
低温加氢催化剂CT6-11在镇海炼化的应用
2015-03-09 03:00江亚伦朱宏扬杨玉川
石油与天然气化工 2015年2期
江亚伦 王 洋 朱宏扬 杨玉川
1.中国石油化工股份有限公司镇海炼化分公司炼油二部 2.中国石油西南油气田公司天然气研究院
低温加氢催化剂CT6-11在镇海炼化的应用
江亚伦1王 洋1朱宏扬2杨玉川2
1.中国石油化工股份有限公司镇海炼化分公司炼油二部2.中国石油西南油气田公司天然气研究院
摘要介绍了镇海炼化公司7×104t/a硫磺回收及尾气处理装置运行情况和CT6-11低温尾气加氢催化剂在装置上的运行情况。通过近期运行实践表明,低温尾气加氢催化剂CT6-11具有良好的低温水解性能,SO2加氢转化率达到100%,COS水解率超过99%。在引入S-zorb再生烟气进入尾气加氢装置后,装置运行平稳,各项操作参数正常,催化剂保持较高活性,处理S-zorb再生烟气后的装置烟气SO2排放浓度远低于国家环保标准960 mg/m3。
关键词硫磺回收CT6-11催化剂尾气加氢低温S-zorb
中国石化镇海炼化分公司(以下简称镇海炼化)Ⅴ套硫磺装置是镇海炼化公司800×104t/a炼油扩建工程的一部分,年处理能力为生产硫磺7×104t/a。装置负责处理炼油干气脱硫装置、液化气脱硫装置和酸性水汽提装置产生含高浓度H2S的酸性气,生产的硫磺产品满足GB/T2449-2006中优等品工艺硫磺的要求。Ⅴ套硫磺回收装置在第三个运行周期选择了国产CT6-11低温加氢催化剂,该催化剂可在还原气存在的状况下将SO2、Sx、COS、CS2还原和水解为H2S。2014 年6 月Ⅴ套硫磺回收装置装填该型号催化剂,于7月进行CT6-11低温加氢催化剂的预硫化及装置引入酸性气开工,于11月将S-zorb再生烟气引入加氢反应器进行处理,至今运行工况良好。
1工艺流程
