中小船厂精度控制模型的建立与应用研究
2015-03-13 02:05:54傅晓斌
太原城市职业技术学院学报 2015年7期
傅晓斌
(南通航运职业技术学院,江苏南通226010)
中小船厂精度控制模型的建立与应用研究
傅晓斌
(南通航运职业技术学院,江苏南通226010)
中小船厂需要在分段建造过程中应用精度控制技术,但由于缺乏数据的积累和分析,一定程度上制约了中小船厂的产品质量。在此背景下,本文分析了中小船厂分段精度数据管理现状,针对中小船厂的特点,提出了中小船厂精度控制模型,讨论了分段精度控制模型的构成因素与影响,阐述了分段精度模型运行与成果,为中小船厂分段精度模型的应用与推广提供一定参考。
中小船厂;分段精度;精度模型
船舶建造精度控制技术是现代造船模式中重要的核心技术。这项技术在大型先进船厂得到了广泛的应用,取得了不错的效果。基于此原因,船舶建造精度控制技术在中小船厂的推广应用与发展,将会提高国内造船工业整体产品质量,提升中小船舶企业竞争力。笔者通过对南通市周边船舶企业的调查分析,认为中小船厂的船舶产品的特点主要是船舶吨位小,批量少,单船建造居多,船舶种类复杂,船型也相对复杂。中小船厂自身在组织生产过程中建立符合自己发展特点的精度控制模型,是研究中小船厂精度控制技术的关键问题。
传统中小船厂的精度控制往往只是简单地作为分段或者是船体结构完工后的检验的一个环节,只是为了满足合拢尺寸的要求,缺乏对建造过程的控制。为了能够更好地提高自身产品的质量,中小船厂在发展精度控制技术上,应该遵循“搬—学—用”的原则:引进先进的精度控制技术,学习如何运行和管理,形成属于自己的建造体系模式和标准,在工程实践过程中不断地应用和改善。考虑到目前国内各家中小船厂所建造的船型、吨位的不同,建立了以下中小船厂精度控制模型,可以使各船厂收集的数据比较集中,节省资金和时间,发挥优势,形成特色,利于交流和推广。
一、中小船厂精度控制模型
中小船厂船舶分段精度控制基础模型如上图1所示。传统的精度控制,一般是按照工序的先后,以设计开始以建造完工为结束,建立单一直线型的模型。
新的中小船厂船舶分段精度控制基础模型,是将船舶建造过程看做一个环,生产设计控制建造过程,建造过程中的数据测量,经过统计分析后,形成新的补偿方式,反馈到生产设计当中,再次指导建造过程的精度控制,构成一个完整的新的循环,不断地自我更新。
二、中小船厂精度控制模型构成因素分析
(一)建造过程因素
建造过程因素,主要是体现在整个建造过程中的各个工艺阶段对于精度控制技术的应用。例如在构件加工,部件装配,到分段装配,直到总段船坞合拢,按着依照精度技术规范,实施建造工艺,主要有两方面的内容:各工序中的精度检测与评估;出现超差问题时的对策。按照制造环节分为以下两个阶段:
1.加工阶段
(1)边缘加工阶段:目前中小船厂切割技术也可以达到自动化加工水平。通过购置各类先进机器,加工水平与大型船厂之间差别不大。中小船厂主要应该关注调整机器的加工精度和培训设备操作人员的技术水平。可以制定相应的质量抽样检查方式,以保证零件的切割精度。
(2)曲面加工阶段:这方面中小船厂相对落后,基本属于设备配合手工作业水平。中小船厂应通过培训生产实践人员,了解水火弯板变形机理,熟悉火焰热加工的温度控制,以及水冷的方式选择等,通过积累不断提高加工的技术水平。这段工序的精度控制的检验方式主要是对成品的成型尺寸检验。
2.部件到分段到总段的装配阶段
