
DetaV DCS在液化气分馏装置中的应用
2015-03-09 02:13:00ApplicationofDetaVDCSinLPGFractionationUnit
自动化仪表 2015年2期
Application of DetaV DCS in LPG Fractionation Unit
胡佳琦
(中海油上海分公司西湖作业公司,上海 200030)
DetaV DCS在液化气分馏装置中的应用
Application of DetaV DCS in LPG Fractionation Unit
胡佳琦
(中海油上海分公司西湖作业公司,上海200030)
摘要:介绍了液化气分馏工艺流程,分析研究了关键工艺参数控制点,设计开发了液化气分馏过程控制系统,详细阐述了液化气分馏装置控制系统的硬件组成和软件组态。控制系统采用美国Emerson公司的DetaV DCS系统,通过控制网络连接、硬件配置和软件组态,实现液化气分馏过程的数据采集、单回路控制、复杂回路控制、实时监控以及报警和历史记录收集。经投运证明,该控制系统操作简便、控制可靠,保证了液化气分馏装置的稳定工作。
关键词:液化气分馏装置DetaV DCS数据采集回路控制在线监控
Abstract:The technological process of LPG fractionation is introduced, the critical process parameters are analyzed and researched, and the control system for LPG fractionation process is designed and developed. The hardware composition and software configuration of this control system are described in detail. Emerson DetaV DCS is selected for the control system, through control network connection, hardware and software configuration, various functions including data acquisition, single loop control, complicated loop control, real time monitoring, alarm and collection of historical records are implemented. Having been put into operation, it is verified that the control system is reliable, easily to operate, and ensures the stable operation of LPG fractionation unit.