7×104t/a硫磺回收装置尾气处理部分采用RAR工艺,从尾气还原炉烧嘴来的高温气体与克劳斯尾气在尾气还原炉混合,过程气被加热到一定温度后进入加氢反应器。尾气在反应器内催化剂作用下,使SO2和S8还原成H2S,COS和CS2发生水解反应生成H2S,较高温度的反应气体进入急冷塔下塔冷却。反应气体在急冷塔内与冷凝水直接接触冷却至40 ℃。冷却后尾气经在线增压机加压后进入急冷塔上塔进一步冷却,然后进入吸收塔,低温尾气在吸收塔内与MDEA溶液接触,把绝大部分H2S和部分CO2固定在液相,净化后的尾气从吸收塔塔顶出来,进入焚烧炉焚烧[1]。而S-zorb再生烟气则是与装置克劳斯尾气混合后进入尾气净化炉,加热后再进入尾气加氢反应器,经处理并回收烟气中硫元素,达到净化烟气、变废为宝的目的[2-3]。Ⅴ套硫磺装置尾气处理部分工艺流程见图1所示。

2催化剂
2.1催化剂物理性能
镇海炼化Ⅴ套硫磺回收装置尾气加氢单元采用的是成都能特开发的CT6-11低温加氢催化剂,其物化性能见表1所示。
2.2催化剂装填
CT6-11催化剂装填由专人负责,在装填过程中必须做好防雨措施,并保持反应器内及周围环境干净。装填量为20 t。装填方案为:首先装入高度100 mm的瓷球,随后装入高度650 mm的CT6-11低温加氢催化剂,中间摊平一次,待所有催化剂全部装填完再次摊平,上方再装入高度100 mm的瓷球。催化剂及瓷球的装填情况见表2所示。
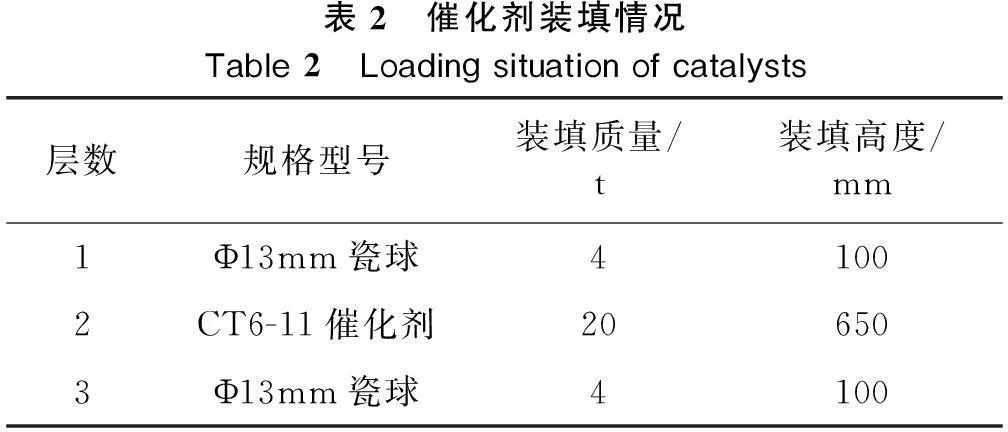
表2 催化剂装填情况Table2 Loadingsituationofcatalysts层数规格型号装填质量/t装填高度/mm1Φ13mm瓷球41002CT6-11催化剂206503Φ13mm瓷球4100
2.3CT6-11催化剂的预硫化
本次CT6-11催化剂预硫化采用酸性气系统管线内H2S作为气源。预硫化酸性气中NH3<1%(φ),重烃<3%(φ)。采用酸性气预硫化的方案,可缩短克劳斯尾气焚烧排放大气的时间,降低装置SO2排放对周边环境的影响[4-5]。
