
催化蒸馏技术在汽油醚化装置的应用
2015-03-09 03:00黄金刚周佳强陈宁宁
石油与天然气化工 2015年2期
黄金刚 周佳强 陈宁宁
中国石油宁夏石化公司
催化蒸馏技术在汽油醚化装置的应用
黄金刚周佳强陈宁宁
中国石油宁夏石化公司
E-mail:jghuang-nx01@petrochina.com.cn
摘要介绍了催化蒸馏技术在40×104t/a汽油醚化装置中的应用情况。结果表明,汽油醚化装置运行稳定,加氢后的催化汽油蒸汽压由68 kPa降至56 kPa,轻汽油研究法辛烷值提高约1.33个单位,轻汽油烯烃含量降低了15.71%(φ),效果比较显著,经济效益提升明显;C5叔碳烯烃平均转化率达到95.13%,C6叔碳烯烃平均转化率达到52.28%;醚化效果明显。催化剂在40 ℃就能够催化醚化反应,且具有较高的转化率;催化剂较高的低温活性,有利于催化剂寿命的延长。醚化轻汽油中甲醇含量控制在0.18%(w)左右,可以通过优化进一步提高醚化汽油中的甲醇含量,达到效益最大化。通过催化蒸馏技术,使醚化反应器出口转化率由69.39%提高到了93.71%;甲醇消耗为90.9 kg甲醇/t轻汽油;装置能耗为833.5×104kJ/t(19.94 kgEo/t)轻汽油,远低于设计值;废水排放少,符合催化蒸馏技术的特点。
关键词醚化催化蒸馏技术反应能耗
随着国家环保管理日益严格,为进一步改善和升级汽油质量,汽油加氢脱硫成为各个炼厂必走的途径,随之而来的是辛烷值的损失造成油品调和困难。中国石油宁夏石化公司40×104t/a轻汽油醚化装置,采用凯瑞化工股份有限公司“催化蒸馏轻汽油醚化技术”,利用汽油加氢装置分割的轻汽油中富含的C5、C6叔碳烯烃与甲醇进行醚化反应,生产相应的醚类化合物,可降低轻汽油中的烯烃含量和提高汽油辛烷值[1-2],有效地提升催化汽油质量,产出满足国家标准的汽油组分。催化蒸馏轻汽油醚化工艺反应条件缓和,过程环保,同时可将低价值的甲醇转化为高价值的汽油,能够为企业带来可观的经济效益。
1工艺流程简介
轻汽油醚化装置包括轻汽油水洗、醚化蒸馏和甲醇回收3部分。
来自催化汽油加氢装置的轻汽油,进入水洗塔与除盐水逆流接触,水洗除去乙腈、丙腈等杂质,水洗后的污水从水洗塔下部排出后自压出装置至污水处理厂;水洗后的轻汽油与净化后的甲醇混合换热后进入第一醚化反应器,一部分活性组分发生醚化反应,生成TAME,反应为放热反应,反应热使反应温度逐渐升高,绝热温升为15~25 ℃,第二醚化反应器通常作为第一醚化反应器的备用反应器,二者切换操作可实现在线换剂。第一醚化反应器的反应物料进入醚化蒸馏塔,醚化蒸馏塔精馏段设三层醚化催化剂床层,活性组分进一步反应,醚化产品经与反应进料换热后,经空冷、水冷却器到40 ℃出装置;未反应的C5与甲醇共沸,气态馏出物经醚化蒸馏塔顶空冷器冷凝,冷凝液流入醚化蒸馏塔回流罐[3]。