
塑料综丝的综眼自动热冲扭机创新设计
2015-03-05 06:47易飚
苏州市职业大学学报 2015年4期
易 飚
(苏州市职业大学 机电工程学院,江苏 苏州 215104)
塑料综丝的综眼自动热冲扭机创新设计
易 飚
(苏州市职业大学 机电工程学院,江苏 苏州 215104)
摘 要:设计的自动热冲扭机是一种能完成塑料综丝综眼热冲扭工序的新型装置,通过热冲扭部件,完成综眼的热冲扭工序,由自动传送机构实现综丝的入料、送料和出料.设计的自动热冲扭机具有结构简单实用,可实现对塑料综丝加工的自动化,极大地提高了工作效率,降低了生产成本.
关键词:自动热冲扭机;塑料综丝;综眼
综丝是在纺织机械中使用的主要易耗配件,在有水、潮湿的环境中工作,传统制造综丝的材料主要是奥氏体不锈钢,但原材料价格昂贵、总量重、加工成本高、摩擦大、丝断头率高、柔韧性差,所以现在已不常采用.现在的综丝原材料更多采用具有热塑性的塑料,通过注塑成型的方法生产综丝的半成品,再通过综眼的热扭、抛光工序,最终制成塑料综丝,见图1[1-2].塑料综丝左、中、右的位置共有三个环孔,中间环孔称为综眼,能使经纱从中穿过,为了将经纱顺利穿入综眼,每根综丝的综眼位置要产生一个10°~30°的局部扭转;左右环孔用于穿综条或把吊,考虑到两条成品综丝在使用中要正反成对安放,在综丝两头环孔处需要各做出一对凸凹结构,现在专门生产塑料综丝的企业采用人工热扭综眼模具一根一根对综眼和左右环孔凸凹结构进行加工,工作效率低、产品质量不稳定、成本高,制约了对市场份额的占有,本设计的自动热冲扭机是一种能完成塑料综丝综眼热冲扭工序的新型装置,通过热冲扭部件,完成综眼的热冲扭工序;由自动传送机构实现综丝的入料、送料和出料.

图1 成品塑料综丝
塑料综丝综眼自动热冲扭机有两大核心机械结构,一为热冲扭部件,主要实现综丝综眼的热冲扭动作,同步完成两侧环孔的凸凹结构热冲扭工序;二为自动化生产装置必备的综丝自动传送部件,主要实现综丝的入料、送料和出料[3].
1 机械热冲扭装置
热冲扭装置包括三组热冲扭组件以及控制热冲扭组件上下运动的驱动组件,其中中间的热冲扭组件用于热冲扭综眼,左右两组热冲扭组件用于热冲扭综丝两侧环形凸凹结构.
1.1 热冲扭综眼组件
如图2所示,热冲扭综眼组件由对立设置的上、下两组冲头组件构成,其中每组冲头组件分别包含有铜质冲头1、电加热棒安装板2、设置有电加热棒3的铜质加热槽4、以及固定有支撑滚轮架5的滑轨6和滑轨座7;冲头1安装在加热槽4的头部,并与加热槽4内的电加热棒3接触,这样可以为冲头1进行加热;而电加热棒3的功率是根据热扭时需要的温度来进行调整的;加热槽4固定在起隔热作用的胶木板的加热棒安装板2上,加热棒安装板2固定在滑轨6的背面,同样滚轮支撑架5也是固定在滑轨6的背面,滑轨6和滑轨座7对应,滑轨6可以带动上下冲头组件进行上下滑动,实现对综眼的热冲扭.
