一种绿色离子交换除盐技术
2015-03-16 11:01:16曹丽凌周飞梅胡家元
净水技术 2015年6期
曹丽凌,刘 敏,周飞梅,胡家元,3
(1.浙江省浦江县第二中学,浙江浦江 322200;2.浙江省电力科学研究院,浙江杭州 310014;3.浙江大学环境工程系,浙江杭州 310058)
蒸馏法及膜法除盐技术被广泛用于淡化海水,所制得的初级淡水电导率通常为10~70 μS/cm[1,2]。为生产高纯水,上述海淡水需进一步除盐。EDI及离子交换混床是目前最为常见的高纯水制备技术。其中,EDI主要用于对低电导率(<20 μS/cm)及低硬度进水的处理[3]。因其结构复杂、维修不便且投资较高,在大规模工业应用中,EDI仍不如离子交换混床普及[4,5]。因此,基于离子交换树脂的除盐过程仍然是当前最主要的工业化除盐方式[5]。离子交换混床适用的进水电导率较EDI更低,通常 <5 μS/cm[6]。当混床被直接用来处理上述高电导率的海淡水,其树脂将迅速失效,再生过程十分繁琐。为避免混床的频繁再生,须在混床之前布置预除盐设备,降低进水的含盐量。
离子交换复床是最典型的预除盐设备,然而复床一旦运行失效,树脂需以酸、碱液再生,将消耗大量化学药剂、产生酸碱废水,且需配套众多辅助装置来存储化学品及处理废水。若树脂能够被绿色、便捷地再生,则离子交换法的经济性及环保性必将大幅提高。王方[7]首先提出了一种树脂体外绿色再生方法,当离子交换器失效后,以纯水将树脂从交换器中带出,缓慢通过体外再生器(类似于电渗析装置),失效树脂在电流作用下被水解产生的H+及OH-再生。然而,该方法需要配套体外再生器及树脂输送、混合设备,受再生通道限制树脂通量很低,再生耗时很长,这限制了该技术的工业化应用。本课题组在前期研究中,提出了一种无膜EDI电去离子技术用于纯水生产[8,9],可被认为是一种可原位电再生的离子交换混床。然而,为降低能耗,该技术目前也仅适用于处理电导率<20 μS/cm 的进水[9]。
借鉴无膜EDI工作原理,本文提出了一种新型的绿色离子交换技术(chemical-free ion exchange,CFIE),可布置于混床或EDI之前,实现对上述高电导率海淡水的绿色预脱盐。CFIE系统由一个填充有强酸/弱碱树脂的混床及一个填充弱碱树脂的阴床构成。强/弱树脂的不同除盐特性是CFIE正常运行的基础:强酸树脂在较宽的pH范围内对阳离子均具有很强的吸附能力,而弱碱树脂在酸性条件下可有效吸附离子,而在碱性条件下易被再生。与无膜EDI类似,CFIE系统也是周期性进行除盐及电再生。除盐阶段,进水首先通过混床而除去阳离子及少量的阴离子,剩余的阴离子进入阴床后被去除。再生阶段,向混床施加电流以电再生混床树脂;混床再生液呈碱性,以其化学再生阴床中的弱碱树脂。CFIE再生浓缩液近似呈中性,可回收至前级除盐设备入口。本文目的在于研究混床树脂的电再生机理及评估CFIE系统的运行性能。
