某化工厂热熔焊接技术施工工艺
2015-03-22 11:19:56徐志杰,吴君君,栾晓木等
浙江建筑 2015年1期
1 工程概况
常州某化工厂位于常州市新北区滨江化学工业园内。场地内主要有拟建冷却塔、成品包装单元、工艺装置单元、控制室、变电所等18 个单体。
本工程为化工区域,厂内有大量工业设备,故高质量接地环网的施工是防雷及设备接地安全可靠的最基本前提。而在这之中,热熔焊接的质量是否达标至关重要。
如何保证热熔焊接质量、防止焊接不规范对防雷接地系统接地的质量影响,成为至关重要的环节。
在加工、施工等阶段需对各因素综合考虑,确保在使用过程中,热熔焊接点长期有效,达到所需要的效果。
2 热熔焊接技术工作原理
2.1 热熔焊接简介
热熔焊接(又称为火泥熔接、火泥焊接、放热焊接)的原理是利用铜的氧化物,在高温的条件下,发生还原反应,将铜置换出来,变成高温金属铜熔液,在特制模具的包裹下,将需要焊接的两种金属熔接在一起,形成分子结合,相比传统的金属连接工艺具有更强的耐腐蚀能力、过载能力以及热稳定性,同时还具有焊接速度快,施工效率高,能够连接多种金属类型等技术特点。能够避免电焊钎焊等传统焊接中出现焊渣、易氧化、连接强度不高、易腐蚀、接触面积小、接触电阻大等缺点。
2.2 热熔焊接技术工作原理
热熔焊接技术工作原理如下:

3 施工工艺[1]
热熔焊接技术施工工艺流程如下:
清洗、烘烤材料及模具→将待焊接材料放入模具→固定模具→放入隔离垫片以封住导流槽→放置焊粉于模具内,将少量引火粉置于其上,引至模具口→人与其保持距离,使用点火枪点燃引火粉→等待20 s,冷却后拆除模具,清理焊渣→清理模具,留作下次使用。
3.1 清理、烘烤材料及模具
在准备放热焊接施工使用模具之前需先做好相关准备工作。
(1)检查模具。若模具内壁存在污渍,先使用清模刷、清模铲清理干净。若有水、油渍可使用喷灯烘干,为正式使用做好准备。见图1。
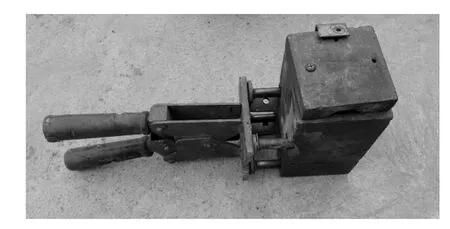
图1 模具清理
(2)检查材料。确定待焊接材料材质及具体规格参数,确定连接方式,并据此选择合适的模具。见图2。
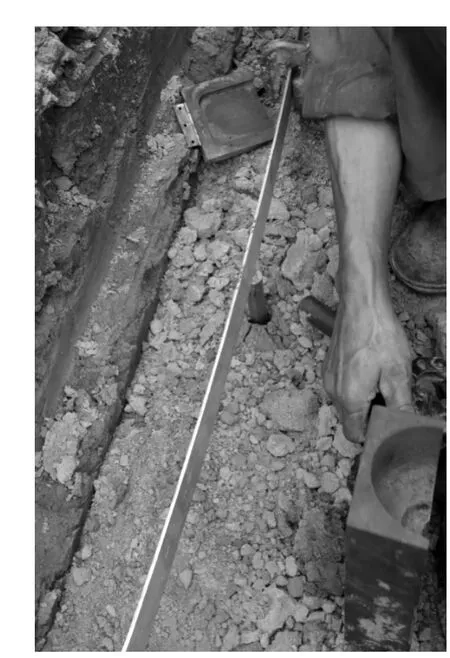
图2 按连接方式选择模具
3.2 将待焊接材料放入模具
放置焊接材料。将待焊接材料整理完毕之后,放入模具内。见图3。
图3 添加焊剂
3.3 固定模具
放置完焊接材料。用夹具将模具夹紧。见图4。
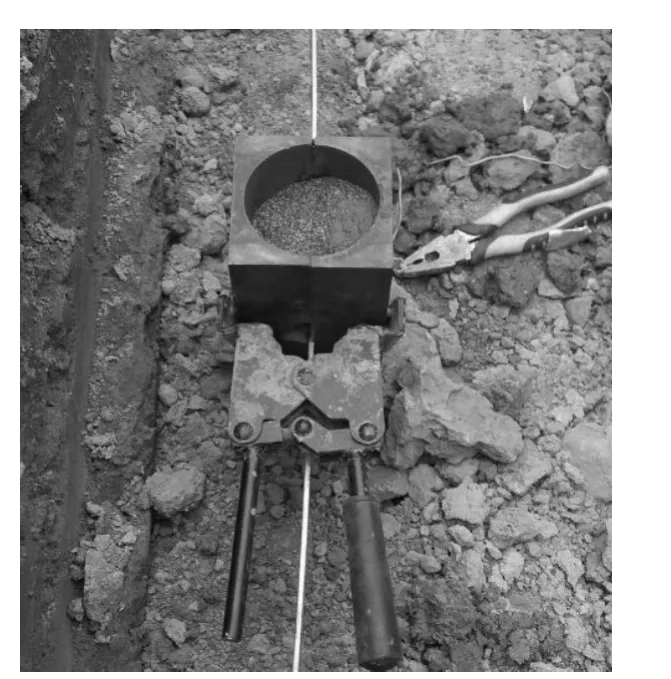
图4 固定模具
3.4 放入隔离垫片以封住导流槽
封堵导流孔等缝隙。夹紧固定完模具后,放入钢垫片盖住导流孔确保密封良好。若还存在较大缝隙,会影响包裹面积,降低焊接质量,则应加入封堵泥防止反应时铜液流出。
3.5 倒置焊粉于模具内
将少量引火粉引至模具顶部用作起燃药。
3.6 合上顶盖
人应和模具保持距离,使用点火枪点燃引火粉。
3.7 清理焊渣及模具
等待20 s,冷却后拆除模具,清理焊渣。最后,清理模具,留作下次使用。
4 热熔焊接工艺的优点[2]
(1)焊接点的载流能力(熔点)与导线的载流能力相等。
(2)因为焊接点是焊接而成的,所以是永久性的,不会老化。
(3)焊接是一种永久性的分子结合,不会松脱。
(4)焊接点像铜一样不受腐蚀性产物的影响。
(5)焊接点能经受反复次的大浪涌(故障)电流而不退化。