预硫化前,将加氢反应器入口温度升高至190 ℃,利用加氢炉“双比例交叉限位”控制系统调整加氢炉配风,使尾气中的H2体积分数在3%左右,反应器入口的H2S含量保持在1%(φ)。改通酸性气入加氢反应器流程,按20 ℃/h升温至230 ℃进行恒温预硫化,并维持10 h。随后逐步提高反应器入口过程气H2S含量到2%(φ),控制床层中部温度在250 ℃进行硫化,并维持8 h。当温波穿过反应器下部床层或出口的H2S含量大于1%(φ)后,反应器入口按20 ℃/h的速度继续升温至280 ℃,同时反应器入口过程气的H2S含量逐步提高到3%(φ),并维持8 h。连续分析加氢反应器出入口气体的H2S含量,当反应器入口、出口的H2S浓度平衡,说明催化剂预硫化将完成,亦可参考床层温升变化情况,当床层温度不再上升或略有下降时,即据此判定催化剂预硫化结束。
在预硫化过程中,如果没有H2S存在时,应避免催化剂在高于200℃的高温条件下与H2接触,以避免损坏催化剂,影响加氢活性[6]。
3装置运行情况
3.1原料情况
从2014年7月8日装置引入酸性气开工至今已平稳运行6个月,原料酸性气分析情况见表3所示。
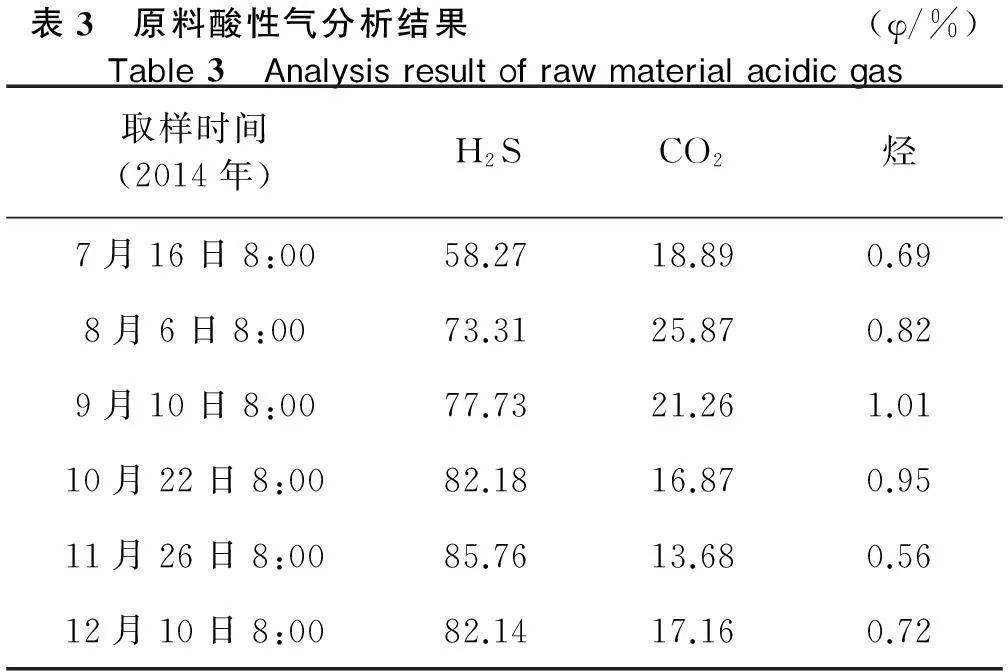
表3 原料酸性气分析结果(φ/%)Table3 Analysisresultofrawmaterialacidicgas取样时间(2014年)H2SCO2烃7月16日8:0058.2718.890.698月6日8:0073.3125.870.829月10日8:0077.7321.261.0110月22日8:0082.1816.870.9511月26日8:0085.7613.680.5612月10日8:0082.1417.160.72
从表3中可以看出,Ⅴ套硫磺回收装置原料酸性气中CO2浓度较高,CO2浓度高会引起反应过程中副反应产物COS的生成。由于COS的水解反应普遍认为是碱性催化反应,同时该反应处于内扩散和化学反应共同控制过程[7-8]。因此,对催化剂的表面碱性中心分布、碱性强度等因素都有较高要求[9]。 同时,也要求所使用的低温加氢催化剂不仅要具有很好的加氢活性,还要具有较强的COS水解能力。另外,由于反应温度在200 ℃以上,这也要求催化剂还需具有良好的抗硫酸盐化能力[10-11]。就目前使用情况而言,催化剂CT6-11能够满足装置的运行要求。