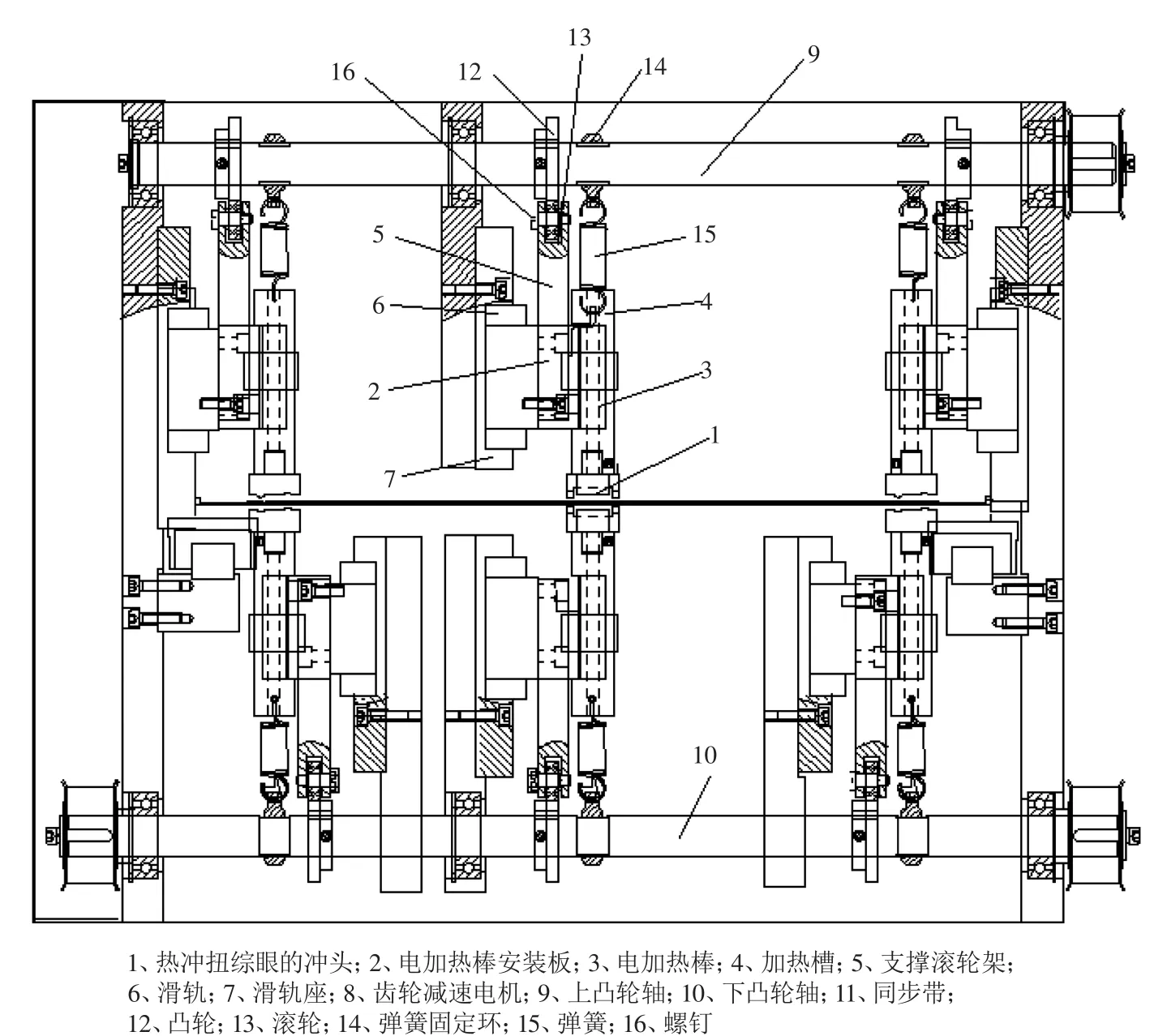
图2 热冲扭装置中主视图的结构示意图
1.2 热冲扭环形凸凹结构组件
综丝两侧的凸凹结构位于左右两侧的热冲扭组件所在的位置,见图2,三组热冲扭组件的结构仅在冲头1的结构上存在差异,且组成每组热冲扭组件的上下冲头组件又与上述的结构相同.