Keywords:LPG fractionation unitDetaV DCSData acquisitionLoop controlOnline monitoring
0引言
液化气中含有丙烷、丁烷、戊烷以及其他重组分烃。通过分馏,可以分离出液化气中的不同组分,提高经济效益[1]。
随着自动化技术的不断发展,DCS系统广泛应用于液化气分馏的过程控制,极大提升了控制精度和效率[2]。Emerson DetaV DCS系统作为新一代开放型的网络控制系统,将DCS的性能与PC完美结合,完全兼容Windows7操作系统,具有开放的操作环境、方便的控制组态和实时的监控功能。中海油上海分公司西湖作业公司天然气处理厂项目采用Emerson DetaV DCS系统作为液化气分馏生产过程控制系统,对工艺过程实施监控,取得了良好的效果。
1液化气分馏工艺
液化气进入脱丙烷塔中部,在向下流动过程中,依次和各层塔板上升的蒸汽接触,液相中组分较轻的丙烷部分汽化,重组分浓度逐渐增高。下流的液体经过多层塔板部分汽化,最终塔底可以得到含轻组分极少的合乎质量要求的重组分产品。丙烷从脱丙烷塔顶部经空冷器冷凝后进入回流罐,回流罐液相经脱丙烷塔回流泵增压,一部分作为塔顶回流,另一部分经产品冷却器冷却后进入丙烷储罐;脱丙烷塔塔底液相一部分进入脱丙烷塔再沸器换热后返回塔底,另一部分被送至脱丁烷塔中部作为进料。按同样的原理,从塔顶脱出丁烷,将塔底液相作为进料送入脱戊烷塔中部,从塔顶脱出戊烷,将塔底液相送入稳定轻烃球罐存储。各塔在操作中既有它们的连续性,又有它们的独立性,操作中只有保持各塔的产品质量,才能保证系统的产品质量。
分馏各操作参数对产品质量的影响分析如下。
① 压力:液化气具有沸点低、蒸汽压力大的特点,塔压稍有下降,液化气将很快挥发,并产生气液夹带现象,降低分馏效果。因此,要严格控制压力,波动范围不超过±0.05 MPa。
② 温度:主要影响塔的压力,温度升高,塔压也随之升高。根据情况通过调节塔底重沸器的热介质量来调节温度。
③ 回流量:回流的作用一方面是提供塔板上的液相回流,以达到汽、液两相充分接触、传质、传热的目的;另一方面取走塔内剩余的热量,维持全塔的热平衡,以利于控制产品的质量。
④ 液位:各塔压力相差较大,因此液面调节不能过于剧烈,防止塔液面蒸空,重沸器干涸。
2DCS系统配置
2.1 系统硬件
分馏装置过程控制采用Emerson DetaV DCS系统。整个系统由工作站、冗余控制网络、现场控制部分构成[3]。
2.1.1工作站
DetaV系统工作站是DetaV系统的人机界面,通过系统工作站,企业的操作人员、工程管理人员及企业管理人员可随时了解、管理并控制整个企业的生产及计划。
DetaV系统工作站分为三种:工程师站、操作员站、应用站。
① 工程师站
