
Broom fin扫帚鳍磨片在装饰原纸打浆系统中的应用
2015-03-14 02:16:14蒋小军段宏光刘铁成南通华严铸造有限公司磨片研究中心江苏南通6403江苏星光纸业有限公司江苏徐州00
华东纸业 2015年6期
蒋小军 段宏光 刘铁成(.南通华严铸造有限公司磨片研究中心, 江苏 南通 6403;.江苏星光纸业有限公司,江苏 徐州 00)
Broom fin扫帚鳍磨片在装饰原纸打浆系统中的应用
蒋小军1段宏光2刘铁成2
(1.南通华严铸造有限公司磨片研究中心, 江苏南通226403;2.江苏星光纸业有限公司,江苏徐州221100)
摘要:结合江苏星光纸业有限公司装饰纸原纸生产线打浆系统,通过与南通华严磨片研究中心协作优化打浆工艺,应用Broom fin扫帚鳍磨片齿型优化,提高了打浆效率,降低了打浆电耗。着重介绍了装饰原纸打浆工艺流程,并且进一步改善原纸指标性能和后加工稳定性。
关键词:钛白纸装饰原纸扫帚鳍磨片多元合金磨片打浆电耗
0 前 言
装饰纸亦称三聚氰胺浸渍纸、钛白纸,主要用于纤维板、刨花板等人造板的饰面用纸。由于经装饰纸饰面的人造板(三聚氰胺贴面板)不但美观,而且具有良好的耐候性,可直接用于家具、地板、建筑物内墙装饰等,不需要进行二次涂刷,使用方便、快捷,在当今成为实木板材的优良替代品,已越来越被人们所接受。三聚氰胺树脂浸渍纸贴面人造板的巨大需求,带动了装饰纸及其原纸产业的快速发展。
装饰原纸——钛白纸(Titanium Oxide Paper)在用作制造装饰人造板时,主要起提供装饰图案和防止基材透现的作用,以保证产品表面美观和图案清晰[1]。
装饰原纸生产过程中添加大量钛白粉(二氧化钛),以保证原纸具有良好的覆盖力。在保证一定物理强度指标前提下,原纸还需有良好的匀度、平滑度、抗张强度、湿强度、吸收性、透气度和松厚度,有利于后工段适印性和三聚氰胺树脂浸渍的稳定与均一。原料配比、加填、打浆、压榨、干燥、压光等每个环节均会影响到原纸的品质[2-3]。本文结合江苏星光纸业装饰原纸生产线打浆工艺流程和磨片齿型优化,对生产中提高装饰原纸质量,并缩短打浆时间、降低打浆能耗的实践过程作简要介绍。
1 装饰原纸打浆工艺流程
1.1传统的装饰原纸打浆工艺流程
传统的装饰原纸打浆流程中,漂白硫酸盐针叶木浆(NBKP)与漂白硫酸盐阔叶木浆(LBKP)分别经过串联的磨浆机组进行打浆,钛白粉等填料在叩后池加入,见图1。这种打浆流程较复杂,磨浆设备使用台数多,磨浆电耗高;二氧化钛粉末不易在浆料均匀分散,也难以与纸浆纤维充分混合,影响装饰原纸匀度和覆盖性能。

图1 传统的装饰原纸打浆工艺流程简图
1.2优选的装饰原纸打浆工艺流程
为改变传统工艺流程的不足,优选流程将制得的钛白粉悬浮液与充分碎解的木浆(NBKP+LBKP)混合一起打浆,见图2。使流程大大缩短,减少了磨浆设备数量和电能消耗,解决了传统流程电耗高和钛白粉在纸浆中不易分散混合的问题,并有助于提高装饰原纸遮盖力和钛白粉的留着率。钛白粉是较昂贵的原料,因为留着率的提高和动力消耗的降低,使生产成本得到降低。