1 材料及方法
1.1 树脂与溶液
本试验所用树脂基本性能如表1所示。

表1 树脂基本性能指标Tab.1 Basic Properties of Ion Exchange Resins
使用前,650C型强酸树脂及312型弱碱树脂分别以除盐水多次清洗,直至洗出液电导率<2 μS/cm。因主要盐类均为NaCl,蒸馏法及膜法海淡水均可认为是NaCl溶液[10]。故本文以除盐水及分析纯NaCl配制模拟海淡水,电导率控制在 50 μS/cm左右。
1.2 CFIE 系统
CFIE系统如图1所示。
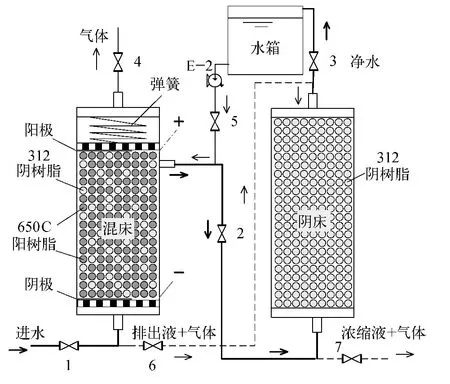
图1 CFIE系统图Fig.1 Diagram of CFIE
混床及阴床的高度分别为30 cm和40 cm,内径均为3 cm。混床内安装有一对电极,电极间填充以体积比为3∶1混合的650C树脂及312树脂。树脂层以弹簧压实,阴床内填充312树脂。水箱用来存储产水及提供CFIE再生时所需的净水。
CFIE系统工作流程如下。除盐阶段,打开阀门1~3关闭阀门4~7;进水通过阀1进入系统,由下而上依次通过混床及阴床,产水由阀3引出。当产水电导率>2 μS/cm后,CFIE系统开始再生。再生阶段,关闭阀门1~3打开阀门4~7,水箱中的净水通过阀5引入系统,自上而下通过树脂柱;同时对混床进行电再生,碱性的混床排出液通过阴床来化学再生弱碱树脂。混床中阳极产生的气体依靠自身浮力由阀4排出,阴极产生的气体由浓缩液带出系统。
1.3 分析方法
本试验中,溶液电导率以哈希Sension 5型电导率仪测量,精度为0.01 μS/cm;溶液pH以检测精度为0.001的Orion8102BNUWP型pH计测量。钠离子浓度以日本岛津公司的AA-6300型原子吸收仪测量。
2 结果与讨论
2.1 混床树脂的电再生机理
为探索树脂电再生机理,对比研究了树脂床仅填充650C阳树脂、填充650C与312混合树脂时的电再生行为。阴阳树脂预先分别以 HCl溶液及NaOH溶液饱和;再生电流为200 A/m2,再生流速为15 m/h。
电再生过程中,布置于树脂层上端的阳极能够将水电解,产生H+,用于650C阳树脂的再生。电极上水电解产生的H+量可依据法拉第定律计算,具体如式(1)所示。
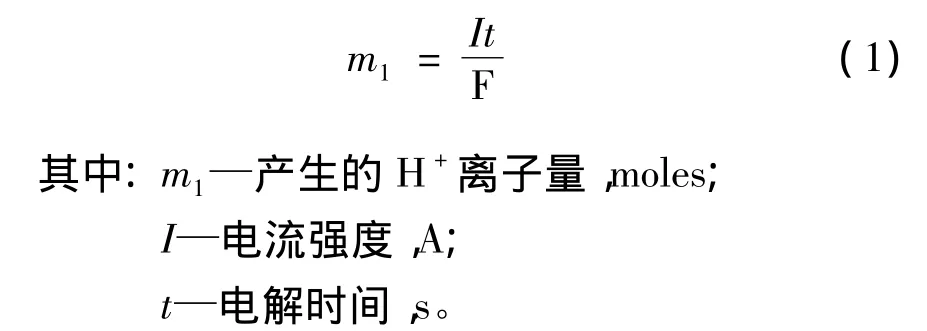