1.3 控制热冲扭组件上下运动的驱动组件
控制热冲扭组件上下滑动动力的驱动组件如图3所示,含有齿轮减速电机8、上凸轮轴9、下凸轮轴10,传动组件,以及带动上、下凸轮轴8、9进行同步转动的同步带11;其中热冲扭装置在每组冲头组件上均对应地连接一组传动组件,如图2所示,传动组件又含有凸轮12、滚轮13、弹簧固定环14和弹簧15,其中滚轮13通过螺钉16固定在支撑滚轮架5上,凸轮12和弹簧固定环14相邻设置,并各自固定在凸轮轴上,而弹簧15的一头挂钩在弹簧固定环14上,另一头固定在加热槽4上.
工作时(见图2、图3),齿轮减速电机8通过同步带11传递作用带动上凸轮轴9和下凸轮轴10进行同步转动,这样套装在上凸轮轴9上的凸轮12也同步进行转动,当凸轮12的长轴部分接触到滚轮13时,就驱动滚轮13向下做直线运动,由于滚轮13是被螺钉16固定在支撑滚轮架5上的,这样驱动支撑滚轮架5向下做直线运动,同理由于支撑滚轮架13固定在滑轨6的背面,使得滑轨6在滑轨座7向下运动,带动同样固定在滑轨6背面的电加热棒安装板2连同加热槽4、电加热棒3、冲头1、弹簧15整体向下做直线运动,并对塑料综丝进行热冲扭作用;热冲扭结束后,在向下运动时已被拉长的弹簧15在自身弹性形变的作用下,热冲扭组件就会被整体向上拉回到原来的初始位置,这样完成了一个周期的加工运动,同理左右两侧的热冲扭凸凹组件也按照上述的运动方式完成一个周期的加工运动,
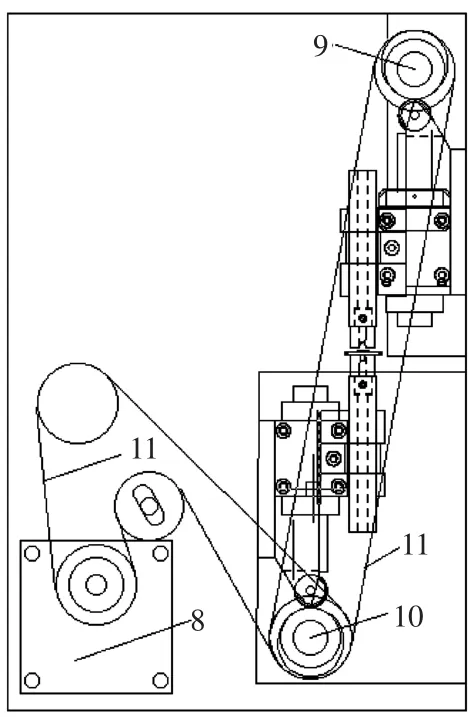
图3 控制热冲扭组件运动的驱动组件
2 综丝自动传送部件
2.1 综丝入料、送料、出料路径
自动传送装置(见图4)用于对塑料综丝进行传输,使半成品塑料综丝16从对其进行加工的中间位置13穿过,在工作开始执行时,需要手工将单条的半成品综丝16放入到入料盘14,半成品综丝16沿着入料盘14的弧形结构进入入料槽15后,在重力的作用下会顺序下降,最后落在热扭工作板6的后端位置12上,其中热扭工作板6的后端位置12即为半成品塑料综丝16从入料槽15落入热扭工作板6的位置;中间位置13是半成品塑料综丝16进行热冲扭加工的工作位置,是由塑料综丝中综眼的工作位置和两侧环孔的凹凸结构工作位置组成;而前端位置11为加工好的成品塑料综丝从热扭工作板6离开到出料槽17的位置.加工完成的成品综丝最后进入出料槽17,在出料挡板18前进行成品综丝的整理,然后进入出料盘19中[4].