冷凝液自罐底抽出,部分经回流泵增压后作为醚化蒸馏塔的回流打入塔顶,其余部分经后醚化反应器进一步反应后,至甲醇萃取塔下部进料。在甲醇萃取塔中,用水把甲醇从C5馏分中萃取出来,萃余液即不含甲醇的未反应C5,与TAME合并后送出装置与汽油加氢装置的重汽油混合后储存,得到满足国标的清洁汽油调和组分。萃取液为甲醇水溶液,从甲醇萃取塔塔底排出,经过甲醇回收塔回收使用。工艺流程简图见图1所示。

2催化蒸馏技术的应用
催化蒸馏技术是将催化反应和蒸馏操作耦合在一起的一种化工技术,这种技术将两个步骤节省为一个步骤,使许多工业如石化工业及其他化学工业的成本和效率大为提升。该技术在20世纪80年代开始运用,目前,全球运行的此类工业装置已有100多套,大多数投产的时间都不超过15年,与传统的反应器+蒸馏组合装置相比,其可变费用、投资和能耗都降低20%以上。目前,国内在MTBE生产装置得到了广泛的应用,催化轻汽油醚化装置运用尚属首次。
2.1TAME合成原理
轻汽油醚化主要是利用轻汽油中所含的异构烯烃和甲醇在催化剂作用下发生反应生成醚类化合物。由于轻汽油的终馏点一般在70 ℃以下,因此其异构烯烃主要是异戊烯。轻汽油醚化反应也主要是异戊烯和甲醇的反应。碳六叔碳烯烃含量较低,但是在主醚化反应器中,转化率通常也能达到35%左右。
在所选择的工艺条件下,原料轻汽油中的异戊烯(2-甲基-1-丁烯和2-甲基-2-丁烯)和工业甲醇混合后通过催化剂床层,并反应合成TAME。反应方程式如下:
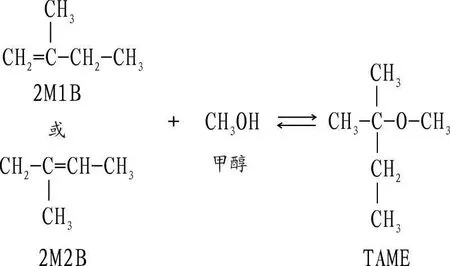
醚化反应为可逆放热反应,反应温度30~80 ℃,反应压力0.5~1.0 MPa,催化剂为大孔强酸性阳离子交换树脂。为了保证异丁烯转化率,一般情况下,使进料中甲醇摩尔数略高于进料中异戊烯摩尔数。
工业使用的催化剂一般为磺酸型二乙烯苯交联的聚苯乙烯结构的大孔强酸性阳离子交换树脂。使用这种催化剂时,原料必须净化以除去金属离子和碱性物质,否则金属离子会置换催化剂中的质子,碱性物质也会中和催化剂上的磺酸根,从而使催化剂失活。催化剂主要参数见表1。
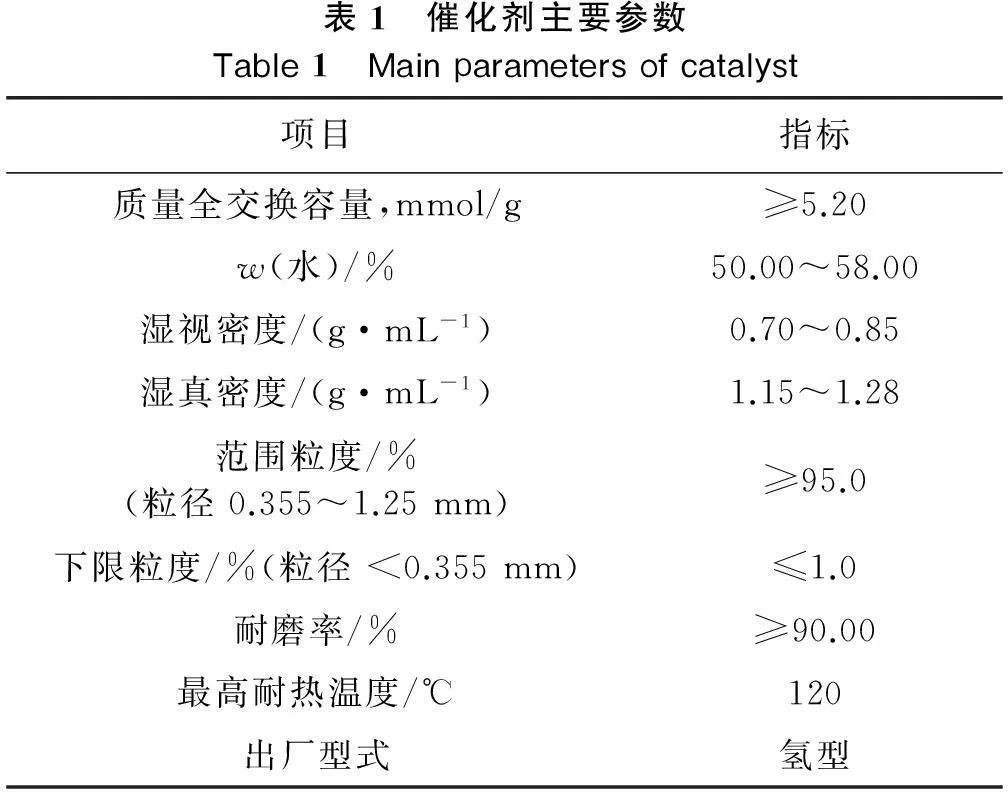
表1 催化剂主要参数Table1 Mainparametersofcatalyst项目指标质量全交换容量,mmol/g≥5.20w(水)/%50.00~58.00湿视密度/(g·mL-1)0.70~0.85湿真密度/(g·mL-1)1.15~1.28范围粒度/%(粒径0.355~1.25mm)≥95.0下限粒度/%(粒径<0.355mm)≤1.0耐磨率/%≥90.00最高耐热温度/℃120出厂型式氢型