2014年11 月12日,Ⅰ S-zorb 再生烟气改入Ⅴ硫磺尾气净化单元测试,13日Ⅱ S-zorb部分烟气改入Ⅴ硫磺尾气净化单元。表4、表5及表6为S-zorb再生烟气的数据。
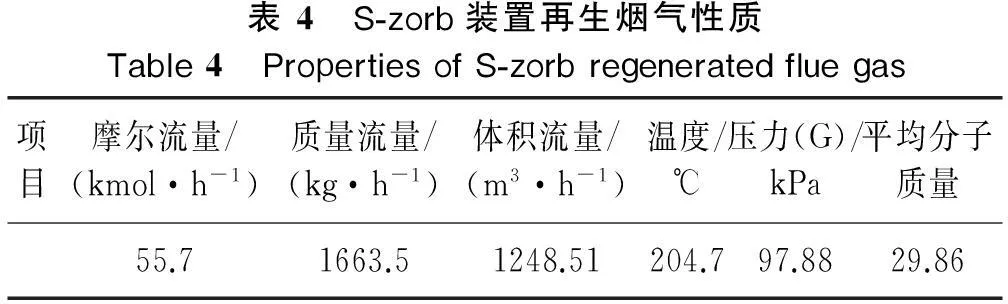
表4 S-zorb装置再生烟气性质Table4 PropertiesofS-zorbregeneratedfluegas项目摩尔流量/(kmol·h-1)质量流量/(kg·h-1)体积流量/(m3·h-1)温度/℃压力(G)/kPa平均分子质量55.71663.51248.51204.797.8829.86
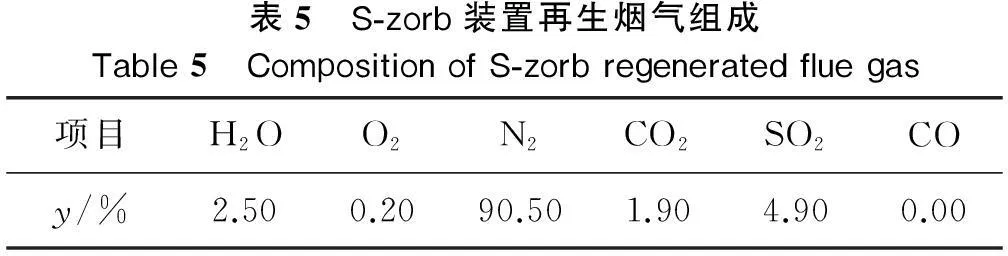
表5 S-zorb装置再生烟气组成Table5 CompositionofS-zorbregeneratedfluegas项目H2OO2N2CO2SO2COy/%2.500.2090.501.904.900.00

表6 S-zorb再生烟气进入硫磺回收装置数据Table6 DataofS-zorbregeneratedfluegasintothesulfurrecoveryunit时间(2014年11月)φ(O2)/%温度/℃进入Ⅴ硫磺装置烟气流量/(t·/h-1)12日10:000.133192.20.48912日22:000.142189.80.67713日10:000.171189.50.76213日22:000.112190.21.2814日10:000.131194.30.429
正常克劳斯尾气中氧含量小于0.05%(φ),从表6中可以看出,实测S-zorb再生烟气氧含量远高于此值。S-zorb再生烟气的引入将会增加低温加氢催化剂的操作苛刻度,提高对催化剂使用性能的要求。
3.2引入再生烟气前后加氢反应器床层温度及SO2排放的变化
2014年11 月12日,Ⅰ S-zorb 再生烟气改入Ⅴ硫磺尾气净化单元测试,13日Ⅱ S-zorb部分烟气改入Ⅴ硫磺尾气净化单元。
