安全仪表系统在丁二烯抽提装置中的应用
2015-02-26 05:48:16孟然
石油化工自动化 2015年2期
孟然
(北京燕山玉龙石化工程有限公司,北京 102500)
安全仪表系统在丁二烯抽提装置中的应用
孟然
(北京燕山玉龙石化工程有限公司,北京 102500)
摘要:针对丁二烯抽提装置生产的安全性,从理论和实际应用两方面详细分析了引起安全仪表系统出现故障的原因,并结合丁二烯抽提装置对安全仪表系统中的检测元件、执行元件、逻辑控制器的选型配置,整个安全仪表系统的安装、施工,以及系统后期维护管理等多个方面,讨论提高安全仪表系统可靠性的具体措施和办法。
关键词:丁二烯抽提装置安全仪表系统可靠性故障
安全仪表系统是一种自动保护系统,由检测元件、逻辑控制器和执行元件等组成,其作用是用来提高工艺生产装置及辅助设备的安全性,实现事故情况下,关断工艺系统以保护人员和工程设施的安全,防止环境污染,减小事故损失。近年来,随着对安全生产要求的不断提高,安全仪表系统已经成为保证装置正常生产,保护人员和设备安全必不可少的措施,对其性能要求也逐渐提高。本文结合丁二烯抽提装置,从可靠性角度进行分析,集中阐述了安全仪表系统的设计及应用。
1安全仪表系统的可靠性分析
1.1可靠性定性分析
可靠性指产品在规定的时间间隔内发生故障的概率,安全仪表系统必须有较高的可靠性,以达到石油化工工业的高安全性要求。可靠性可以表示为工作时间与故障失效率的函数,R(t)=e-λt,其中λ表示故障失效率,t表示运行时间,e为常数。在一定时间内,产品随着使用时间的增加,其正常工作的概率逐渐降低,即故障率升高。
安全仪表系统的安全功能的平均失效概率可以看作是所有子系统和元件的故障失效概率的叠加之和,即λ总=λ1+λ2+λ3+…,其可靠性则为R0(t)=R1(t)R2(t)R3(t)…。由此可知,构成系统的任一单元发生故障,系统的可靠性都会下降。
1.2故障原因分析
系统各个环节自身的故障率不可能为零,其结构、硬件及软件的复杂程度、受外界环境的影响和不当的维护都会影响其可靠性。通过以往经验对系统故障的原因作以下总结:
1) 设计阶段。因工艺系统流程的缺陷和投资概算的限制、对过程风险分析不充足以及保护层分配不合理,致使系统设计选型不当、结构配置不合理等,主要表现: 冗余容错结构不合理,不适合生产过程的安全保护要求;仪表选型不合理,不适合工艺参数的要求或元件本身存在较大故障隐患,造成测量不准、动作不到位或不动作;设计不完善,如调节阀参与安全联锁时,调节和安全联锁的信号共用一个检测元件,因为检测元件故障或调节回路设置时触发联锁信号而造成误动作。
2) 安装调试阶段。施工安装时未能按照相关规范和设计要求进行,施工后未进行有效检查,安装调试没有详细的记录等。主要表现: 仪表信号线接线松动,接触不良或不明原因停车或误动作;仪表伴热系统失灵,介质凝结产生虚假信号导致误停车。
3) 维护管理阶段。安全仪表系统的操作和维护规程制订存在缺陷,未按照安全完整性等级的要求定期对安全仪表系统进行校验和测试。主要表现: 对老化耗损的安全仪表、元件未能及时进行测试和更换,安全仪表回路的安全完整性等级下降,不能有效执行安全功能。
由上述分析可知,一套高安全性、高可靠性的安全仪表系统,设计阶段最为关键,直接影响到后续阶段的运行和实施。