此类催化剂不耐高温,在正常工况下(反应温度<80 ℃),催化剂寿命可达两年或两年以上。
2.2原料及产品性质
由于原料轻汽油轻组分较多,造成原料的蒸汽压偏高,受到分析仪器所限,无法测出;同时辛烷值数据波动大,不具有参考价值,在表中未列出。
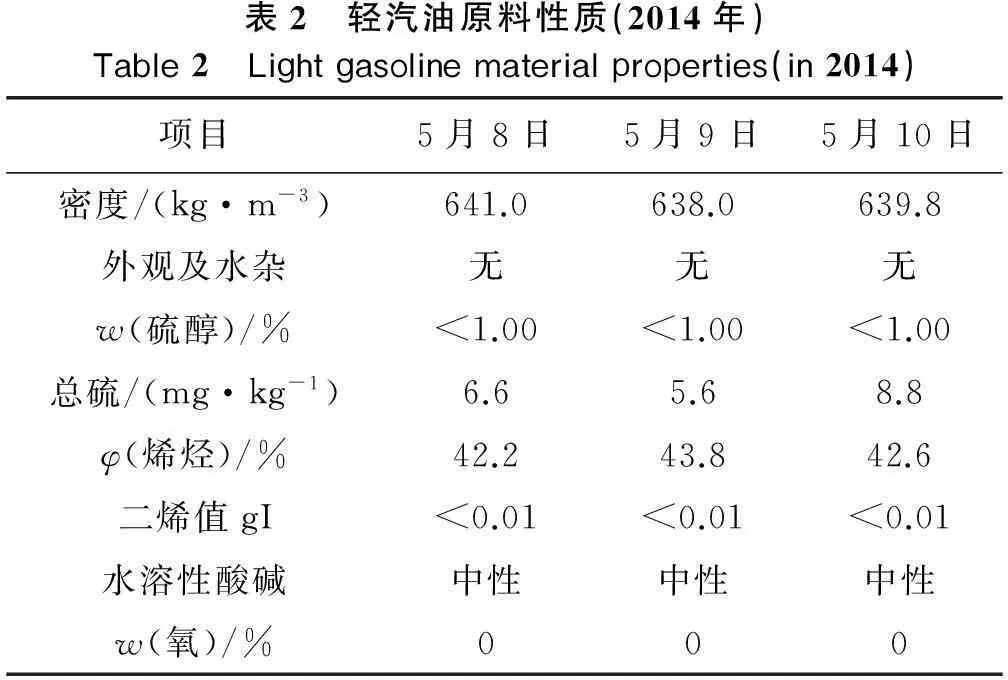
表2 轻汽油原料性质(2014年)Table2 Lightgasolinematerialproperties(in2014)项目5月8日5月9日5月10日密度/(kg·m-3)641.0638.0639.8外观及水杂无无无w(硫醇)/%<1.00<1.00<1.00总硫/(mg·kg-1)6.65.68.8φ(烯烃)/%42.243.842.6二烯值gI<0.01<0.01<0.01水溶性酸碱中性中性中性w(氧)/%000
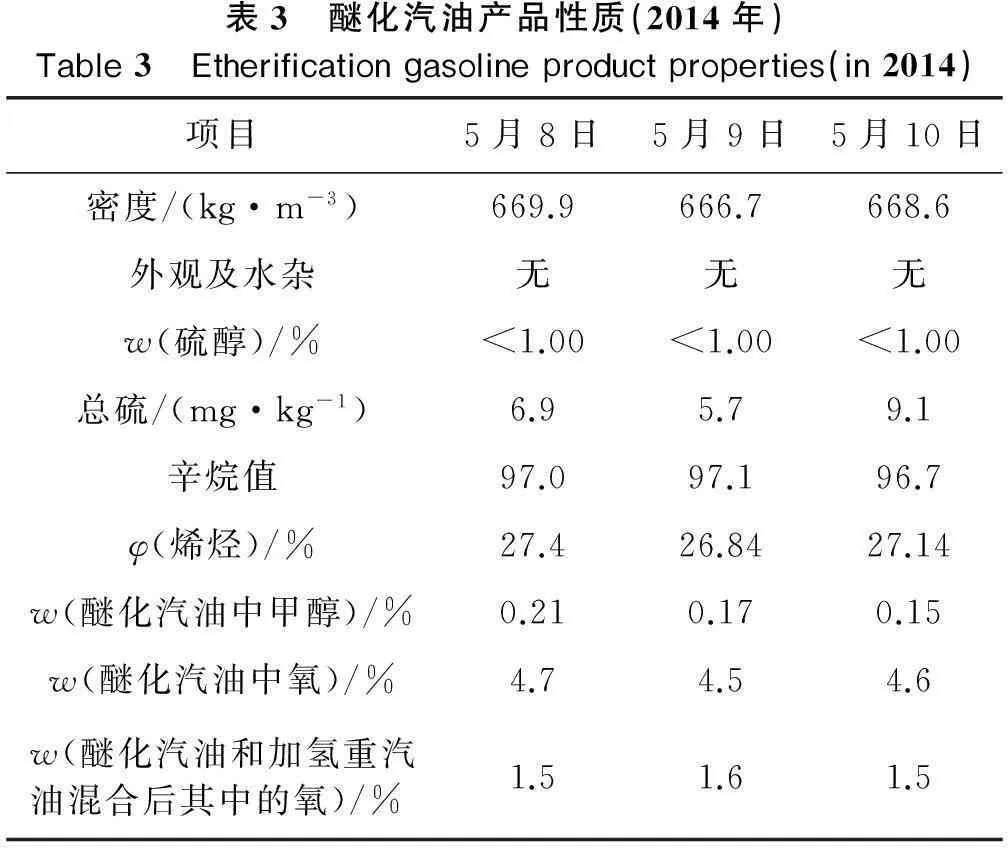
表3 醚化汽油产品性质(2014年)Table3 Etherificationgasolineproductproperties(in2014)项目5月8日5月9日5月10日密度/(kg·m-3)669.9666.7668.6外观及水杂无无无w(硫醇)/%<1.00<1.00<1.00总硫/(mg·kg-1)6.95.79.1辛烷值97.097.196.7φ(烯烃)/%27.426.8427.14w(醚化汽油中甲醇)/%0.210.170.15w(醚化汽油中氧)/%4.74.54.6w(醚化汽油和加氢重汽油混合后其中的氧)/%1.51.61.5
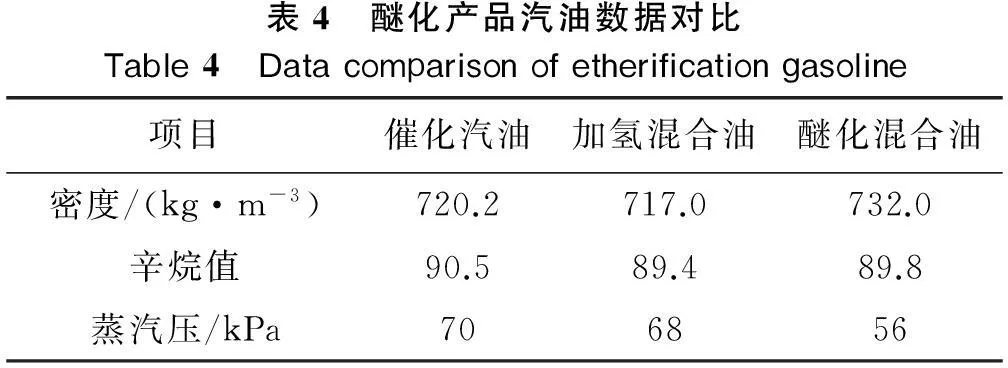
表4 醚化产品汽油数据对比Table4 Datacomparisonofetherificationgasoline项目催化汽油加氢混合油醚化混合油密度/(kg·m-3)720.2717.0732.0辛烷值90.589.489.8蒸汽压/kPa706856
由表2和表3可知,经过醚化反应后,整体烯烃含量降低了15.71%(φ)。
由于组分较轻的缘故,蒸汽压在130 kPa左右,无法有效直接对比分析,辛烷值增加和蒸汽压降低数据,只能与汽油加氢装置重汽油混合后对比。
为了方便对比,选取2014年5月份的平均数据,将催化汽油、加氢混合油(催化汽油经过加氢后的重汽油与轻汽油混合油)、醚化混合油(催化汽油经过加氢后的重汽油与参加醚化反应后的轻汽油混合油)关键指标进行分析。汽油加氢装置轻汽油和重汽油的拔出比率为3∶7,通过轻汽油与重汽油的调和比例、醚化轻汽油与重汽油的调和比例测算可知,轻汽油经醚化后,其研究法辛烷值由表3可知,由于轻汽油中的烯烃含量远低于设计值的53%(φ),汽油醚化装置对产品的辛烷值提升效果不是特别明显,对整个加氢后混合汽油的辛烷值贡献在0.4个单位左右,单独轻汽油辛烷值提高约1.33个单位;汽油醚化装置投用后,混合后的汽油蒸汽压由68 kPa降至56 kPa,降低12 kPa,效果比较显著,也为汽油调和工作带来了便利,变相产生了经济效益。