从表7可以发现,2014年13日将两路S-zorb再生烟气引入加氢反应器后,催化剂床层温度相比引入前(即11日床层温度)增加约10 ℃左右,单点床层温度最高为269.5 ℃,未出现床层超温及温度大起大落的现象。
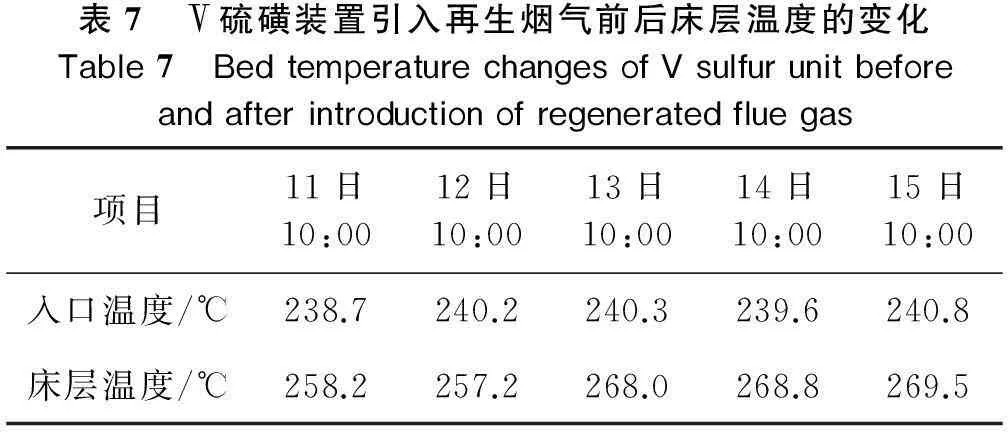
表7 Ⅴ硫磺装置引入再生烟气前后床层温度的变化Table7 BedtemperaturechangesofVsulfurunitbeforeandafterintroductionofregeneratedfluegas项目11日10:0012日10:0013日10:0014日10:0015日10:00入口温度/℃238.7240.2240.3239.6240.8床层温度/℃258.2257.2268.0268.8269.5
同时,利用装置内SO2在线分析仪对装置SO2排放浓度进行监测,监测结果见表8所示。
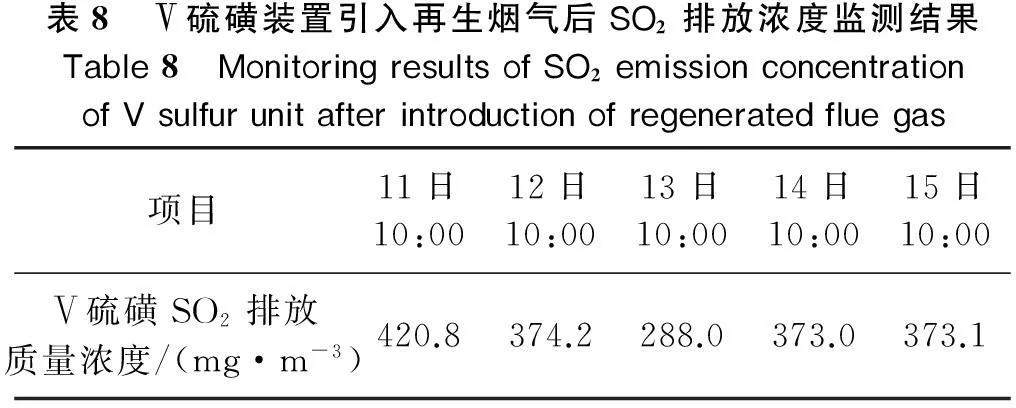
表8 Ⅴ硫磺装置引入再生烟气后SO2排放浓度监测结果Table8 MonitoringresultsofSO2emissionconcentrationofVsulfurunitafterintroductionofregeneratedfluegas项目11日10:0012日10:0013日10:0014日10:0015日10:00Ⅴ硫磺SO2排放质量浓度/(mg·m-3)420.8374.2288.0373.0373.1
由表8可以看出,引入S-zorb 再生烟气后,Ⅴ硫磺回收装置烟气SO2排放浓度均处于较低水平,远低于现行国家环保标准排放限值960 mg /m3,并且SO2排放均出现下降的趋势。由此说明,在较低的使用温度下,低温加氢催化剂CT6-11可以满足S-zorb 再生烟气处理的要求。
3.3加氢反应器运行情况