(1)部件装配阶段:这个阶段的精度控制主要起到承上启下的作用,对中小船厂而言,这一阶段非常重要。一方面要检验前期工序是否出错。一旦发现加工阶段产生修整超差的变形,立即反馈。以书面报告形式,将前面工序的精度错误汇总统计,把结果上报精度控制部门,构件或者部件返工到前面的工序重新加工。另一方面也要控制部件装配过程中的尺寸精度检测,以保证后期分段装配的精度要求。
(2)分段装配阶段:这是整个船舶建造过程中的核心阶段。中小船厂应该主要关注两个方面:一方面是焊接的精度控制:检验定位精度;检验焊接装配精度。这些应该是找出装配中产生误差的原因,并能分析累积误差,作为补偿量的参考数据。另一方面就是分总段合拢过程的精度控制技术:对于中小船厂,这一阶段主要是分段端面测量技术和调运定位技术的应用,同时也要考虑分段重量和重心的影响。通过引进测量软件和测量设备,控制吊运过程所产生的结构变形,编制定位要领指导书,按照基准点和基准线进行作业,进而控制变形。
(二)补偿量数据因素
补偿量是指相对工件基本尺寸多加放的量值,相对应于建造过程,分为加工阶段补偿、装配阶段补偿、焊接工艺补偿三大类。一般累计各个阶段补偿量作为船体建造过程应加放补偿量的系统补偿量。系统补偿量是建造过程中最便捷的一种精度控制手段,可以有效防止结构尺寸超差。建造系统补偿量和余量的区别:补偿量所预留的尺寸经过船体建造各工艺阶段施工后,随着工艺消耗逐步抵消掉,余量则不同,需要在建造工艺阶段某个特定的阶段,经过一次切割工艺来消除多余数值,需要多一个工艺阶段来满足船舶最终尺寸的要求。中小船厂精度控制模型意义就是逐步要用系统补偿量来代替工艺余量。
补偿量数据的选择是最关键的技术,也是最难掌握的,也需要中小船舶企业经过一段时间积累。补偿量数值如何确定将直接关系中小船厂船体精度控制的成败。一般来说,大型船厂设计和技术能力较强,在满足经济性基础上,同时考虑企业声誉,一般将自身船舶产品稳定在某一类型,连续稳定船舶订单使得产品具有相似的船体结构形式,所以对补偿量数值的确定具备了有利的条件。从条件来说,中小船厂由于产品量小变化大,建造工艺流程可控性差,精度控制的管理水平有限,更加需要中小船舶企业重视精度控制技术,加大技术人员和资金投入,缩小与大型船舶制造企业的产品质量差距。
(三)生产设计因素
生产设计环节重要体现在两个方面,一是在建造工艺阶段预留余量,经过一系列加工装配后,将预先所留的余量,切割后再进行下一步骤,直至分总段上船台;另一方面在加工过程中,考虑加工工艺的损耗,预留补偿量数值,经过零件加工、部件装配等各施工过程后,随着工艺的进行,补偿量逐渐消耗掉,不需要进行专门的切割,整个过程都是无余量的。显然,对于中小船厂而言,后者难度要大多了。目前国内大型船厂经过多年的积累,基本能够做到对船舶大型平行中体分段加放补偿量,曲面分段预修整上船台。中小船厂也需要这样一个过程。
中小船厂应该立足自身条,找到符合自己发展的精度控制技术的道路。在生产设计过程中,补偿量数据的确定,先从焊接工艺角度出发。由于焊接工艺在中小船舶企业也已经充分掌握,焊接质量比较容易控制。从而确定补偿量加放的基本原则:1.主尺度原则:根据分段的长、宽、高三维数值确定。分段越长(宽),装配范围内焊缝越多,补偿量加放越大;2.板厚原则:装配焊接的对象决定补偿数值,焊接的板越薄,补偿量越大;3.结构疏密原则:结构安装越密,焊接次数越多,补偿量越大;4.焊接工艺尺寸原则:与角焊焊脚有关,焊脚越大,热输入量越大,补偿量越大。其次对于装配阶段的补偿量的数值,应该通过建造过程中的数据测量,经过统计分析后,不断反馈到生产设计当中,再次指导建造过程的精度控制,形成新的补偿数值,构成一个完整的新的循环,不断地自我更新。