本试验中I为0.142 A、t为1 800 s,法拉第常数F 取96 500,由式(1)可得m1=2.6 ×10-3moles。
电再生时,混床排出液中的Na+浓度变化如图2所示。

图2 再生时混床排出液中的钠离子浓度变化Fig.2 Variations of Na+Concentration in Effluents from Mixed Bed during Regeneration
当混床中仅填充650C树脂时,排出液中Na+浓度仅为11.1 mg/L。因排出液总体积为5.3 L,故可算出每次电再生时从650C树脂相释放入溶液的Na+量为 58.8 mg(2.5 ×10-3moles)。该数值与阳极上产生的H+量(2.6×10-3moles)非常接近,由此可知单种阳树脂的电再生主要是由阳极上水电解作用(析氧反应)决定的。当混床中填充3∶1混合的650C及312树脂时,混床再生排出液中Na+平均浓度高达72.8 mg/L;从650C树脂相释放入溶液的Na+量为385.8 mg(16.8 ×10-3moles)。通过简单计算可知,此条件下阳极上的水电解反应仅为650C树脂的再生提供15.5%的H+;剩下的84.5%H+是由树脂相间的水离解(water dissociation)反应提供的[11]。
混床树脂的电再生过程可用图3表示。

图3 混床树脂的电再生过程Fig.3 Electro-Regeneration Process of Mixed Bed Resins
一方面,阳极上水电解生成的H+能够进入溶液来再生部分失效650C树脂;另一方面,在直流电场作用下,650C树脂中的Na+将向下迁移,312树脂中的Cl-将向上迁移。这将导致阴阳树脂接触面上的离子浓度迅速降低,诱发水在此处发生离解反应。随后,水离解产生的H+及OH-置换出树脂中的盐离子,实现树脂再生。
2.2 CFIE系统再生性能
首次除盐时,CFIE系统中填充新树脂对50 μS/cm NaCl溶液进行除盐,直至产水电导率达到2 μS/cm为止,产水电导率变化情况如图4所示。整个除盐过程中,产水总体积为560 L,相当于1 130倍床体积。由进水盐度及产水量可推算,CFIE系统所吸附的NaCl总量约13 580 mg(232.1×10-3moles);CFIE系统中650C树脂体积为160 mL(交换容量为320×10-3moles),故首次除盐后其饱和度为72.5%。
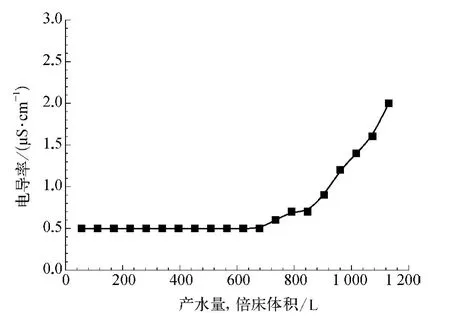
图4 CFIE系统首次除盐时产水电导率变化Fig.4 Variations of Conductivity of CFIE Filled with New Resins