经过6个月的运行,Ⅴ套硫磺回收装置低温加氢催化剂床层压降未出现明显的增加,床层温升基本保持稳定。装置尾气加氢反应器工艺条件见表9,加氢反应器进出口气体分析化验数据见表10,急冷塔急冷水pH值数据见表11所示。
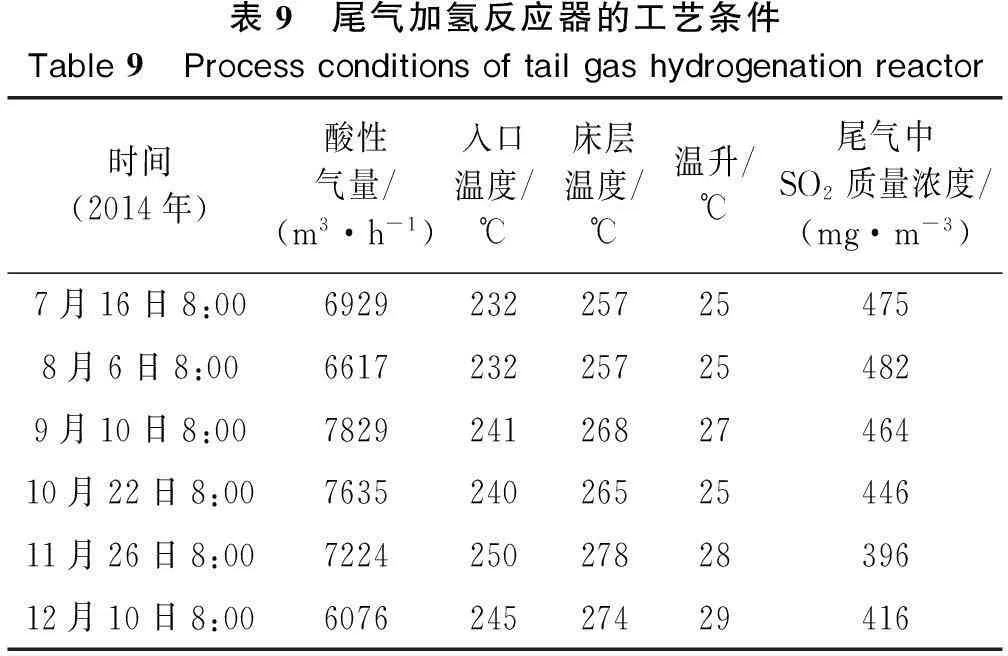
表9 尾气加氢反应器的工艺条件Table9 Processconditionsoftailgashydrogenationreactor时间(2014年)酸性气量/(m3·h-1)入口温度/℃床层温度/℃温升/℃尾气中SO2质量浓度/(mg·m-3)7月16日8:006929232257254758月6日8:006617232257254829月10日8:0078292412682746410月22日8:0076352402652544611月26日8:0072242502782839612月10日8:00607624527429416
从表9中可以看出,低温加氢催化剂CT6-11反应活性较为稳定,反应器床层温升基本保持在25~30 ℃,加氢反应器入口温度控制在230~250 ℃,尾气SO2排放浓度远低于960 mg/m3的国家环保标准。说明CT6-11在较低的温度下,完全满足工业装置的使用要求。
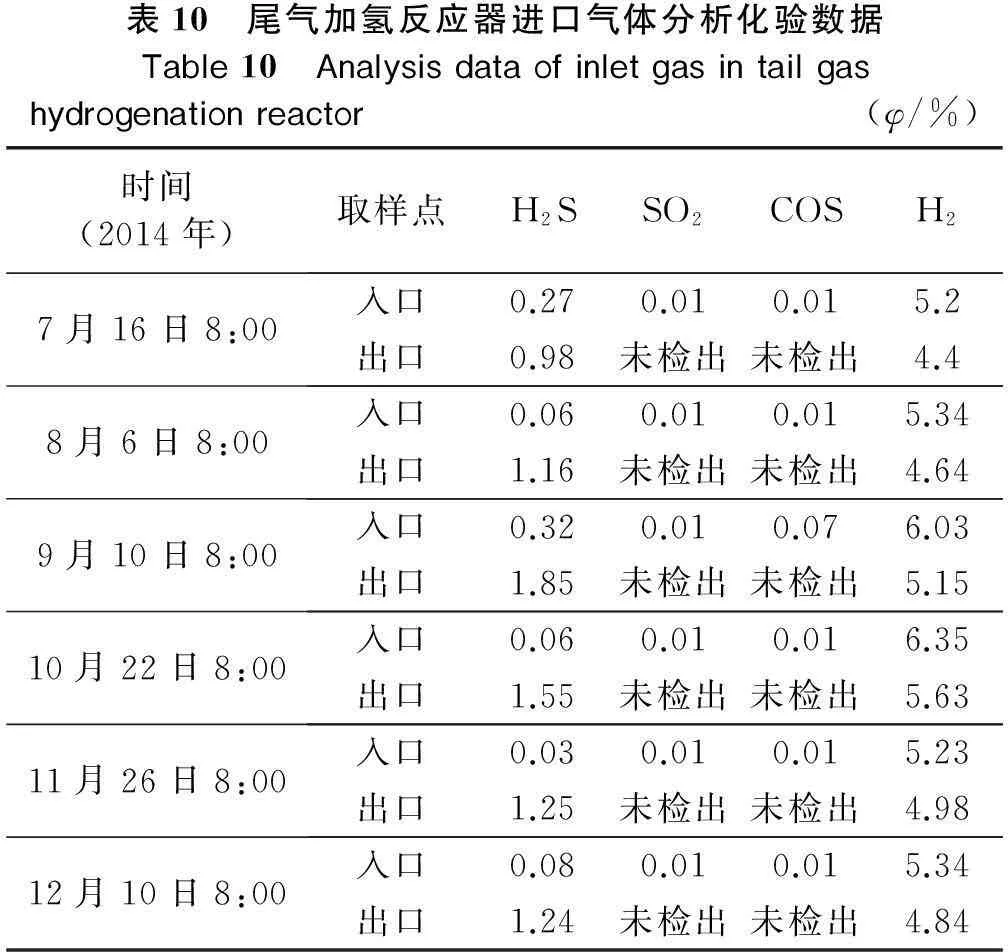
表10 尾气加氢反应器进口气体分析化验数据Table10 Analysisdataofinletgasintailgashydrogenationreactor(φ/%)时间(2014年)取样点H2SSO2COSH27月16日8:00入口0.270.010.015.2出口0.98未检出未检出4.48月6日8:00入口0.060.010.015.34出口1.16未检出未检出4.649月10日8:00入口0.320.010.076.03出口1.85未检出未检出5.1510月22日8:00入口0.060.010.016.35出口1.55未检出未检出5.6311月26日8:00入口0.030.010.015.23出口1.25未检出未检出4.9812月10日8:00入口0.080.010.015.34出口1.24未检出未检出4.84