2安全仪表系统在丁二烯抽提装置的应用
2.1装置概述
丁二烯抽提装置以乙烯装置的混合C4为原料,以乙腈为溶剂,经过萃取精馏、丁二烯精制、溶剂精制和回收后得到聚合级1,3-丁二烯产品,工艺介质易燃、易爆且伴有毒性。通过对整个装置工艺流程的分析,在一些重要的流程中设置了安全联锁,如:
1) 循环水总管压力过低时切断丁二烯混合原料进料阀及蒸汽总管进汽阀,停汽提塔底釜泵和蒸汽凝液泵。
2) 电源故障时切断混合原料进料阀和蒸汽总管进汽阀。
3) 火灾、失误操作及机械故障等重大事故时停装置所有泵、切断进料出料阀。
2.2现场仪表的设计
现场仪表由检测元件和执行元件两部分组成,在危险故障率中所占的比例分别约为35%和50%,其可靠性直接关系着整个系统的可靠性。在设计过程应从多方面进行考虑,包括仪表的自身性能的可靠性及外界环境、安装等方面。
2.2.1检测元件
在检测元件的设计中,为了减少元件自身的故障率,采用了具有诊断功能的变送器,按隔爆型设计。为了避免元件故障或调整工艺设定参数时引起安全仪表系统误动作,造成不必要的停车,变送器均独立于DCS单独设置。在对循环水总管压力检测时采用了冗余的配置方案,方式为“三取二”的逻辑表达形式,3台变送器从安装到接线都是相互独立的,其检测信号分别进入安全仪表系统的3个不同的三重化输入模块。这种配置方式既增加了安全仪表系统的可靠性又增加了其可用性,除降低了因元件自身故障情况失效导致系统的停车事故,还有效地避免了外界环境如导压管堵塞、引压接头泄漏、信号接触不良等多方面的影响,从根本上提高了其可靠性。
2.2.2执行元件
执行元件多为带电磁阀的调节阀和切断阀,在设计时,最多考虑的是其可靠性。执行元件的配置无法通过简单的冗余配置达到可靠性的要求。根据GB/T 50770—2013《石油化工安全仪表系统设计规范》中的规定,阀门采用冗余配置时,可以是1个调节阀和1个切断阀冗余,也可以是2个切断阀冗余。如采用单一的阀门,其电磁阀也应采用冗余配置,但会大量增加经济投资。如何合理地配置执行元件是设计时的重要考虑因素。
丁二烯抽提装置从对流程优化和经济投资等方面考虑,阀门多采取单一阀门的配置方式,为了提高可靠性,选择了冗余的电磁阀,电磁阀的电源由安全仪表系统提供,按照故障安全型设计。同时,将阀门的运行状态和故障诊断信号上传至安全仪表系统进行监控。具体配置有以下几种形式:
1) 原料进料线的切断阀采用了具有安全认证的高密封等级的球阀,切断阀配置冗余的电磁阀,采用串联的形式,如图1所示。当需要切断进料线时,安全仪表系统发生2路关阀信号,分别送到阀XZSOV-10101A/B。任何1个电磁阀动作,都可以切断原料进料线。电磁阀串联的结构增加了系统的可靠性,防止因为其中1个电磁阀的故障而导致不动作。

图1 双电磁阀串联示意
2) 萃取中间罐底的阀门为调节阀,如图2所示。正常工况时,其控制指令由DCS给出送至电气阀门定位器,参与中间罐液位的稳定控制。当装置出现异常时,需要迅速切断阀门,以保证后续系统的安全,这时其控制指令由安全仪表系统给出送至电磁阀。中间罐底的阀门采用了调节阀配置双电磁阀的结构,电磁阀采用并联形式。只有2个电磁阀均失电非励磁时,才会切断阀门,从而避免电磁阀失效引发联锁误动作,造成停车事故。