本系统配置1台工程师站。工程师站包含DetaV系统的全部数据库,能将系统的所有位号和控制策略映射到DetaV系统的每个节点设备。工程师站拥有配置系统组态、控制及维护的所有工具,如IEC 1131图形标准的组态环境、完整的图形库和相关的控制策略[4]、OPC以及图形和历史组态工具。此外,通过工程师站设置系统许可和安全口令,可实现用户权限管理。
② 操作员站
本系统配置3台操作员站。操作员站可提供友好的用户界面、高级图形、实时和历史趋势、由用户规定的过程报警优先级和整个系统安全保证等功能。通过操作员站可实现生产过程的监视和调节控制、直观的流程画面显示、报警处理、历史趋势记录及报表打印。
③ 应用站
本系统配置1台应用站。应用站用于支持DetaV系统与其他通信网络,如工厂管理网之间的连接。应用工作站可运行第三方应用软件包,并将第三方应用软件的数据链接到DetaV系统中。此外,应用工作站还可以通过OPC服务器,将过程信息与其他应用软件集成,可支持每秒2万多个过程数据的通信,可以在与之连接的局域网上设置远程工作站。远程工作站可以具备与DetaV系统本地工程师站或操作员站完全相同的功能,可实现对DetaV系统进行远程组态、实时数据监视等操作。
通过应用工作站,可以监视最多25 000个连续的历史数据、实时与历史趋势,大大提升历史数据存储的数量。
2.1.2冗余控制网络
DetaV系统的控制网络是以10/100 Mbit/s以太网为基础的冗余的局域网(LAN)。系统的所有操作站及控制器均直接连接到控制网络上,不需要增加任何额外的中间接口设备。
网络的冗余设计提供了通信的安全性。DetaV系统的工作站和控制器都配有冗余的以太网口,通过两个不同的网络交换机及连接的电缆,建立两条完全独立的网络。主网通信若出现故障,可通过副网继续通信,保持网络畅通[5]。
2.1.3现场控制部分
现场控制部分由机架、控制器和I/O卡件组成。
机架为控制器和I/O卡件提供电源和数据传输总线。控制器和I/O卡件安装在机架插槽中,由机架提供电源。由输入卡件采集的现场变送器信号经机架底板的数据传输总线送至控制器,经控制器运算后输出的控制信号也通过数据传输总线送至输出卡,控制现场执行机构动作。
控制器是控制策略的执行部分,由工程师站组态的控制策略通过控制网络下载到控制器中。控制器能在50 ms内完成从输入通道接收信息、调用控制策略算法,并将计算数据输出给执行机构的一系列工作。
控制器采用冗余配置,I/O实时数据通过主动上传方式同时上传给主控制器和备用控制器。正常情况下,主控制器和备用控制器同步刷新输入数据、执行控制程序,但只有主控制器进行输出I/O设备的控制[6]。备用控制器不断监测主控制器状态,当主控制器故障时,备用控制器就会在不需要初始化和用户干预的情况下,接管对输出I/O的控制,自动提供连续无扰动控制。
I/O卡件是DetaV系统与现场仪表的接口,负责现场检测数据输入与控制数据输出。I/O卡均为模块化设计,可即插即用、自动识别、带电插拔。
