济钢焦炉捣鼓设备系统优化
2015-03-10 07:57刘世文山钢股份济南分公司山东济南250101
山东冶金 2015年6期
刘世文(山钢股份济南分公司,山东济南250101)
济钢焦炉捣鼓设备系统优化
刘世文
(山钢股份济南分公司,山东济南250101)
摘要:针对济钢1#、2#、5#焦炉捣固焦系统机械设备存在的弹性凸轮寿命短、捣固锤弯曲变形及摩擦板磨损等问题,通过改造弹性凸轮内部结构,增设辅助导向滑块,加强弹性凸轮调节控制,延长了设备使用寿命,年节约备件消耗约20万元。
关键词:捣固焦炉;弹性凸轮;摩擦板;导向滑块
济钢1#、2#、5#焦炉系统2012年改造后使用捣固焦技术,捣固焦设备投入运行后,大大降低了焦炭的生产成本。捣固焦设备存在问题,主要表现为控制捣固锤上下运动的弹性凸轮寿命短、捣固锤弯曲变形及捣固锤耐磨板磨损快等,严重制约生产顺行。为此,对系统存在的问题进行分析,并对捣固焦系统进行优化改造,取得了较好的效果。
1 焦炉捣固焦系统机械设备存在的问题
1.1捣固焦生产工艺流程
济钢1#、2#、5#焦炉捣固焦生产工艺分为原煤的配合、配合煤成型、装煤、炭化、焦炭的熄灭、运输等,相对于传统炼焦,其中配合煤的捣固成型是捣固焦生产的关键,其工艺流程如图1所示。
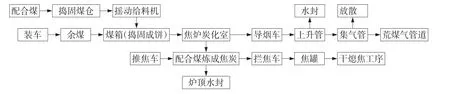
图1 济钢捣固焦生产工艺流程
配合煤经过配合混匀后,通过皮带机运至多个煤仓中,每个煤仓下部对应1个摇动给料机,摇动给料机由曲柄拐臂传动,通过往复运动将煤送至前方侧装煤车的煤箱中,装完一层后,开启上方的捣固锤装置,通过捣固锤的上下运动,将煤压实,然后继续装煤压实,至煤仓装至指定高度。当1炉焦炭出完焦后,将侧装煤车开至对应位置,通过侧装煤车煤箱底部的送煤底板送入焦炉炭化室内,然后关闭炉门,通过炭化成焦。出焦方式与传统炼焦一样,通过推焦车和拦焦车将焦炭从炭化室内推出,至焦罐中,熄焦车带动焦罐至干熄焦工序,或通过熄焦塔水熄后通过皮带机运至料仓。
1.2系统存在的问题
1)弹性凸轮寿命短。弹性凸轮主要由凸轮缘、连接缘、弹性元件及轮毂焊件组成,弹性元件通过螺栓将连接缘、凸轮缘与轮毂焊件连接在一起。两个弹性凸轮为1组将捣固锤夹在中间。通过电机、减速机来带动弹性凸轮运动,两个凸轮缘(凸面)运动至捣固锤摩擦板上,内部弹性发生弹性形变,凸轮缘与捣固锤摩擦板接触将捣固锤向上抛起;当连接缘(凹面)运动至捣固锤位置时,在重力作用下,捣固锤落下。在使用过程中由于弹性元件承受巨大的弹性形变容易撕裂,弹性元件一旦损坏,就不能带动捣固锤上下运动,从而无法生产。此时需更换弹性凸轮,一般需1 h左右,期间无法生产,给生产带来损失。
2)捣固锤弯曲变形。捣固锤总长8.9 m,宽0.11 m,做上下往复运动,其导向主要靠导向轮来控制。导向轮分为上、中、下3组,每一处导向都在锤杆4个方向均布。导向轮采用尼龙导向轮导向方式,其与捣固锤之间为线接触,磨损较快,且在捣固锤上下运动过程中,捣固锤容易以其为支点前后摆动。随着尼龙导向轮的磨损,其与捣固锤的间隙变大,捣固锤的前后摆幅增大,极易发生捣固锤弯曲,严重时只能停止生产,将捣固锤破坏性割除。
