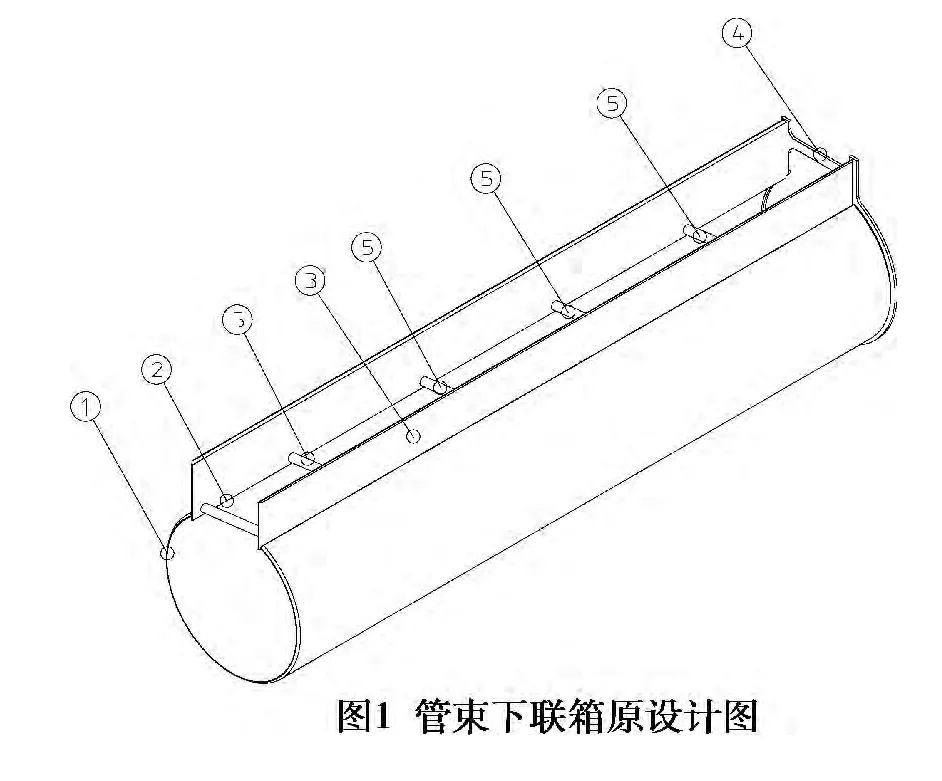
改进前管束下联箱原设计图如图1 所示[1],主要由1 主桶体、2 前裙板、3 后裙板、4 连接环和5 支撑管五部分组成。其中1 主桶体是由D508 钢管切割而成,后与前后裙板进行焊接。切割余料无处可用,造成原材料的浪费。由图中可以看出1 号件和2 号件及3 号件均需要焊接在一起,焊接部分比较长,焊接数量较多,对焊接工艺要求比较高,这样又增加了加工成本,而且以往的项目中在焊接处容易发生渗漏[2]。
2 改进后的下联箱加工工艺
原下联箱结构的制造复杂性及使用过程中再焊缝位置容易发生开裂造成泄漏,最终导致系统的真空密闭性难以得到保证。鉴于此,特对下联箱的加工工艺进行了如下改进,如图2 所示。对比改进前后的图纸可以看出,改进后的下联箱结构及加工工艺与之前相比变得更加简单,由原来的五部分改进为1主桶体、2 连接环和3 支撑管三部分。

主桶体由原来的切割后再焊接直接简化为钢板挤压整体成型,这样既减少了原材料的浪费,又免去了原来的裙板与桶体之间的焊接工艺。使得整体加工工艺变得更加简洁、易操作。
3 实际应用对比
以上产品均在实际项目中应用,按照改进后的工艺做出产品,加工过程中生产效率较之前可提高20%,远期成本降低5%~10%。
以一台300 MW 机组为例统计:
节约原材料约13 t;减少焊缝数量约720 m;提高效率,供货周期缩短1/5。
两种结构进行对比,改进后的下联箱的优点在于,下联箱的加工工艺变得简单、快捷,在一定程度上节约了原材料,提高了生产效率,降低了生产成本,并最大限度的减少了可能由焊接质量引起的泄漏及开裂,从而更好的保证真空系统的严密性。
[1] 李艳艳,李丽梅,王东杨,等.管束下联箱加工工艺改进[P].中国专利,ZL201420040483.3.2014-1-22.
[2] 关海平.空冷机组蒸汽分配管裙板安装对接焊缝开裂原因分析及防范措施[J].中国电力教育(2010 年管理论丛及技术研究专刊):677-678.
猜你喜欢
科技创新导报(2021年33期)2021-04-17
装备制造技术(2020年2期)2020-12-14
中华建设(2019年12期)2019-12-31
海峡姐妹(2019年6期)2019-06-26
中国特种设备安全(2018年11期)2019-01-08
中国特种设备安全(2018年10期)2018-12-18
中国核电(2017年2期)2017-08-11
作文周刊·七年级读写版(2017年1期)2017-07-12
源流(2015年2期)2015-03-18
小资CHIC!ELEGANCE(2015年2期)2015-01-27