2.3催化轻汽油醚化反应情况
催化轻汽油中C4~C6叔碳烯烃与甲醇的反应是在液相状态下,在强酸离子树脂催化剂的作用下C4~C6双键位于叔碳原子上的烯烃与甲醇进行醚化反应,生成相应醚化产物,生产甲基叔丁基醚(MTBE)、甲基叔戊基醚(TAME)和甲基叔己基醚(THME)。
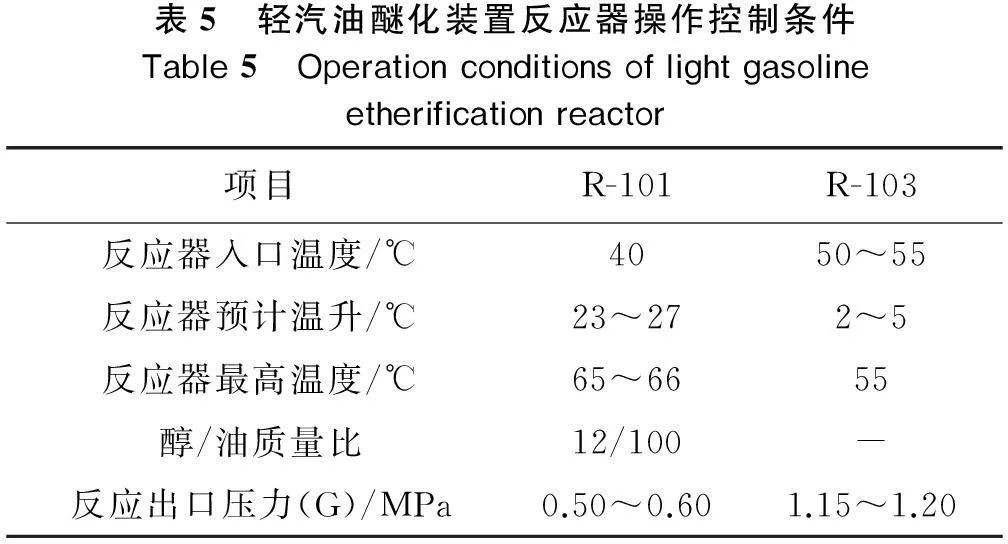
表5 轻汽油醚化装置反应器操作控制条件Table5 Operationconditionsoflightgasolineetherificationreactor项目R-101R-103反应器入口温度/℃4050~55反应器预计温升/℃23~272~5反应器最高温度/℃65~6655醇/油质量比12/100-反应出口压力(G)/MPa0.50~0.601.15~1.20
醚化反应为放热反应,反应器压力通过醚化蒸馏塔顶压力控制,使反应器内部物料处于泡点状态,将反应放出的热量通过物料汽化吸收,从而控制反应温度。经R-101或R-102处理后,C5活性烯烃的转化率可达60%。
根据醚化装置蒸馏塔的设计,在催化蒸馏上塔装有催化剂,可醚化C5和甲醇,在催化剂装填段可以实现边反应边分离,打破醚化反应平衡,进而提高可醚化烯烃的转化率。为了使C5叔碳烯烃总转化率尽可能高,在装置运行过程中需控制醚化蒸馏塔操作条件,如表5、表6、表7所示。即在塔顶操作压力(G)为0.34 MPa的条件下,需保证塔釜温度达到110 ℃,回流比为1.4。
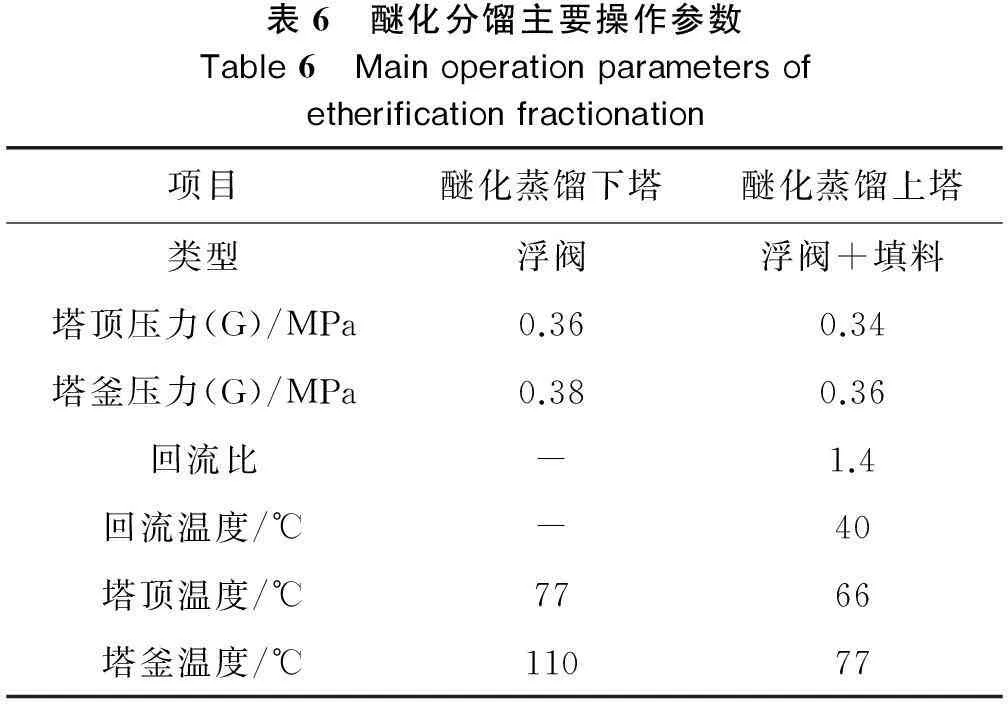
表6 醚化分馏主要操作参数Table6 Mainoperationparametersofetherificationfractionation项目醚化蒸馏下塔醚化蒸馏上塔类型浮阀浮阀+填料塔顶压力(G)/MPa0.360.34塔釜压力(G)/MPa0.380.36回流比-1.4回流温度/℃-40塔顶温度/℃7766塔釜温度/℃11077
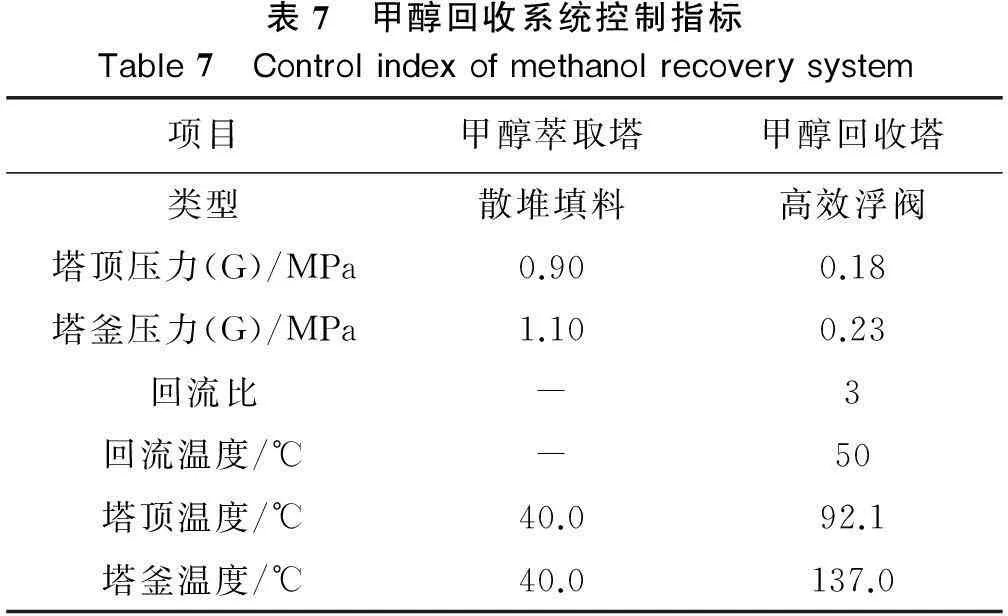
表7 甲醇回收系统控制指标Table7 Controlindexofmethanolrecoverysystem项目甲醇萃取塔甲醇回收塔类型散堆填料高效浮阀塔顶压力(G)/MPa0.900.18塔釜压力(G)/MPa1.100.23回流比-3回流温度/℃-50塔顶温度/℃40.092.1塔釜温度/℃40.0137.0