控制系统结构如图1所示。
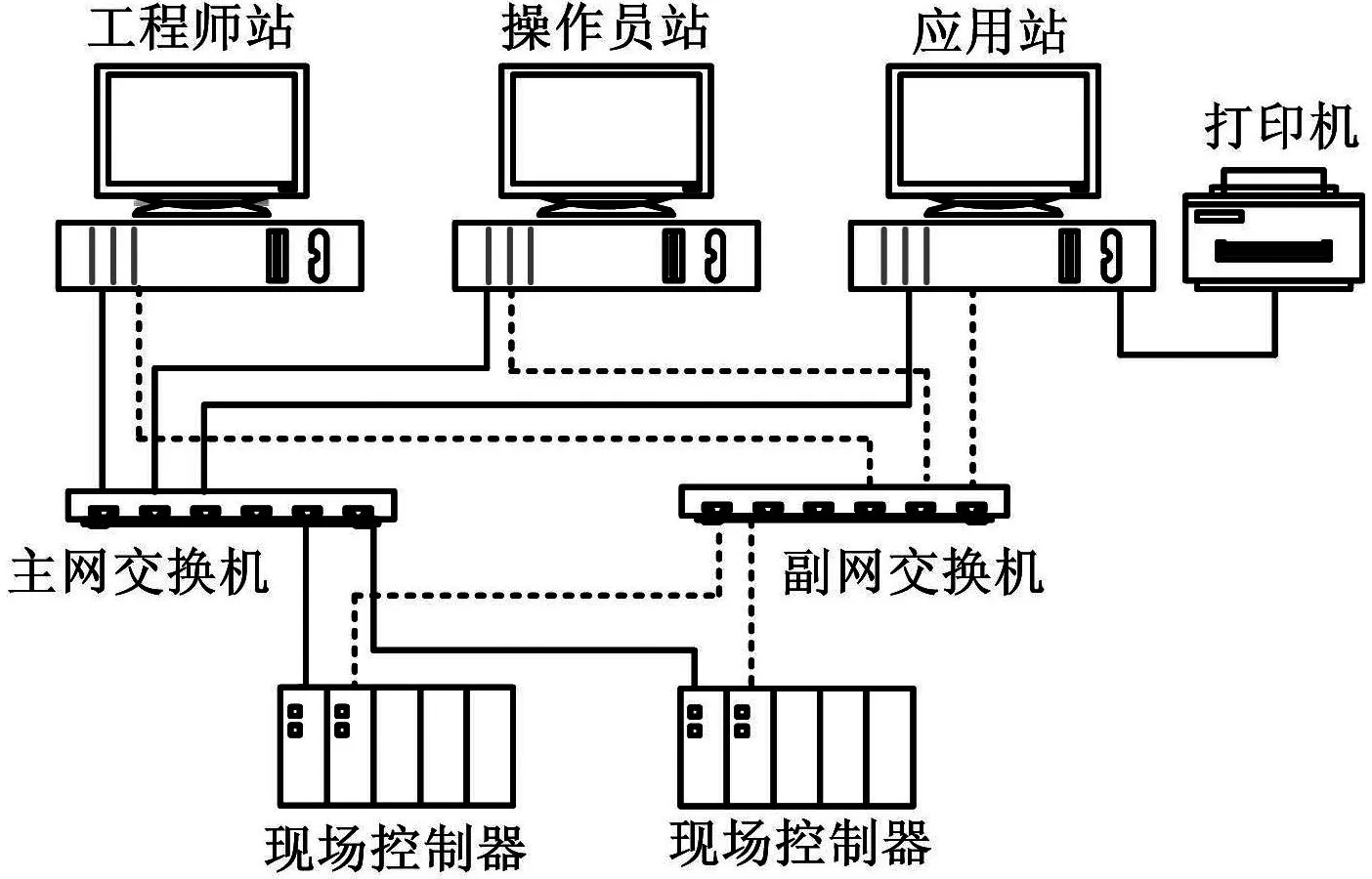
图1 控制系统结构图
2.2 软件组态
2.2.1现场控制器组态
对于安装好的现场控制器,必须在工程师站上进行组态配置,包括控制网络添加、控制器分配、输入输出通道使能、设备位号分配[7]。通过组态配置,建立中控工作站与现场控制器的实时数据传输通道,为下一步组态做好准备。
2.2.2操作站组态
首先建立不同级别的操作员账户,设置操作权限;然后组态流程画面,实现监控与操作的需要;最后组态历史趋势记录,包括定义趋势组、趋势点以及采样周期,并做好打印设置。
3分馏工艺控制策略组态
分馏工艺操作中,压力、温度、液位、回流量都对产品品质有很大影响,建立这几大参数的控制策略是整个液化气分馏控制的核心工作,关系着分馏装置能否高效生产,以及产品质量是否合格。因此,需对这几大参数分别进行控制策略组态。
3.1 温度控制组态
大多数的温度控制系统可以看作一阶纯滞后环节。由于本系统纯滞后时间较小,故可采用单回路PID(比例、积分、微分)控制算法实施控制。
3.1.1DetaV DCS系统PID计算原理
单回路PID控制是一个典型的闭环控制系统,其控制原理如图2所示。
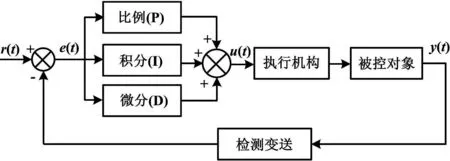
图2 单回路PID原理图

(1)
将偏差e(t)作为PID控制的输入,u(t)作为PID控制的输出,将偏差e(t)的比例(P)、积分(I)和微分(D)通过线性组合构成控制量[8],对被控对象进行控制,可得一般模拟系统的PID微分方程为:

(2)
式中:Kp为比例增益;Ti为积分时间;Td为微分时间;u(t)为控制量;e(t)为测量值与给定值的偏差。
DCS系统采用计算机控制,计算机控制是一种采样控制,它只能根据采样时刻的偏差计算控制量,而不能像模拟控制那样连续输出控制量。式(2)中的积分项和微分项不能直接使用,必须进行离散化处理。离散化处理的方法为:以T作为采样周期,k作为采样序号,则离散采样时间kT对应着连续时间t,用矩形法数值积分近似代替积分,用一阶后向差分近似代替微分,可作如下变换:
t≈kTk=0,1,2,…,n
(3)
(4)

(5)
将式(3)~式(5)代入式(2),得到离散的PID表达式:

(6)
或

(7)
式中:k为采样序号;uk为第k次采样时刻计算机输出值;ek为第k次采样时刻输入的偏差值;ek-1为(k-1)次采样时刻输入的偏差值;Ki为积分系数,Ki=KpT/Tj;Kd为微分系数, Kd=KpTd/T。
如果采样周期足够小,则式(6)或式(7)的近似计算可以获得足够精确的结果,离散控制过程与连续过程十分接近。式(6)或式(7)表示的控制算法是直接按式(2)所给出的PID控制规律定义进行计算的,所以它给出了全部控制量的大小,被称为全量式或位置式PID控制算法[9]。