3)捣固锤摩擦板磨损快。捣固锤主要由锤体和耐磨板组成,耐磨板通过AB胶粘结到锤体上。在使用过程中,摩擦板磨损快是生产中的一大问题,而捣固锤耐磨板磨损除了与耐磨板的材质有关外,还主要与弹性凸轮对其两个工作面的磨损程度有关。
2 捣固焦系统优化
2.1改造弹性凸轮
实际使用过程中发现弹性元件经常容易损坏,从其工作原理可以发现,弹性凸轮主要承受弯曲与扭曲两种力的作用,而弹性凸轮内部全部为两个弹性原件在中间通过螺栓所连,这就只能保证承受扭曲力,而不能承受较大的弯曲力,而弹性凸轮的断裂也主要在螺栓根部,正是由于工作时弹性凸轮挤压捣固锤的弯曲力所致。针对这种情况对弹性凸轮及弹性原件的结构进行改造(见图2)。原来的弹性原件为两块,通过螺纹连接在轮毂上,将一部分弹性原件改为通长弹性原件,中间镶有螺栓,通过螺纹连接在两侧端盖上,两种弹性原件交替布局,这样既能承受弯曲变形也能承受扭曲形变,从而解决了一种弹性原件所存在的问题。
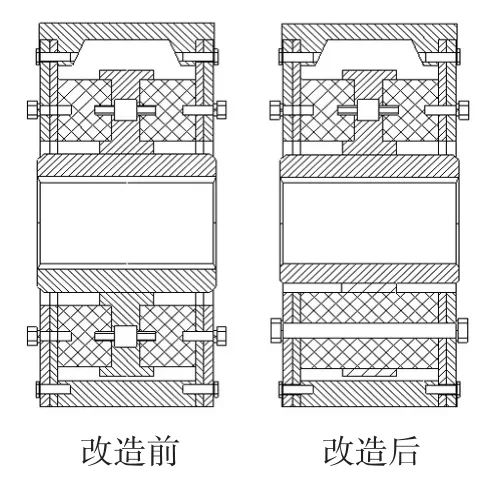
图2 改造前后弹性凸轮的结构
2.2增设辅助导向滑块
捣固锤在一对弹性凸轮的作用下做上下往复运动,由于捣固锤长度较长(9 m),保证其运动轨迹的主要是三组导向轮。作用点为导向轮上的线接触,磨损较快;随着导向轮的磨损,捣固锤与导向轮之间的间隙变大,加剧了导向轮磨损;捣固锤的摆幅变大,在运动过程中极易发生弯曲变形。基于这些特性,并结合捣固锤的结构特点,在捣固锤两组导向轮之间沿捣固锤的凹槽增设辅助导向滑块。从而减少捣固锤对导向轮的磨损,且有效地保证了捣固锤的运行轨迹,防止捣固锤的变形。事实证明,改造后捣固锤没有再出现以前的变形,而且导向轮的寿命也大大得到延长。
2.3加强弹性凸轮调节控制
弹性凸轮为捣固锤的上下运动提供动力源,而捣固锤上的摩擦板是保证捣固锤能够运动的基础。两个弹性凸轮做圆周运动,当两个凸面运动至捣固摩擦板上时将捣固锤抛起,当两个凹面运动至捣固锤位置时由于不能夹住捣固锤,捣固锤在重力作用下自动下落,周而复始,捣固锤做上下运动,不断将煤箱中的煤层压实,并不断上升,直至一箱煤被装满。两个弹性凸轮凸面之间的间隙d与捣固锤的厚度h(含摩擦板),d如果比h小的多,夹紧力就大,捣固锤摩擦板磨损就快。如果d比h大,捣固锤就不容易被抛弃。通过计算分析并经过试验论证,h-d的值在1~5 mm最好。
3 结 语
捣固焦系统改造后,弹性凸轮、捣固锤及导向轮的寿命均提高了1倍以上;通过改善操作,摩擦板的寿命由以前的3个月提高到5个月,保证了设备的稳定运行;煤饼成型时间由以前的8 min降低到7 min,从而保证了生产的顺利进行。年节约备件消耗约20万元,年降低生产损失100万元。
作者简介:刘世文,男,1984年生,2008年毕业于昆明理工大学机械工程及自动化专业。现为山钢股份济南分公司炼焦一车间工程师,从事设备管理工作。
收稿日期:2014-12-27
中图分类号:TQ520.5
文献标识码:B
文章编号:1004-4620(2015)06-0076-02