通过对各采样点进行单烯烃分析,根据单烯烃分析数据计算醚化转化率,以4月5日为例,转化率计算结果见表8。结果表明C5叔碳烯烃转化率为95.13%,C6叔碳烯烃转化率为52.28%。
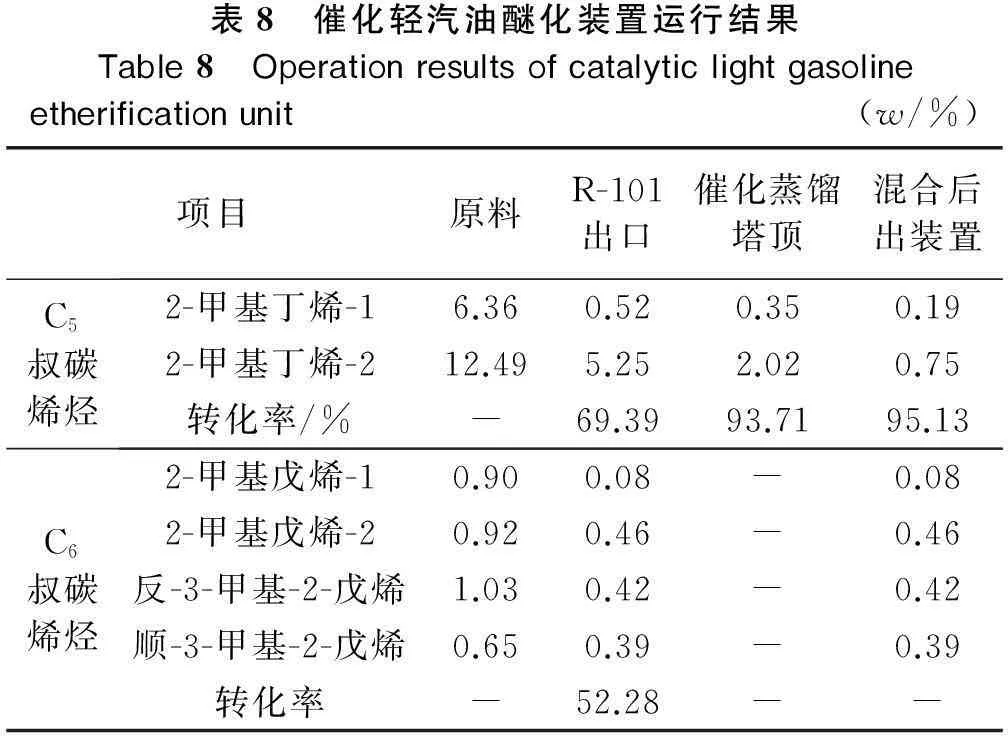
表8 催化轻汽油醚化装置运行结果Table8 Operationresultsofcatalyticlightgasolineetherificationunit(w/%)项目原料R-101出口催化蒸馏塔顶混合后出装置C5叔碳烯烃2-甲基丁烯-16.360.520.350.192-甲基丁烯-212.495.252.020.75转化率/%-69.3993.7195.13C6叔碳烯烃2-甲基戊烯-10.900.08-0.082-甲基戊烯-20.920.46-0.46反-3-甲基-2-戊烯1.030.42-0.42顺-3-甲基-2-戊烯0.650.39-0.39转化率-52.28--
2.4物料平衡
通过表9可以看出,加工1 t轻汽油可以消耗90.9 kg甲醇,相当于把这些甲醇全部转换为高附加值的汽油产品,效益非常明显。
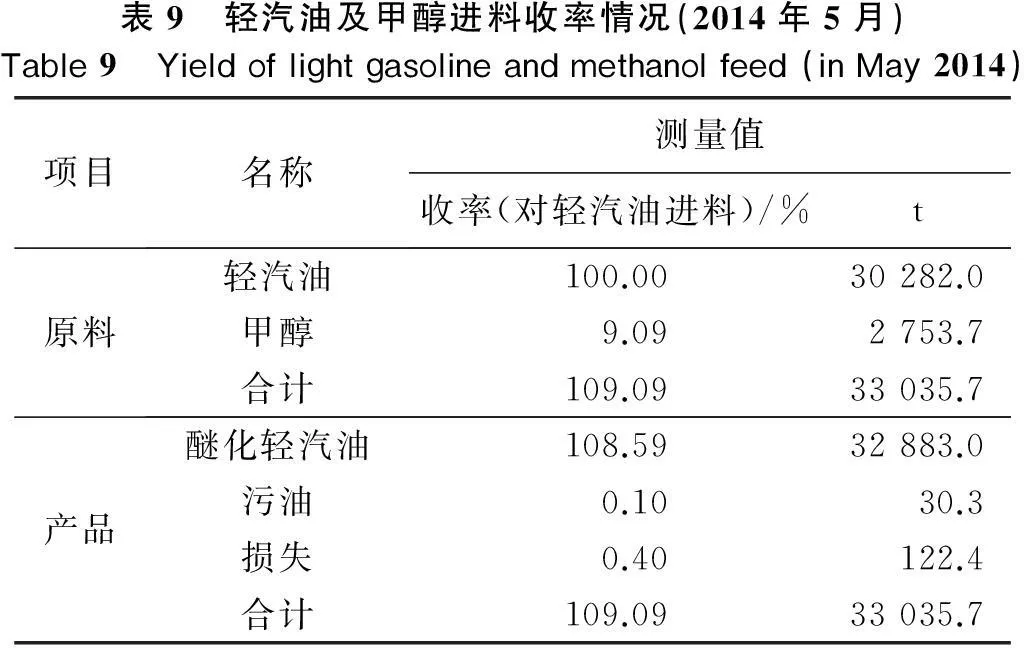
表9 轻汽油及甲醇进料收率情况(2014年5月)Table9 Yieldoflightgasolineandmethanolfeed(inMay2014)项目名称测量值收率(对轻汽油进料)/%t原料轻汽油100.0030282.0甲醇9.092753.7合计109.0933035.7产品醚化轻汽油108.5932883.0污油0.1030.3损失0.40122.4合计109.0933035.7
2.5装置能耗
装置的设计能耗为1348.2×104kJ/t(31.5 kgEo/t)轻汽油,经过优化操作,实际蒸汽耗量大幅度下降,从而整体能耗远远低于设计值。装置能耗实测值见表10所示。
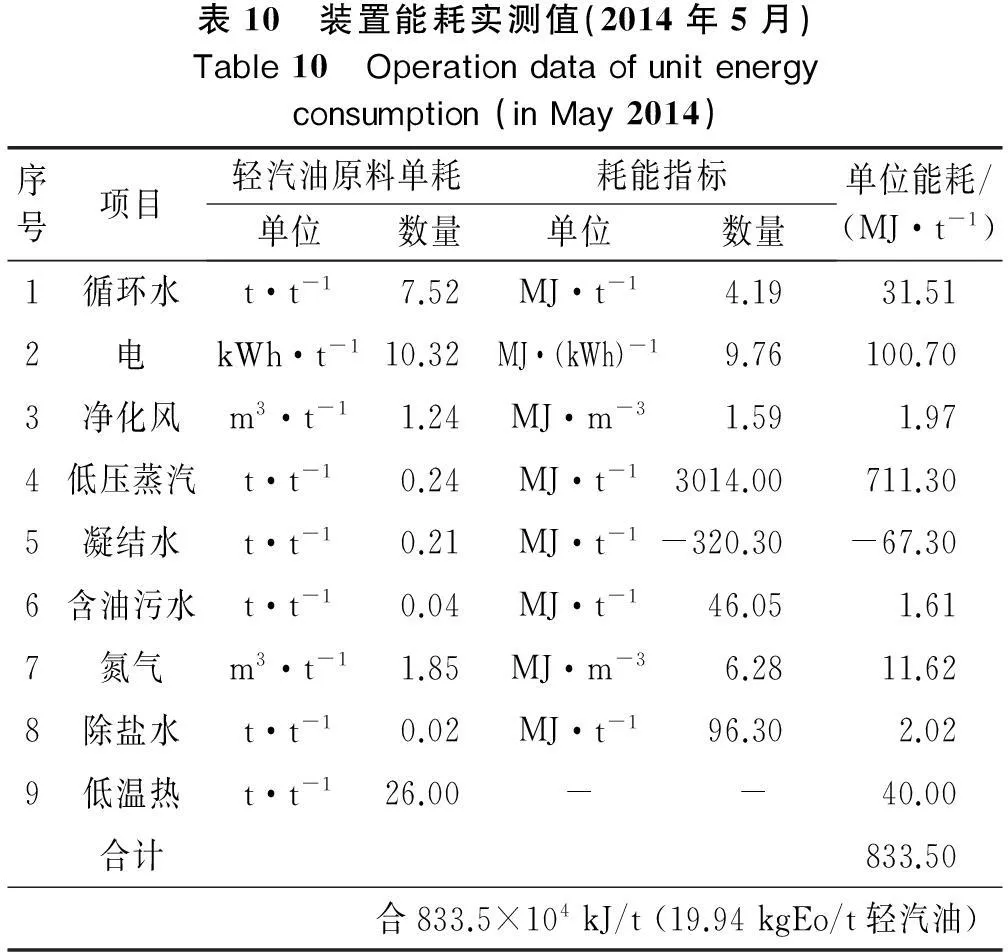
表10 装置能耗实测值(2014年5月)Table10 Operationdataofunitenergyconsumption(inMay2014)序号项目轻汽油原料单耗耗能指标单位数量单位数量单位能耗/(MJ·t-1)1循环水t·t-17.52MJ·t-14.1931.512电kWh·t-110.32MJ·(kWh)-19.76100.703净化风m3·t-11.24MJ·m-31.591.974低压蒸汽t·t-10.24MJ·t-13014.00711.305凝结水t·t-10.21MJ·t-1-320.30-67.306含油污水t·t-10.04MJ·t-146.051.617氮气m3·t-11.85MJ·m-36.2811.628除盐水t·t-10.02MJ·t-196.302.029低温热t·t-126.00--40.00合计833.50合833.5×104kJ/t(19.94kgEo/t轻汽油)