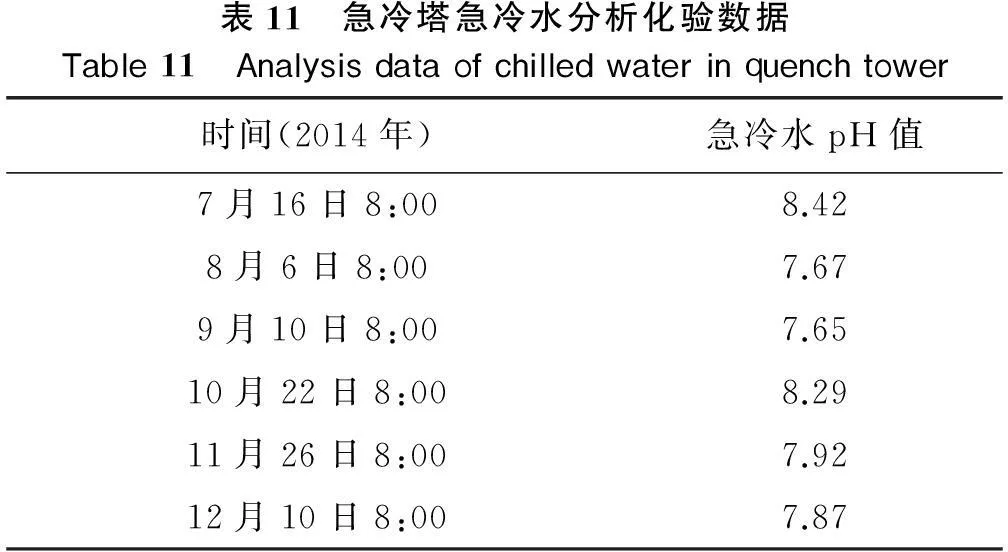
表11 急冷塔急冷水分析化验数据Table11 Analysisdataofchilledwaterinquenchtower时间(2014年)急冷水pH值7月16日8:008.428月6日8:007.679月10日8:007.6510月22日8:008.2911月26日8:007.9212月10日8:007.87
从表10、表11可看出,尾气加氢反应器使用低温加氢催化剂CT6-11后,加氢后的H2S含量较入口有大幅度的提高,说明经CT6-11催化剂加氢后,除SO2加氢和COS水解生成H2S外,还有部分元素硫转化成H2S。另外,由于酸性气中含有较高的CO2,导致过程气中COS含量较高,但经过CT6-11催化剂水解后,在加氢反应器出口均未检出COS的存在,说明CT6-11催化剂具有良好的有机硫水解活性。在装置运行期间,急冷塔的操作一直保持平稳,没有出现急冷水pH值波动、急冷水异常的情况发生。同时也证明CT6-11催化剂具有良好的低温加氢性能。
4结 论
(1) 从装置运行情况来看,使用CT6-11低温加氢催化剂总体性能较好,可以满足生产需要。加氢、水解率等关键性能指标可以满足工况要求,与普通加氢催化剂相比,使用CT6-11低温加氢催化剂可将加氢反应器入口温度降低30~60 ℃的情况下进行加氢操作,这样可以减少瓦斯气消耗,大大降低装置能耗。
(2) 使用CT6-11低温加氢催化剂,可将S-zorb再生烟气与克劳斯尾气混合后直接引入尾气加氢反应器。引入后硫磺回收装置操作稳定,加氢效果明显,装置烟气SO2排放浓度处于较低水平,低于国家大气污染物综合排放标准的要求,即SO2排放浓度不大于960 mg/m3,是目前S-zorb再生烟气较为理想的处理方式。
参 考 文 献
[1] 刘洋, 李法璋. 20×104t/a硫磺回收装置运行总结[J]. 石油与天然气化工, 2012, 41(6): 563-566.