(6)焊接方法简单,培训容易。
(7)供焊接用的材料很轻,携带方便。
(8)进行焊接时,无需外接电源或热源。
(9)从外观便能检验焊接的质量。
(10)可用于焊接铜、铜合金、镀铜钢、各种合金钢。
5 热熔焊接接头的优点
5.1 可靠性强
由于放热焊接是分子间的连接,能够消除表面接触,电解质等不会渗透到导体交界面上从而导致导体氧化和随时间老化。
5.2 能承受大电流冲击
由于放热焊接材料的熔化温度要高于铜的熔点(1 083 ℃)。所以,在由于大的故障电流导致的非正常温升时,接头处不会先于导体本身熔化。
5.3 导电率高
放热焊接是真正的分子连接,导体不会被破坏并且没有接触面,导体交界面整体有效性没有改变。
6 热熔焊接施工质量的判别
6.1 形状
导线必须完全包裹在接头内,连接头的凹面不得低于导线。如果凹面过低则不能使用,其原因如下:
(1)焊药量不足;
(2)过多铜水泄漏;
(3)导线在模内未固定牢固。
在熔接过程中导线有移动。如果凸面过高(可以使用),其原因如下:
(1)焊药使用过量;
(2)因为导线或熔模有污垢而导致表面体积增大。
6.2 颜色
在正常情况下放热熔接产生的接头是古铜色,偶尔顶部也可能有少量银色。如放热连接到铸铁材料,接头表面常常会是银色,这是因为接头已成为金属合金。
6.3 表面
放热熔接头的表面应该平滑而没有过多的熔渣。如果熔渣占表面20%以上或熔渣除去后导线有外露的情况,则该接头不能使用。
6.4 气孔
放热熔接头应没有过多的气孔。过多气孔是因为有污垢(水、油、污物等)在连接导线表面或熔模内。在凸出的表面有可能出现少量的针孔,如果针孔的深度伸展至连接头中间(露出导线),则该接头不能使用。
7 热熔焊接常见的需注意问题
(1)选择适宜的模具,在施工中应注意将模具放在干燥、不会碰撞的地方;
(2)经常检查熔模内的情况,熔模内不应该有缺口损坏;
(3)清理时可用毛巾、报纸或毛刷,绝对不能使用钢刷清理,因为钢刷会损坏熔模;
(4)隔离铁片上不应有缺口,隔离片及熔模必须密合;
(5)注意铜导线的干燥,且不可以将铜导线放入水中施工。空气中的湿度大或下雨时不能施工。
8 结 语
本工程在放热焊接的准备、施工等阶段采取了一系列的控制措施,从而有效地提高了热熔焊点质量,达到了预期的防雷接地要求。
[1] 刘松淼,郭颖.焊接操作技能实用教程[M].北京:化学工业出版社,2010.
[2] 国家电网公司.Q/GDW 467—2010 接地装置放热焊接技术导则[S].北京:中国电力出版社,2010.
猜你喜欢
中学生数理化·中考版(2021年9期)2021-11-20 06:17:36
石油沥青(2021年2期)2021-07-21 07:39:50
经济技术协作信息(2018年28期)2018-11-22 05:27:12
电线电缆(2018年4期)2018-08-31 05:57:28
石油沥青(2018年4期)2018-08-31 02:29:38
橡塑技术与装备(2018年14期)2018-07-20 03:22:00
水利规划与设计(2017年8期)2017-12-20 08:24:19
水利规划与设计(2017年12期)2017-02-06 03:40:05
新乡学院学报(2016年6期)2016-12-01 05:21:38
水力发电(2015年7期)2015-12-16 16:47:28