2.2 综丝送料机构
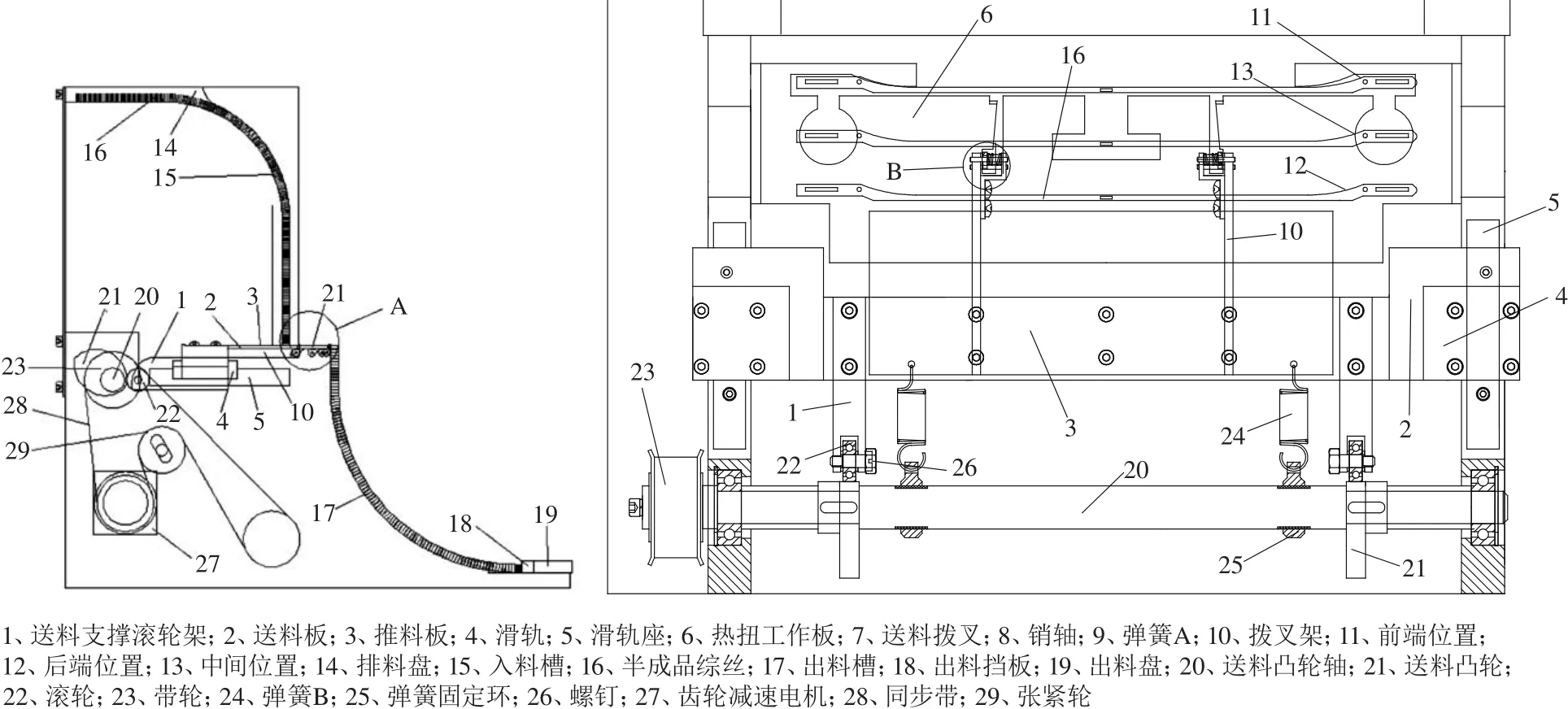
图4 自动传送装置左视图和主视图
自动传送装置中,送料机构结构复杂,动作较多,结合图4和图5详述如下:送料凸轮21在送料凸轮轴20的旋转带动下,驱使滚轮22做直线运动,滚轮22通过螺钉26推动送料支撑滚轮架1也做向前的直线运动,送料支撑滚轮架1会将送料板2再向前推动;固定在送料板2顶面的推料板3会将落在热扭工作板6的后端位置12上的半成品综丝16,推送至热扭工作板6的中间位置13上进行热冲扭加工.具体的推送过程是:推料板3向前推送前一根半成品塑料综丝16时,它的背面顶着后面一根落下的半成品塑料综丝16,综丝受到入料槽15和推料板3背面的限制不会马上落在热扭工作板6的后端位置12上,当推料板3向后退回至初始位置时,后一根半成品塑料综丝16从入料槽15落在热扭工作板6的后端位置12上,而位于热扭工作板6中间位置13上的半成品塑料综丝16,被热冲扭加工成成品塑料综丝.