[2] 朱云霞, 徐惠. S-zorb 技术的完善及发展[J]. 炼油技术与工程, 2009, 39(8): 7-11.
[3] 温崇荣, 赵榆, 吴晓琴. S-zorb工艺再生烟气进入硫磺回收装置的探讨[J]. 石油与天然气化工, 2011, 40(3): 243-253.
[4] 师彦俊, 吴晓琴, 邓晓峰. CT6-5B尾气加氢催化剂在镇海炼化的工业应用[J]. 石油与天然气化工, 2011, 40(5): 456-459.
[5] 金洲. 降低硫磺回收装置烟气中SO2排放问题探讨[J]. 石油与天然气化工, 2012, 41(5): 473-478.
[6] 师彦俊. LS-951Q 尾气加氢催化剂在镇海炼化的工业应用[J]. 硫酸工业, 2013(2): 49- 52.
[7] 梁美生, 李春虎, 郭汉贤, 等. 低温条件下羰基硫催化剂水解反应本征动力学研究[J]. 催化学报, 2002(4): 357-362.
[8] 李建伟, 李成岳, 刘金盾, 等. 还原气氛中γ-906型催化剂上羰基硫水解动力学研究[J]. 工业催化, 1996(2): 23-29.
[9] 李春虎, 郭汉贤, 谈世韶, 碱改性γ-Al2O3催化剂表面碱强度分布与COS水解活性的研究[J]. 分子催化, 1994(4): 305-312.
[10] 林建英, 郭汉贤, 谢克昌. 羰基硫水解催化剂的失活行为研究[J]. 宁夏大学学报, 2001, 22(2): 192-196.
[11] 梁美生, 李春虎, 郭汉贤, 等. 红外光谱法对COS水解催化剂氧中毒行为的研究[J]. 燃料化学学报, 2002(4): 347-352.
Application of low temperature hydrogenation catalyst CT6-11 in Zhenhai refinery
Jiang Yalun1, Wang Yang1, Zhu Hongyang2, Yang Yuchuan2
(1.RefiningSecondUnit,SinopecZhenhaiRefinery&ChemicalCo.,Ltd,Ningbo315207,China; 2.Research
InstituteofNaturalGasTechnology,PetroChinaSouthwestOil&GasfieldCompany,Chengdu610213,China)
Abstract:This paper introduces the operation status of 70×103t/a sulfur recovery and tail gas treating unit and low temperature hydrogenation catalyst CT6-11 in Zhenhai Refinery. The running result in recent months shows that CT6-11 has a good low temperature hydrolysis performance. Hydrogenation conversion of SO2can reach 100%, and COS hydrolysis rate is over 99%. After S-zorb regenerated flue gas is introduced into the tail gas hydrogenation unit, the unit runs smoothly, the operating parameters are normal, the catalyst keeps high activity, and the emission concentration of sulfur dioxide after treating S-zorb regenerated flue gas is far lower than the national environmental protection standard of 960 mg/m3.
Key words:sulfur recovery, CT6-11 catalyst, tail gas hydrogenation, low temperature, S-zorb
收稿日期:2015-01-20;编辑:杨兰
中图分类号:TE426.94
文献标志码:B
DOI:10.3969/j.issn.1007-3426.2015.02.009
作者简介:江亚伦(1956-),男,1977年毕业于浙江大学化工系基本有机化工专业,工程师,注册安全工程师,长期从事石油及化工生产装置技术及HSE管理工作。E-mail:jiangyl.zhlh@sinopec.com
猜你喜欢
中国化肥信息(2021年5期)2021-07-28
四川化工(2020年2期)2020-05-20
山东化工(2019年24期)2020-01-17
兵工学报(2019年6期)2019-08-06
消费导刊(2018年10期)2018-08-20
中国公路(2017年10期)2017-07-21
中国化肥信息(2016年30期)2016-05-17
中国化肥信息(2016年28期)2016-05-17
浙江大学学报(工学版)(2015年1期)2015-03-01
化工管理(2014年21期)2014-06-11
