拉丝在线固定重量筛选收线机电气控制系统设计
2015-02-27 05:59何勤国卢松涛
电子设计工程 2015年23期
何勤国,卢松涛
(1.光纤光缆制备技术国家重点实验室 湖北 武汉 430073;2.长飞光纤光缆股份有限公司 湖北 武汉 430073)
拉丝在线固定重量筛选收线机电气控制系统设计
何勤国1,卢松涛2
(1.光纤光缆制备技术国家重点实验室 湖北 武汉 430073;2.长飞光纤光缆股份有限公司 湖北 武汉 430073)
本文针对研制的拉丝生产中采用固定重量在线筛选收线机的电气控制系统做了一定的阐述。该控制系统选用SEMENS S7-300 PLC作为逻辑和算法运算控制中心,为了便于操作,采用台湾威伦触摸屏MT508TV作为人机友好界面。实现边生产边筛选,将传统的筛选工序融合到拉丝工序中,在收线机上实现。
拉丝;筛选;控制系统;可编程控制器;张力;Profibus-Dp
为保证一个最低的光纤强度,筛选试验是最好的方法。筛选试验的目的是将整个光纤制造长度上的强度低于或等于筛选应力的点去除,保证幸存光纤的机械可靠性。IEC60793-1-30-2001规定的筛选试验方法为纵向力法。传统工艺流程,生产的光纤先收到原始筒上,然后又利用专门的筛选机将原始筒上的光纤筛选检测后分到小筒上。在此,采用在线固定重量筛选收线机实现在线筛选检测后将光纤收到小筒上。
1 工艺原理
在光纤生产线上(即拉丝塔上),光纤经过第一个牵引机构,按一定张力放出光纤,经过第二个牵引机构,然后回到收线装置。两个牵引轮之间,施加设定张力。滑动导轮为施力元件,它靠滑动导轮自重与后面 配重差对光纤施加张力的。另一方面它又是调节两牵引轮线速度同步的调节器。光纤受力时间受滑动轮的上下位置及筛选速度双重影响。筛选后光纤要在绕在光纤A筒上,A筒上的光纤满后会自动切换到B筒上,A筒和B筒相互切换,保证拉丝生产过程不中断。被筛选光纤不能承受施加张力的考验,则光纤会断裂成一段或几段,可以认为每段短光纤已通过筛选试验[1]。该线固定重量筛选收线机的光纤张力10~350 N,筛选速度≤2 400 m/min。
2 控制系统的设计
在线固定重量筛选收线机选用SEMENS S7-300 PLC作为逻辑和运算控制中心;采用台湾威伦触摸屏MT508TV作为人机友好界面;采用多个伺服系统作为牵引装置的驱动和收线机构的驱动。
2.1 控制系统方框图
控制系统方框图如图1所示。

图1 控制系统方框图Fig.1 Control system block diagram
台湾威伦触摸屏通过以太网与控制器通讯,作为操作人员、工程师操作和设置参数使用。控制器通过profibus总线与各驱动机构建立联系并指挥各驱动协调运行。PROFIBUSDp用于现场层的高速数据传送。主站周期地读取从站的输入信息并周期地向从站发送输出信息。总线循环时间必须要比
主站 (PLC)程序循环时间短。除周期性用户数据传输外, PROFIBUS-Dp还提供智能化设备所需的非周期性通信以进行组态.诊断和报警处理。传输技术:RS-485双绞线,双线电缆或光缆。波特率从9.6 k bit/s到12 M bit/s。总线存取:各主站间令牌传递,主站与从站间为主-从传送。支持单主或多主系统,总线上最站点(主-从设备)数为126。功能:DP主站和DP从站间的循环用户有数据传送。各DP从站的动态激活和可激活。DP从站组态的检查。强大的诊断功能,三级诊断诊断信息。输入或输出的同步。通过总线给DP从站赋予地址。通过部线对DP主站(DPM1)进行配置,每DP从站的输入和输出数据最大为246字节。设备类型:第二类DP主站(DPM2)是可进行编程.组态.诊断的设备。第一类DP主站(DPM1)是中央可编程控制器,如PLC.PC等。DP从站是带二进制值或模拟量输入输出的驱动器.阀门等[2]。
2.2 控制过程中核心算法公式
1)张力计算公式

F:实际筛选的张力;F1:设定筛选的张力;V:筛选的速度;L:筛选经过的光纤长度区域;n:老化常数。
2)速度跟随算法公式

F:实际张力;S:光纤截面积。根据光纤产品的实际情况事先设定。一般光纤直径为250微米。V:筛选牵引轮1线速度;V1:筛选牵引轮2线速度;K:张力整定系数。
3)一阶滤波算法