3结 论
(1) 汽油醚化装置运行稳定,混合后的催化汽油蒸汽压由68 kPa降至56 kPa,轻汽油研究法辛烷值提高约1.33个单位,轻汽油烯烃降低了15.71%(w),效果比较显著,经济效益提升明显,进一步提高催化汽油烯烃含量效益会更加明显;
(2) 醚化轻汽油中总硫含量不大于10×10-6(w),硫醇含量不大于1×10-6(w),甲醇含量控制在0.18%(w)左右,满足整个汽油池的调和要求,可以通过优化进一步提高醚化汽油中的甲醇含量,效益最大化;
(3) C5叔碳烯烃平均转化率达到95.13%;C6叔碳烯烃平均转化率达到52.28%,醚化效果明显;
(4) 催化剂活性高,运行稳定。催化剂在40 ℃就能够催化醚化反应器,且具有较高的转化率,催化剂较高的低温活性,有利于催化剂寿命的延长;
(5) 通过催化蒸馏技术,将醚化反应器出口转化率由69.39%提高到了93.71%;
(6) 甲醇消耗为90.9 kg/t轻汽油,经济效益明显;
(7) 装置能耗833.50×104kJ/t(19.94 kgEo/t)轻汽油,在行业中处于领先水平;
(8) 醚化轻汽油组分较轻,蒸汽压130 kPa左右,不能单独在汽油储罐储存,存在必须与重汽油混合后储存的缺点。同时与轻汽油原料相比,醚化汽油氧含量平均增加4.5%,氧含量的增加对整个汽油池调和不利,必须和加氢重汽油混合,混合后氧含量在1.5%(w)左右,能满足国Ⅳ汽油和国Ⅴ汽油氧含量均不大于2.7%(w)的要求。
参 考 文 献
[1] 刘小维, 张平, 李林. 提高催化裂化汽油辛烷值方法的研究进展[J]. 化工技术与开发, 2013, 42(7): 33-35.
[2] 高步良. 高辛烷值汽油组分生产技术[M]. 北京: 中国石化出版社, 2006: 153-167.
[3] 刘成军, 温世昌, 尹恩杰, 等.500kt/a催化轻汽油醚化装置的设计与开工[J]. 石化技术, 2013, 20(2): 34-37.
[4] 李琰, 李东风. 催化裂化轻汽油醚化工艺的技术发展[J]. 石油化工, 2008,37(5): 528-533.
[5] 刘成军. 催化轻汽油醚化工艺的技术探讨[J]. 山东化工, 2002, 31(3): 18-21.
[6] 张斌, 李吉春, 刘宝勇. FCC轻汽油醚化降烯烃技术进展[J]. 广东化工, 2012, 39(11): 91-92.