这种算法的缺点是:由于全量输出,所以每次输出均与过去状态有关,计算时要对ek进行累加, 工作量大;并且因为计算机输出的uk对应的是执行机构的实际位置,如果计算机出现故障,输出的uk将大幅度变化, 引起执行机构的大幅度动作,可能因此造成严重的生产事故,这在实际生产中是不允许的。因此,选择采用增量式PID控制算法以避免此现象发生。
增量式PID是指数字控制器的输出只是控制量的增量Δuk。当执行机构需要的控制量是增量而不是位置量的绝对数值时,可以使用增量式PID控制算法进行控制。增量式PID控制算法可以通过式(6)推导出。由式(6)可以得到控制器的第(k-1)个采样时刻输出值为:

(8)
将式(6)与式(8)相减并整理,可得到增量式PID控制算法公式为:


Aek+Bek-1+Cek-2
(9)
由式(9)可以看出,如果计算机控制系统采用恒定的采样周期T,一旦确定A、B、C,只要使用前后三次测量的偏差值,就可以由式(9)求出控制量。增量式PID控制算法与位置式PID算法式(6)相比,计算量小,有利于提高控制系统反应速度,DetaVDCS系统采用此方式进行PID运算。
3.1.2温度控制单回路组态
本项目单回路PID控制器用于控制分馏塔温度(PV)保持在恒定的温度设定值(SV)。系统通过温度采集单元反馈回来的实时温度信号(PV)获取偏差值(EV),偏差值经过PID调节器运算输出,控制加热器热介质流量,以克服偏差,促使偏差趋近于零。
在DetaV系统中,无需进行复杂的PID运算编程,只需通过一个PID功能块即可实现上述运算以及参数设定。该功能块已通过VB编写好PID控制算法,只需设定输入信号通道、输出信号通道、PID参数值,即可完成输入信号采集、PID运算、输出控制、反馈比较,实现单回路PID控制。单回路PID控制组态如图3所示。

图3 单回路PID控制组态
3.2 压力-液位控制组态
分馏塔压力受两方面影响。一是塔顶气相放空量,可直接降低塔压;二是液相产品进入储罐的量。由于储罐压力低于分馏塔压力,在液相产品输送过程中如果控制不当,会造成分馏塔压力降低,因此,对以上两方面分别进行控制策略组态。
3.2.1压力控制单回路组态
对于塔顶气相放空量的控制,采取同温度控制一样的单回路PID控制,通过压力变送器检测塔压。当塔压高于设定值时加大放空阀开度,增加放空量,降低塔压;当塔压低于设定值时减小放空阀开度,减少放空量,增加塔压。
3.2.2压力-液位复杂控制组态
对于液相产品出料量的控制,需保持分馏塔压力,同时保证塔液位不能过低,防止液面蒸空,造成重沸器干烧,以及产品输送泵干抽,损坏设备,造成事故。由于需要兼顾压力和液位两个参数,单回路PID控制难以实现有效控制,因此组态策略采用超驰控制。
超驰控制是指当生产操作趋向限制条件时,一个用于控制不安全工况的控制方案将取代正常情况下的控制方案,直到生产操作重新回到安全范围以内并恢复控制方案为止[10]。