同时,送料板2在向前运动时,固定在送料板2背面的拨叉架10带动送料拨叉7向前运动,送料拨叉7将前面已经热扭好的半成品塑料综丝16推送到热扭工作板6的前端位置11处,送料拨叉7向前推送过程中,沿着热扭工作板6的斜槽斜向前运动,斜槽使弹簧A9被送料拨叉7逐渐压紧,当半成品塑料综丝16到前端位置11时,送料拨叉7被压紧的弹簧A9压到斜槽缺口中,当送料板2带着送料拨叉机构向后返回时,送料拨叉7又在斜槽缺口的影响下围绕销轴8产生顺时针的转动,同时弹簧A9也产生一定的顺时针扭转,送料拨叉7贴着热扭工作板6的底面向后直线返回到初始位置,在弹簧A9的逆时针扭转力作用下送料拨叉7逆时针转动,恢复成送料状态.另外,送料板2向前送料时候,弹簧B24被拉长,回程时,送料板2被连接在送料凸轮轴20上弹簧固定环25上的弹簧B24拉回到初始位置,这样就完成一个送料周期[5].

图5 图4 中的A、B两个局部放大图
3 结论
设计的自动热冲扭机,结构简单实用,能快速、连续完成对单条塑料综丝半成品的热冲扭工作,为织机附件综丝的生产提供了一种新的机器;实现对塑料综丝加工的自动化,大大提高了工作效率,同时也降低了生产成本.
参考文献:
[1] 刘莉. 塑料综丝注塑生产中的常见问题及控制措施[J]. 塑料工业,2008(4):70
[2] 史博生. 新型专利综丝的使用及效果分析[J]. 棉纺织技术,2006(6):20-23.
[3] 王伟麟. 机械制造技术[M]. 南京:东南大学出版社,2001:220-221.
[4] 机械设计手册编委会. 机械设计手册[M]. 北京:机械工业出版社,2004:130-132.
[5] 李亚楠. 论怎样提高机械设计的自动化程度[J]. 装备制造,2014(10):21-24.
(责任编辑:沈凤英)
An Innovative Design of Control Circuit for the Electro-heating Thermostatic Shaker
YI Biao
(School of Mechano-electronic Engineering,Suzhou Vocational University,Suzhou 215104,China)
Abstract:The electro-heating thermostatic shaker designed in this paper is a new device which can complete the punching process of plastic heddles and holes with heating and shaking function at the same time.The automatic transmission mechanism can realize the feeding,transmission and discharging of the wire. Simple in design and automatic in proccessing,this shaker can improve the work efficiency and reduce production cost.
Key words:electro-heating thermostatic shaker;plastic wire;plastic hole
作者简介:易 飚(1973-),男,上海人,副教授,硕士,主要从事机械制造技术研究.
基金项目:苏州市职业大学研究性课程资助项目(2013SZDYJ06)
收稿日期:2015-07-10;修回日期:2015-08-09
中图分类号:TM930.2
文献标志码:A
文章编号:1008-5475(2015)04-0033-04