之后,CFIE系统开始再生,施加于混床的电流密度为200 A/m2,再生流速为15 m/h,具体结果如图5和图6所示。
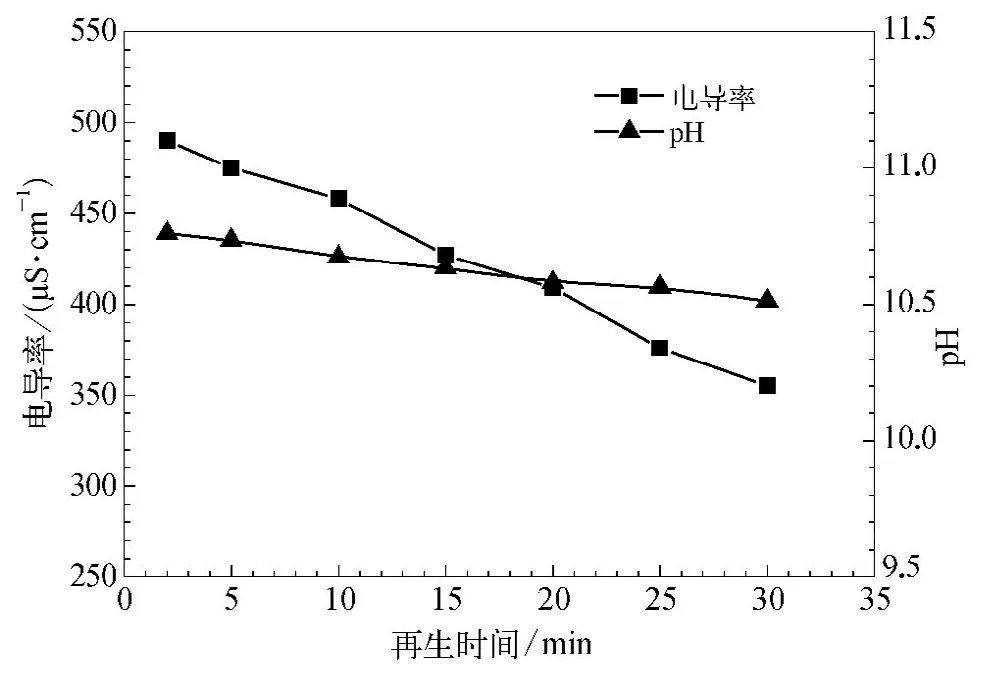
图5 电再生时混床排出液电导率及pH变化Fig.5 Variations of Conductivity and pH in Effluent from Mixed Bed during Regeneration
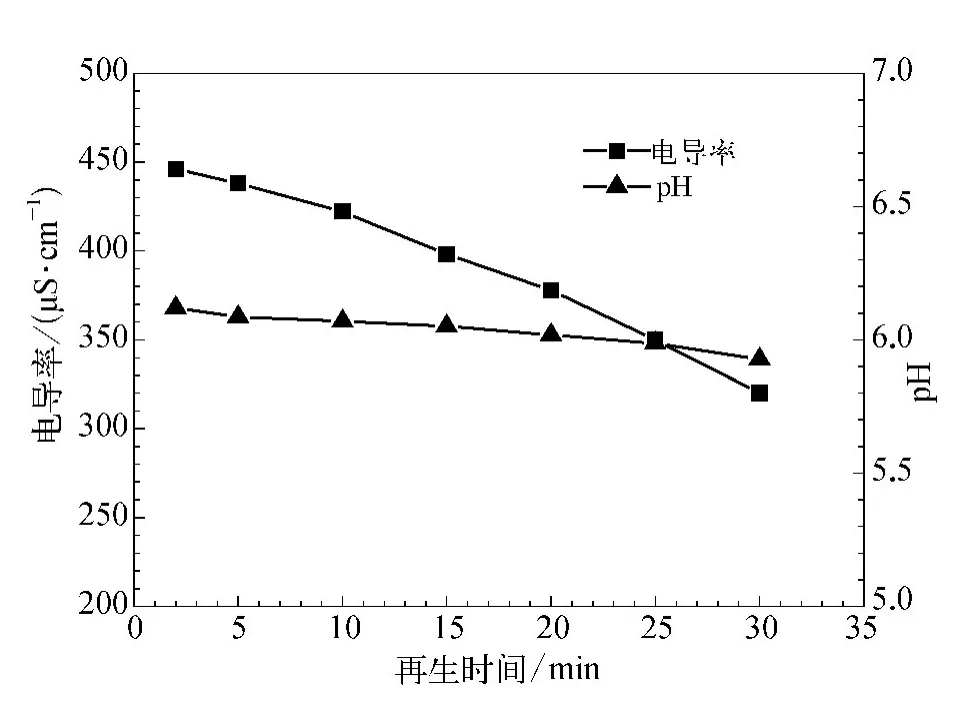
图6 再生时CFIE浓缩液电导率及pH变化Fig.6 Variations of Conductivity,pH and of CFIE Concentrate during Regeneration
由图5可知电再生时混床排出液电导率初值高达490 μS/cm,表明盐离子能迅速从树脂相转移到溶液相;接着,随着树脂相中盐离子减少,混床排出液电导率从490 μS/cm逐渐降至355 μS/cm。在整个电再生过程中,混床排出液呈强碱性,这是因为排出液中不仅含有NaCl也含有NaOH(见图3)。
随后,碱性的混床排出液流入阴床,对312弱碱树脂进行化学再生。由图6可知该过程将混床排出液中的NaOH转化为NaCl,故阴床排出的浓缩液近似呈中性。因同浓度的NaCl较NaOH电导率更低,故CFIE浓缩液(阴床再生排出液)电导率从445 μS/cm逐渐降至325 μS/cm。浓缩液平均电导率为380 μS/cm,可直接回用到前级除盐系统进水端。
经检测,CFIE系统浓缩液中Na+平均浓度为71.6 mg/L,说明在整个再生过程中有379.5 mg(16.5×10-3moles)Na+从失效的650C树脂中被置换出来。因此可计算得到5.2%的650C树脂得到了再生,也就是说再生后CFIE系统中650C树脂的饱和度从原先的72.5%降至67.3%。
2.3 再生后CFIE系统的除盐性能
再生后CFIE系统可立即转为除盐运行。当进水电导率为50 μS/cm,流速为20 m/h时,混床及阴床的处理性能如图7和图8所示。

图7 再生后混床的除盐性能Fig.7 Desalination Effect after Resin Regeneration
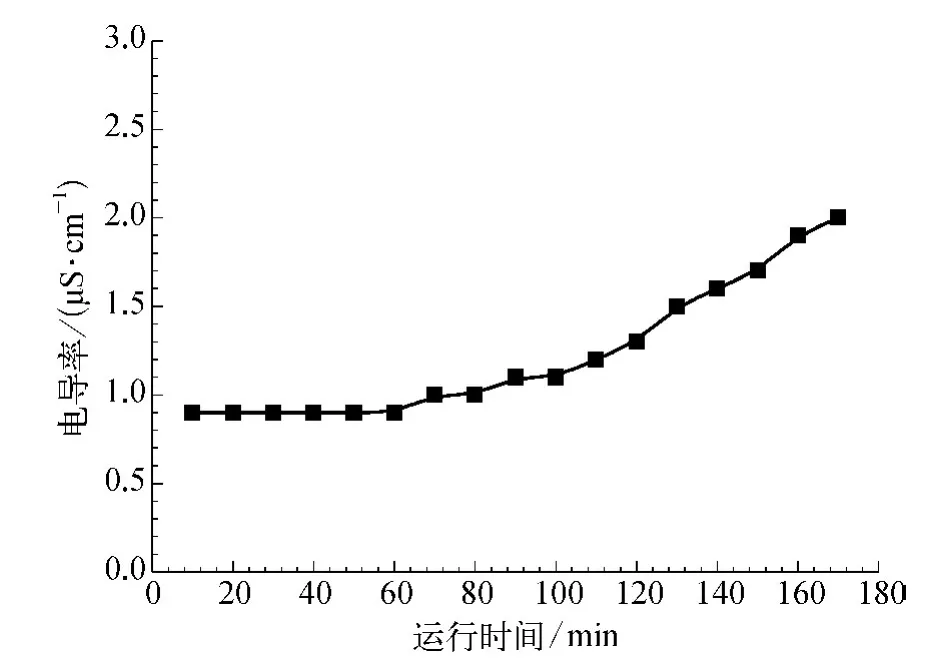
图8 再生后CFIE产水电导率Fig.8 Variation of Conductivity of CFIE after Resin Regeneration