三、中小船厂精度控制模型的应用
1.分段精度数据平台的运行
基于前文所介绍的精度控制模型和影响因素的分析,根据所提出的中小型船厂的精度管理体系和精度方案标准。通过和扬州某船舶企业合作研究,共同成立了船舶精度管理小组,进行方案的实施论证,检验整个体系的可行性。
实施过程主要是基于该企业的7500T散货船的建造过程。该企业共接到8条7500T散货船的建造订单,已完成一条船舶的建造,正在舾装过程中。本次精度管理体系的实施对象主要是2#和3#船舶。2#船舶建造过程中按照精度管理方案和控制标准进行,并且将积累的数据,反馈到3#船的建造过程中。基于汇总反馈的数据,通过分段的建造精度、完成质量、周期等方面进行比较。
2.分段精度数据平台应用的成果
从2013年9月开始,到2014年12月结束,共16个月。每两个月为一个阶段,分别进行选题论证与现状调查、制定研究目标、现状原因汇总、影响因素分析、制定对策、造船精度控制系统建立与实施、效果检查与推进等七个阶段。以7500T散货船建造过程为载体,汇总反馈的数据,通过分段的建造精度、完成质量、施工效果与周期等方面,进行比较。
精度控制模型实施后,工作组成员对活动过程中和活动过程后的分段精度进行了调查和统计,检验精度控制体系推进效果:精度控制体系推进之前,分段外板线形差,变形比较明显。精度控制体系推进之后分段的外板线形有明显改善,尺寸精度基本满足建造要求。检查情况如下表:
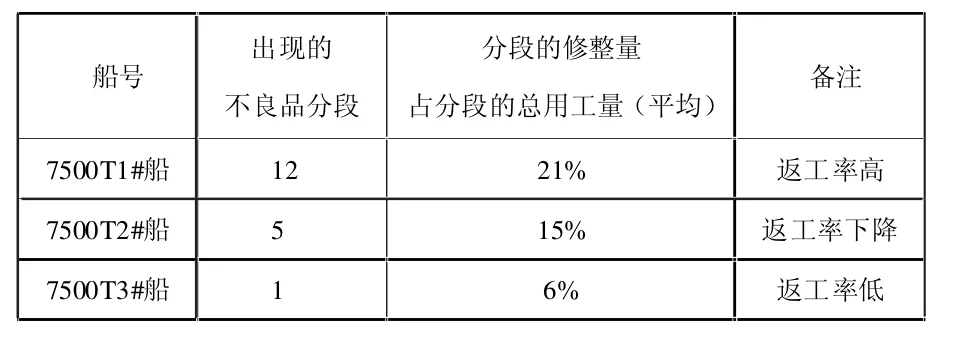
表1 中小型船厂造船精度控制模型建造质量检查对比表
基于中小船舶企业发展的需求和生产模式的特点,分析了制约中小船厂发展精度控制技术的因素,根据实际存在问题,提出一些相应的对策。建立了中小船厂造船精度控制的模型,并且分析了其中构成因素的影响。基于模型提出中小型船厂无余量建造实施要领,通过工艺实践,提出了中小船厂补偿量数值确定的方法和实施方案,并论证其可行性。进行数据汇总和分析,基于精度数据的提高和实际建造质量的改善,肯定了中小船厂精度控制模型的实际应用效果,证明在中小船舶企业中推广船舶精度控制体系的意义。
[1]江创宏.造船精度管理的探索和实施[J].江苏船舶,2013(2).
[2]傅晓斌.中小型船厂船体建造精度控制研究[J].南通航运职业技术学院学报,2009(6).
[3]郭会平.船体曲面分段建造过程中的精度控制的研究[D].江苏科技大学,2013.
[4]胡日强.船体建造精度控制关键技术研究[D].大连理工大学,2006.
T
A
1673-0046(2015)7-0168-02
基金项目:《面对中小船厂的分段精度档案建立研究》,南通航运职业技术学院,HYKJ/2011B05
猜你喜欢
鸭绿江(2021年17期)2021-10-13 07:05:48
数学物理学报(2021年4期)2021-08-30 08:28:02
船舶标准化工程师(2020年1期)2020-06-12 09:16:36
人大建设(2019年7期)2019-11-18 05:39:46
建材发展导向(2019年13期)2019-08-24 06:37:40
电子制作(2019年7期)2019-04-25 13:16:50
小学生学习指导(低年级)(2018年11期)2018-12-03 05:05:00
太空探索(2016年9期)2016-07-12 10:00:04
照明工程学报(2016年3期)2016-06-01 12:17:56
中国修船(2015年3期)2015-11-25 01:20:24