[7] 孙方宪, 温世昌, 李新, 等. 催化汽油醚化装置主要节能技术探讨[J]. 石油与天然气化工, 2013, 42(1): 11-14.
(编辑部注:因MTBE会污染地下水源,美国加州等地已经准备禁用;因MTBE在汽油中加量超过7%会使汽车排放中氮氧化物增加,日本规定在高级汽油中加量不超过7%。)
Application of catalytic distillation technology in gasoline etherification unit
Huang Jingang, Zhou Jiaqiang, Chen Ningning
(PetroChinaNingxiaPetrochemicalCompany,Yinchuan750021,China)
Abstract:This paper introduced the application of catalytic distillation technology in 40×104t/a gasoline etherification unit. The results show that the etherification installation is suitable for gasoline etherification unit. The vapor pressure of the mixed gasoline dropped from 68 kPa to 56 kPa. The octane number of light gasoline increases by 1.33 units, and the olefin content in light gasoline reduces by 15.71%. The increase of the economic benefit is significant. The average conversion rate of C5and C6tertiary carbonic olefins reached 95.13% and 52.28%, respectively. The etherification effect is remarkable. The catalyst can catalyze the etherification reaction at 40 ℃, and has a better conversion rate. The higher activity of the catalyst at low temperature is beneficial to prolonging the service