图2 优选的装饰原纸打浆工艺流程
2 磨片的优化
2.1磨片优化的原因和目标
打浆系统采用优选的相关流程,1台ZM460锥形磨浆机(一般作为备用)和3台DD600双盘磨浆机串联,3用1备,3台DD600双盘磨(单台280 kW)为正常使用,原机配置磨片齿型为D型和G型。优化磨片前,打浆度指标为38~400SR,鉴于原磨片齿型为直通沟槽,未经充分打浆的浆料存在直接泵出现象,3台盘磨无法满足一次成浆,需要长时间循环打浆才能达到既定打浆度指标,打浆电耗高,原磨片易损坏并伴随剧烈的波浪形磨损(见图3)影响成浆均一性和正常生产。
循环打浆方式往往是在打浆设备能力不足的情况下采取的一种方法,经磨浆机打半浆进入浆池,再泵送至磨浆机循环打浆,直至达到既定的合格指标。这种循环打浆方式可以解决打浆设备不足的问题,但是循环打浆的过程造成纸浆不均匀,部分纸浆过度打浆,还有部分纸浆打浆不充分,影响纸机抄造和原纸匀度等指标。江苏星光纸业和南通华严磨片研究中心技术团队共同研究分析,认为该生产线打浆系统与设备配置较高,完全具备一次成浆的硬件条件。预期通过优化磨片齿型和操作控制方式,实现一次成浆,以达到提高打浆效率、降低能耗和改善原纸品质的目标。
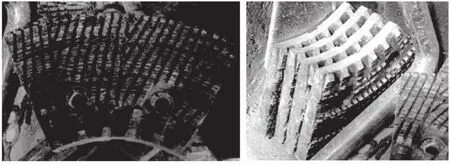
图3 原磨片易损坏并伴随剧烈的波浪形磨损
2.2打浆元件优化情况
本次打浆优化课题提出后,我们共同研究装饰原纸工艺特性,考虑提高原纸的折光率和覆盖性能,改善原纸的松厚度和吸水性的同时,还需要保持良好的物理强度:如果采用完全游离状打浆工艺会降低原纸的抗张强度,所以我们确定采用半游离半黏状打浆方式获得游离浆的工艺。
根据该生产线打浆工艺指标和硬件条件,充分考虑填料添加量、用浆量、打浆时间、设备动力配置及管线分布等方面因素,采用DD600-S10型和DD600-L3型两种Broom fin扫帚鳍系列的多元合金磨片,分别安装于3台DD600双盘磨,用于处理混合浆料。这两款带浆档的磨片齿型,杜绝生浆泵出,且有助于打浆匀度和打浆度提升。此两款磨片齿型打浆面积大,打浆度上升较快,停用1台锥形磨浆机,仅开3台DD600双盘磨浆机,不需要循环打浆即可一次成浆,达到叩后打浆度指标,从而节省了打浆时间和大量电耗成本;磨片使用周期定期观察,磨损均匀、平整,打浆电流稳定,使用全周期寿命内未出现意外断齿现象(见图4)。

图4 多元合金磨片磨损均匀 使用全周期寿命内未出现意外断齿现象
通过磨片优化,打浆的稳定性得到提高,打浆度能够理想地控制在工艺要求范围内;原纸的透气度、吸水性和强度也相应得到了改善。原纸匀度较之前明显改善,原纸灰分留着率提高,覆盖性改善,纸页表面细腻、均匀。磨浆时间比优化磨片前减少约25 min,磨浆电耗下降近30%,改善产品质量的同时,较大幅度降低了生产成本(见表1)。

表1 优化磨片前后对比
3 结束语
针对装饰原纸工艺特性,本次优化实践,应用Broom fin扫帚鳍系列的多元合金磨片,采取半游离半黏状打浆方式获得游离浆的工艺,处理混合浆料,不需要循环打浆即可一次成浆,达到叩后打浆度指标,节省了打浆时间和大量电耗成本的同时,还提高了装饰原纸的质量。
参考文献:
[1] 景宜,彭琉秀.装饰原纸——钛白纸[J].纸和造纸, 2001(3):18-21.
[2] 冯长龄.装饰原纸的透气度和吸水性[C].中国造纸学会第十二届涂布加工纸学术年会暨包装纸板技术交流会论文集,2004.
[3] 吴婷婷,陈跃,晏育刚,等.装饰层压纸用钛白粉技术现状的研究[J];宁波化工,2011(2):22-26.
猜你喜欢
中国造纸(2022年8期)2022-11-24 09:43:42
制造技术与机床(2018年8期)2018-10-09 08:27:36
中国造纸(2017年8期)2017-09-15 08:56:36
生活用纸(2016年7期)2017-01-19 07:36:47
天津造纸(2016年1期)2017-01-15 14:03:28
印刷技术·包装装潢(2014年5期)2014-08-27 16:56:19
中国造纸(2014年2期)2014-07-24 19:02:39
中国造纸(2014年1期)2014-03-01 02:10:11
中国造纸(2014年1期)2014-03-01 02:10:11
食品科学(2013年22期)2013-03-11 18:29:20