由图7可知混床出水电导率在前100 min内逐渐从 12.2 μS/cm 升到 18.2 μS/cm;之后迅速升高,最终达到45.6 μS/cm。同时,出水 pH 从5.2降低至3.9。这是因为在再生阶段,混床中650C树脂较312树脂更多被再生。在除盐早期,进水中大部分NaCl被650C及312树脂吸附,少量的NaCl被650C树脂转化为HCl;故混床出水呈酸性,且其电导率远<50 μS/cm。随着除盐过程的持续,因混床中312树脂的饱和,更多的NaCl被650C树脂转化为HCl。因此混床出水pH越来越低,其电导率也迅速升高。
由图8可知再生后的CFIE系统产水的电导率最初仅为0.9 μS/cm,表明阴床中312树脂得到了有效的化学再生。随后,出水电导率逐渐增加;经2.85 h的除盐后,产水电导率达到 2 μS/cm,表明CFIE系统需重新转至再生阶段。CFIE产水平均电导率仅为1.2 μS/cm,低电导率进水能够很好地满足EDI、混床等后续终端除盐设备的需求。
由上可知CFIE系统每经一次30 min的再生,可连续处理50 μS/cm 的 NaCl溶液2.85 h。即该CFIE系统在每个周期内,除盐时可制备40.5 L(约81.8倍床体积)的净水,再生时消耗 5.3 L(约 10.7倍床体积)的净水。在本次除盐过程中,被CFIE系统吸附的 Na+量为 384.8 mg(16.7 ×10-3moles),这与再生阶段从树脂相中脱附的Na+量十分接近。该结果表明经再生后树脂的除盐性能并未受改变。除盐后,CFIE系统中650C树脂的饱和度又从67.3%恢复到了原先的72.5%。以混床中的650C树脂为例,CFIE系统的整个工作原理如图9所示。
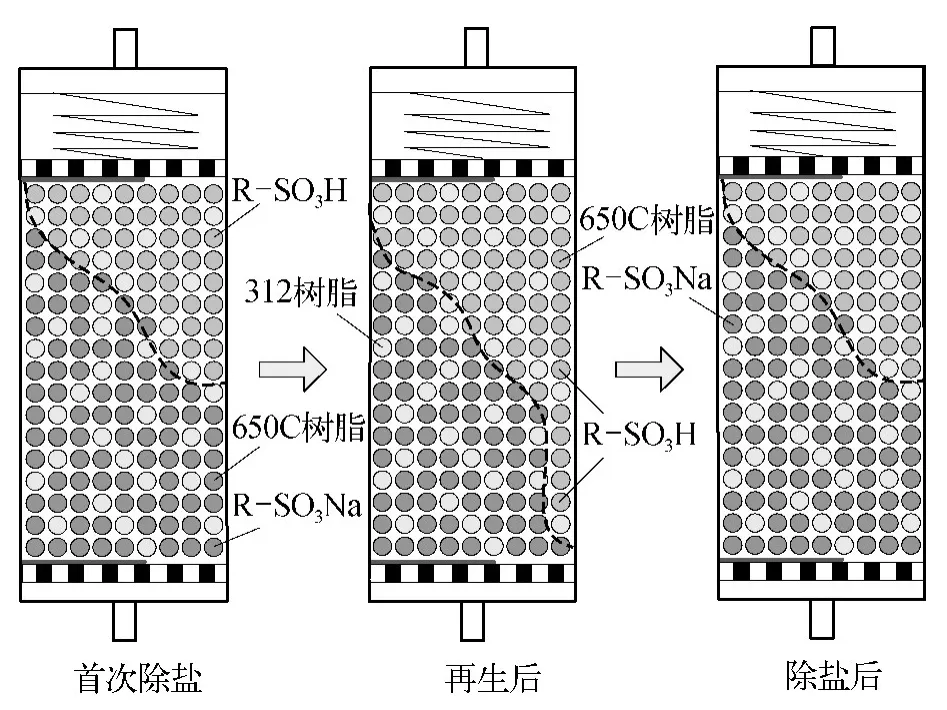
图9 CFIE系统工作原理Fig.9 Working Principle of CFIE System
2.4 CFIE经济性评估
CFIE系统的能耗、水回收率及除盐率的计算公式如式(2)~式(4)所示。
其中:E—能耗,kW·h/m3;
I—再生电流,A;
t—再生时间,h;
V1—产水量,L;
V2—再生耗水,L;
R—水回收率,%;
D—除盐率,%;
C1—进水电导率,μ S/c m;
C2—产水电导率,μ S/c m。
2.5 CFIE系统运行稳定性
为检验CFIE系统的稳定性,对其进行了30个周期的再生,结果如图10所示。
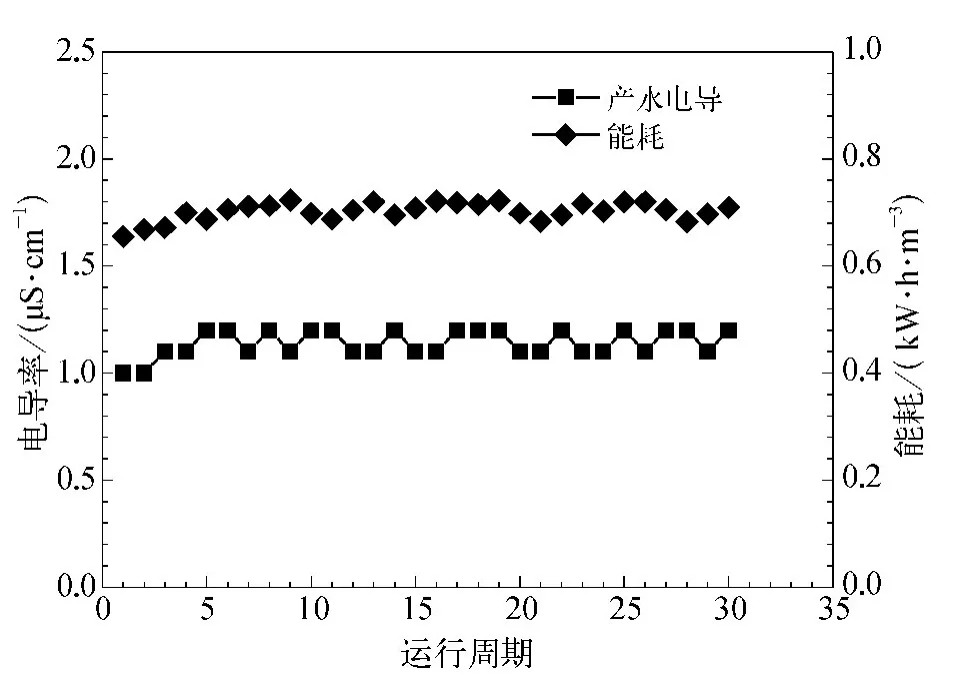
图10 CFIE系统长期运行性能Fig.10 Performance of CFIE System in 30 Operational Cycles