依照功能划分,超驰控制系统可分为以下三类[11]。
第一类,开关型超驰控制系统。一般是在主路控制器到调节阀门间设置一个电磁阀门,由辅路超驰信号控制电磁阀门。当超驰信号送到时,电磁阀门断开,主路调节阀门由于失气或失电,调节阀门自动向预先设定的全关(FC)或全开(FO)动作。因此,当超驰信号出现时,调节阀门的最终动作是全开或全关,此时调节阀不会动态地进行调节。
第二类,连续型超驰控制系统。将开关型超驰控制系统中的电磁阀门换成选择性控制器。该选择型控制器可以预先设定为优先选择信号高的或者是信号低的一侧信号,主路控制信号和超驰控制信号始终都是通向该选择器,连续型控制系统的超驰信号可以动态调节阀门。
第三类,混合型超驰控制系统。控制系统中同时有开关型和连续型超驰控制系统。
在本项目中,采取压力-液位连续型超驰控制系统,超驰控制系统有压力和液位两个控制器,由低选器选择出能适应生产安全状况的控制信号,实现对生产过程的自动控制。超驰控制原理如图4所示。
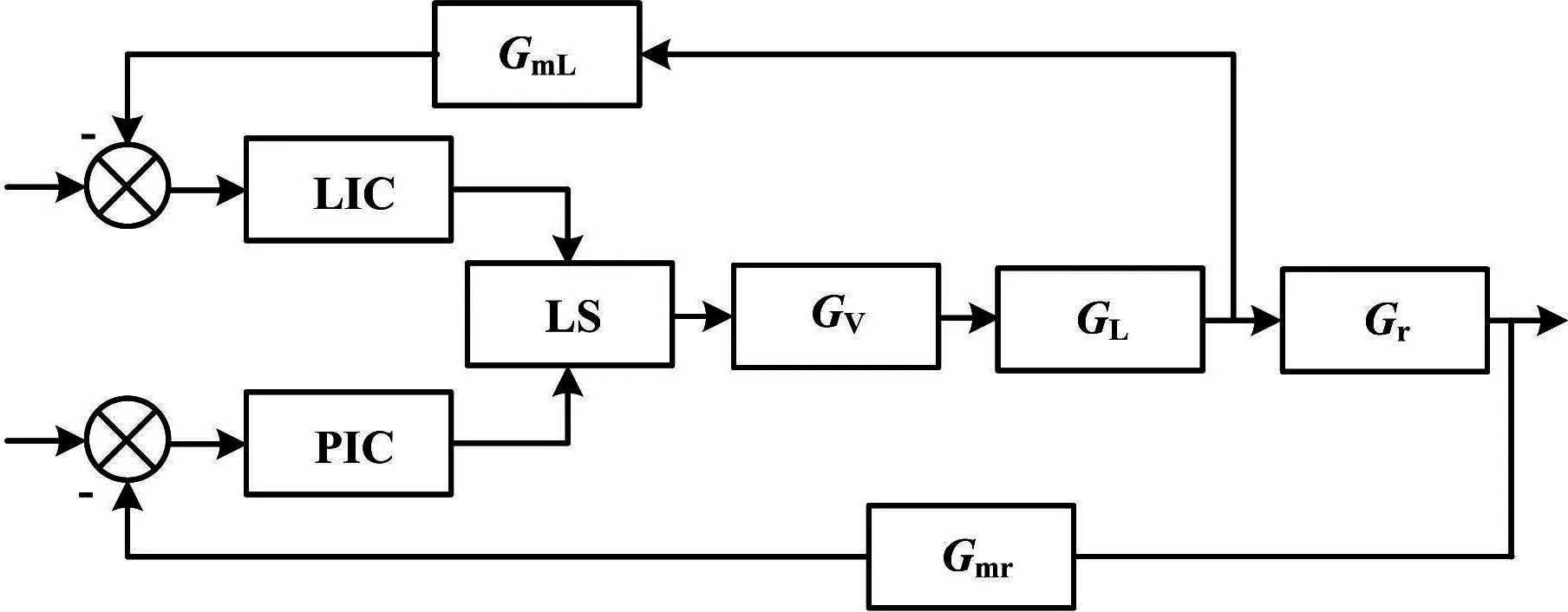
图4 超驰控制原理图
压力-液位超驰控制系统的详细设计如下。
① 控制阀开、闭形式选择:根据生产安全要求选择控制阀的开、闭形式。当分馏装置出现故障时,控制阀应关闭,停止出料,因此控制阀选择气开式。
② 控制规律及正、反作用选择:根据对象的特性和控制的要求,选择控制器的控制规律及正、反作用。压力控制器(PIC)为正常情况控制器,当分馏塔压力高于设定值时,控制器输出增加,使阀门开度增加,分馏塔压力降低,因此选择正作用。液位控制器(LIC)为非正常情况控制器,当分馏塔液位低于设定值时,控制器输出减小,使控制阀开度减小,减少出液量以保持塔液位,因此选择正作用。
③ 选择器类型的选择:根据生产处于非正常情况下控制器的输出信号高、低来确定。如果非正常情况控制器输出为高信号,则应选高选器;如果非正常控制器输出为低信号,则应选低选器。分馏生产处于非正常情况下,液位控制器(LIC)为保证实际液位不低于设定值,会输出低信号,所以选择器设计为低选器。
④ 控制规律选择:正常情况下工作的控制器,选择PID控制;非正常情况下的控制器,选择比例式控制。
压力-液位超驰控制系统组态如图5所示。

图5 压力-液位超驰控制系统组态
3.3 流量-液位控制组态
分馏塔生产过程中需要一定的产品回流,以提高产品纯度,在保证回流量的同时,也必须保持回流罐液位处于安全状态,避免抽干回流罐。因此,对于流量-液位的控制,选择跟压力-液位相同的超驰控制,达到控制要求。
4监控报警
4.1 在线监控
操作员站显示整个分馏的工艺流程、设备运行状况、过程变量值及历史趋势图。操作人员可以通过显示器监控流程运行情况,并能手动调整控制参数,实现对自控系统的干预。
4.2 故障报警及联锁保护
当分馏装置运行过程中出现故障或工艺参数超限时,控制系统会出现声光报警,提醒操作人员及时采取措施排除故障,保证系统正常运行。同时,在中控室内设置紧急关停按钮,在出现紧急情况时可人为关停整个系统。