在该系统中,对所有的模拟量输入采用编制的惯性滤波子程序对输入数据进行一次软件滤波处理。T为采样周期,T0为RC常量,Q为滤波系数。根据整个PLC程序扫描周期来确定 Q[3]。
2.3 驱动总线地址规划及电机的选择
根据机械结构,选择丹佛式变频器VLT2915驱动交流电机应用在放线,收线和排线上。两个牵引机构采用松下的伺服驱动器MDDDT5540和伺服电机MDMD152P1U,以便满足精确的同步控制。所有的电机使用Profibus-DP总线方式,给定和读取伺服驱动速度、读取状态等值。下面是规划的总线地址及功能描述:主控制器S7300,地址01,是系统中央控制器,包含逻辑运算和各种算法;牵引驱动1,地址10,负责拉丝线上的光纤牵引;牵引驱动2,地址11,负责筛选实施张力;A筒旋转驱动,地址12,负责A筒收取光纤;B筒旋转驱动,地址13,负责B筒收取光纤;排线驱动,地址14,负责给AB筒上的光纤排列[4-6]。
2.4 控制系统流程图
控制系统流程图如图2所示。
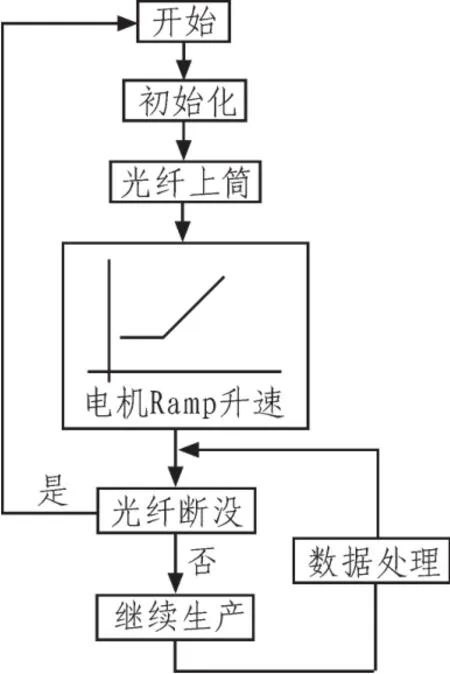
图2 控制系统流程图Fig.2 Control system flowchart
根据流程图完成控制程序的整体架构设计。为防止电机升速和降速过猛,使用斜坡方式。筛选控制处使用张力公式(1)编写算法。
2.5 操作界面设计
人机界面中设定用户和密码,操作人员仅能设定操作参数和查看相关记录;调试与维护人员还能查看和修改维护参数。操作工艺参数设定有:上筒速度、最终筛选速度、设定光纤长度;显示参数和记录有:报警记录、操作记录、各电机运行速度、被筛选的光纤长度;维护参数有:升速时间常数、排线间隙常数、放线电机驱动常数、收线电机驱动常数、排线电机驱动常数、牵引1#电机驱动常数、牵引2#电机驱动常数。
2.6 报警功能设计
两级报警。急停发生,PLC所有输出失效,各种电机驱动断电;一般报警产生则机器停止运行,并在人机界面上给出指示。一般报警采用一个报警字ALARM:ALARM.0拾纤电机驱动故障、ALARM.1收线电机驱动故障、ALARM.2排线电机驱动故障、ALARM.3牵引1#电机驱动故障、ALARM.4牵引2#电机驱动故障、ALARM.5纤断、ALARM.6光纤已到定长、ALARM.7保护罩未到位、ALARM.8排线故障。
3 结束语
在当前实际生产中,依据该设计制造出的拉丝在线固定重量筛收线机将会是一种可行的拉丝在线筛选方式。通过实验,该设计可行。值得在生产中推广。
[1]胡先志.光纤与光缆技术[M].北京:电子工业出版社,2007.
[2]秦益霖,张志柏,邓志良.西门子S7-300PLC应用技术[M].北Y轴导轨加上步进电机的平面扫描的方式,能够完成对金属物体的探测及定位,并且其检测时间较快,定位也比较准确,效率较高,符合测试要求。
参考文献:
[1]徐麦容.金属探测器的用途和原理[J].科技传播,2012(9):53-64.
[2]李奕,李爱传,代健行.基于单片机的数控直流稳压电源设计[J].民营科技,2014(3):77.
[3]刘星辰,刘东斌,杜鹏.步进电机控制系统的设计与实现[J].微计算机信息,2009(22):26-27.
[4]张群,杨絮,张正言,等.蓝牙模块串口通信的设计与实现[J].实验室研究与探索,2012(3):79-82.
[5]周复忠.定义磁感应强度时试探元件选择的讨论[J].湖南中学物理,2014(5):69-94.
[6]杨凤,史浩山,朱灵波,等.一种基于测距的无线传感器网络智能定位算法[J].传感技术学报,2008(1):135-140.
Electrical control system design of the take-up with the fixed weight screen testing on the drawing tower
HE Qin-guo1,LU Song-tao2
(1.The State Key Laboratory of Optical Fiber and Cable Manufacture Technology,Wuhan 430073,China;2.Yangtze Optical Fiber and Cable Joint Stock Limited Company,Wuhan 430073,China)
This paper introduced the electrical control system of the take-up with the fixed weight screening on the drawing tower.The control system selects SEMENS S7-300 PLC as the logic and arithmetic operations control center,in order to facilitate the operation,using Taiwan Weilun touchscreen MT508TV as a friendly man-machine interface.The system can take up the fiber and at the same time can screen test the fiber.The fusion of traditional screening process to the fiber drawing process is good way to increase productivity.
drawing;screening;control system;PLC;tension;Profibus-Dp
TN05
:A
:1674-6236(2015)23-0092-02
2015-01-26稿件编号:201501213
何勤国(1947—),男,湖北武汉人,工程师。研究方向:变频与伺服,嵌入式系统及电气自动控制。
猜你喜欢
金属世界(2022年3期)2022-05-30
机电信息(2020年32期)2020-12-23
光学仪器(2020年5期)2020-12-08
天津冶金(2018年2期)2018-06-14
计算机测量与控制(2017年6期)2017-07-01
智能建筑与智慧城市(2016年7期)2016-08-18
导航定位与授时(2016年6期)2016-03-16
消费电子(2015年7期)2015-12-11
消费电子(2015年7期)2015-12-11
科技视界(2014年5期)2014-12-27