由图10可知CFIE系统产水电导率一直稳定在1.1 ~1.2 μS/cm,除盐率高达 97.6% ~97.8%。经30周期运行后,产水水质并无恶化趋势。此外,CFIE系统能耗在 0.68~0.72 kW·h/m3小范围内波动,也未见有明显上升趋势。上述结果证明该CFIE系统具有优良的除盐性能及很好的稳定性。
3 结论
CFIE是一种有希望替代传统离子交换复床,实现对海水绿色除盐处理的新技术。该技术具有可靠的除盐性能及满意的再生效果。除盐阶段,CFIE能够将 50 μS/cm的 NaCl溶液降低至1.2 μS/cm;再生阶段,5.2% 的树脂可得到再生,CFIE恢复除盐能力。CFIE能耗和水回收率分别为0.70 kW·h/m3水和86.9%。近似呈中性的再生浓缩液可直接回用至上级除盐设备进水口而无需进行化学中和,整个过程无废水产生。重复性试验表明该CFIE系统可稳定运行,长期运行后未见有性能降低。
[1]Bruggen B V D,Vandecasteele C.Distillation vs.membrane filtration:overview of process evolutions in seawater desalination[J].Desalination,2002,21(3):207-218.
[2]Greenlee L F,Lawler D F,Freeman B D,et al.Reverse osmosis desalination:water sources,technology and today's challenges[J].Water Research,2009,43(8):2317-2348.
[3]Alvarado L,Chen A C.Electrodeionization:principles,strategies and applications [J].Electrochimca Acta,2014,13(2):582-597.
[4]Wood J,Gifford J,Arba J,et al.Production of ultrapure water by continuous electrodeionization[J].Desalination,2010,29(5):973-976.
[5]Wenten I, Khoiruddin G, Arfianto F,et al. Bench scale electrodeionization for high pressure boiler feed water[J].Desalination,2013,32(4):109-114.