life of the catalyst. The methanol content in etherified light gasoline should be controlled at about 0.18%, which can be further improved by optimizing the etherification to make the benefit maximum. The outlet conversion rate of etherification reactor was increased from 69.39% to 93.71% with catalytic distillation technology. The methanol consumption of per ton light gasoline is 90.9 kg. The energy consumption of per ton light gasoline is 19.94 kg standard oil, which is far lower than the designed value. In addition, the waste water discharge of unit is less than designed value, which is in accordance with the characteristics of catalytic distillation technology.
Key words:etherification, catalytic distillation technology, reaction, energy consumption
收稿日期:2014-12-04;编辑:杨兰
中图分类号:TE624.4+3
文献标志码:B
DOI:10.3969/j.issn.1007-3426.2015.02.014
作者简介:黄金刚,男,工程师,研究生学历,2004年毕业于宁夏大学应用化学专业,现从事工艺管理工作。
猜你喜欢
加油站服务指南(2021年4期)2021-07-21
中国石油石化(2021年9期)2021-07-17
软件(2020年3期)2020-04-20
石油炼制与化工(2020年9期)2020-01-05
汽车文摘(2016年8期)2016-12-07
当代化工研究(2016年2期)2016-03-20
声屏世界(2015年8期)2015-02-28
中国工程咨询(2015年2期)2015-02-14
应用化工(2014年12期)2014-08-16
华东理工大学学报(自然科学版)(2014年3期)2014-02-27