5结束语
采用DetaV DCS系统对液化气分馏进行过程控制,能够轻松实现单回路和复杂控制回路控制策略的组态。其强大的数据处理能力保证了各参数控制达到预期要求;通过简单、直观的操作界面可监控整个工艺流程,并进行历史记录和报警信息查询。系统自2011年投运以来,未出现故障,保证了液化气分馏装置的稳定运行,为公司创造了良好的经济效益。
参考文献
[1] 魏顺安.天然气化工工艺学[M].北京:化学工业出版社,2009:163-164.
[2] 吴勤勤.控制仪表及装置[M].北京:化学工业出版社,2013:258-259.
[3] 肖君.DCS及现场总线技术[M].北京:清华大学出版社,2011:15-18.
[4] 姚立波.组态监控设计与应用[M].北京:机械工业出版社,2011:1-2.
[5] 裘坤,李华军,何应坚.控制系统冗余设计和分析[J].自动化仪表,2008,29(12):52-53.
[6] 谢彤.DCS控制系统运行与维护[M].北京:北京理工大学出版社,2012:10-12.
[7] 施仁.自动化仪表与过程控制[M].北京:电子工业出版社,2012:34-36.
[8] 黄德先.过程控制工程[M].北京:清华大学出版社,2011:10-11.
[9] 刘金琨.先进PID控制MATLAB仿真[M].北京:机械工业出版社,2011:2-5.
[10]厉玉鸣.化工仪表及自动化[M].北京:化学工业出版社,2011:152-155.
[11]邵裕森,戴先中.过程控制工程[M].北京:机械工业出版社,2011:211-215.
中图分类号:TP273
文献标志码:A
DOI:10.16086/j.cnki.issn1000-0380.201502007
修改稿收到日期:2014-07-09。
作者胡佳琦(1980-),男,2003年毕业于西南石油大学自动化专业,获学士学位,工程师;主要从事现场仪表与自动控制系统方面的研究。
猜你喜欢
河北农机(2020年10期)2020-12-14 03:13:42
中国化肥信息(2020年12期)2020-07-22 06:00:04
石油石化绿色低碳(2019年6期)2019-01-14 01:16:20
能源(2018年8期)2018-09-21 07:57:32
制造技术与机床(2017年6期)2018-01-19 02:41:07
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
工业设计(2016年11期)2016-04-16 02:49:22
当代化工研究(2016年7期)2016-03-20 16:22:03
中国铸造装备与技术(2015年5期)2015-12-10 10:23:41
电源技术(2015年9期)2015-06-05 09:36:06