[6]李培元,周柏青.发电厂水处理及水质控制[M].北京:中国电力出版社,2011.
[7]王方.混床离子交换树脂的电再生法[J].工业水处理,1997,17(2):1-3.
[8]SuW Q, Pan R Y, Xiao Y,etal. Membrane-free electrodeionization for high purity water production[J].Desalination,2013,32(9):86-92.
[9]Shen X L,Li T J,Jiang X P,et al.Desalination of water with high conductivity using membrane-free electrodionization[J].Separation and Purification Technology,2014,12(8):39-44.
[10]Hu J Y,Cao S A,Yin L,et al.Electrochemical study on the corrosion of rusted carbon steel in dilute NaCl solutions[J].Anti-Corrosion Methods and Materials,2014,61(5):139-145.
[11]Song J H,Yeon K H,Moon S H.Effect of current density on ionic transportand waterdissociation phenomena in acontinuous electrodeionization(CEDI)[J].Journal of Membrane Science,2007,29(1):165-171.
猜你喜欢
中氮肥(2021年4期)2021-12-24 02:49:00
现代盐化工(2020年2期)2020-05-07 01:51:52
化工管理(2020年1期)2020-03-04 12:21:48
Clinical Research Communications(2019年1期)2019-04-23 07:30:46
中国核电(2017年1期)2017-05-17 06:10:11
中国科技纵横(2016年17期)2016-10-20 08:28:24
石油化工(2015年11期)2015-08-15 00:43:05
天然气勘探与开发(2015年1期)2015-02-28 17:00:41
新课程·中旬(2014年7期)2014-11-06 13:12:30
油气田地面工程(2014年9期)2014-04-07 02:09:57