图2 双电磁阀并联示意
2.3安全仪表系统的设计
逻辑控制器是安全仪表系统的控制核心,在危险故障率中仅占15%。丁二烯抽提装置的安全仪表系统选用了安全等级为SIL3的TRICON三重冗余系统,按故障安全型设计。TRICON系统采用三重化模件(TMR)冗余容错的结构,将三路隔离、并行的控制和诊断集成在一个系统中,采用“三取二”的表决形式,系统中所有的I/O信号都要经过硬件的“三取二”表决。每个系统通道独立地执行控制程序,与其他两个通道并行工作,不会因单点的故障导致系统失效。安全仪表系统能诊断和显示系统的全部部件故障,并显示在安全仪表系统的操作站上,为保证安全仪表系统整体的安全性,电源及通信均采用冗余配置,结构配置如图3所示。整个系统主要由1个系统柜(控制站)、2个辅助柜、1个远程I /O 机柜、2台工程师站兼事件顺序记录站(其中1台与其他装置共用,设置在中心控制室)、1台操作员站和1个辅助操作台组成。控制站和工程师站放在现场机柜室,远程I/O 机柜、操作员站和辅助操作台集中在中心控制室内,进行集中操作、控制和管理。辅助操作台安装操作按钮和灯屏信号。现场机柜室与中心控制室之间采用冗余铠装单模光纤进行连接。
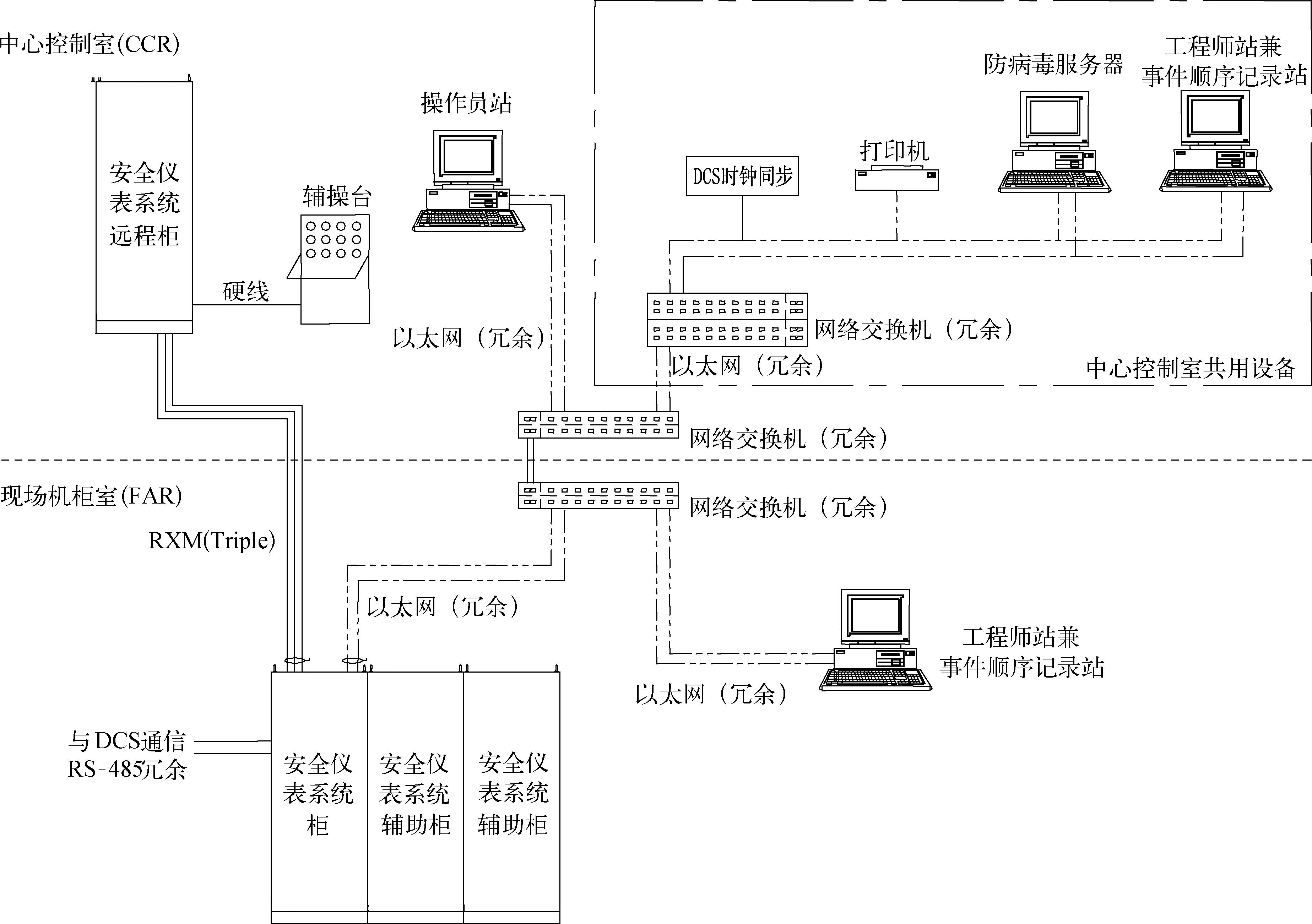
图3 安全仪表系统结构配置示意
2.4安装与施工
在安全仪表系统的设计和应用中,一些不可量化的因素也决定着其安全性和可靠性,其中现场仪表的安装和接线往往最容易被忽略。在安装各种变送器、执行机构时,要严格按照各类仪表规范、设计要求进行,做好仪表防冻防凝、伴热保温工作。在仪表电缆接线上,对于冗余配置的现场仪表,其信号电缆敷设至机柜室的路由应分开设置,避免因为一些外在因素导致信号不能正常传输,造成仪表信号失效。现场仪表接线采用“分支电缆—接线箱—多芯电缆”模式时,冗余配置的现场仪表的电缆传输时应分别布置在不同的接线箱。
2.5系统维护管理
从故障的原因分析中可知,系统的故障率随着时间的推移而不断上升,合理有效地对组成系统的各个环节进行维护是必要的,需制订详细的维护管理规程,建立安全仪表设备故障数据库,及时对系统的软、硬件进行升级。在装置停车检修期间,对各种开关、变送器、一次仪表进行校验并做好记录;执行机构要注油润滑,电磁阀需更新;还要对仪表线路进行检查和调校等。
3结束语
该丁二烯抽提装置于2012年年底实现工程中交,并于2013年6月顺利开车。其安全仪表系统随装置一并投运,目前运行正常,为装置安全生产提供了有力的保障。
参考文献:
[1]阳宪惠,郭海涛.安全仪表系统的功能安全.北京: 清华大学出版社,2007.
[2]黄步余,叶向东,范宗海.GB/T 50770—2013 石油化工安全仪表系统设计规范.北京: 中国计划出版社,2013.
[3]周懋忠,吕明伦,刘一笑.SH/T 3082—2003 石油化工仪表供电设计规范.北京: 中国石化出版社,2004.
[4]郝报, 苗厚利.石化装置安全仪表系统可靠性探讨.石油化工自动化,2007,43(06): 11-13.
[5]刘齐忠,林融.石油化工安全仪表系统的设计及实施探讨.石油化工自动化,2010,46(05): 1-6.
[6]魏华.安全仪表的可靠性和可用性分析.石油化工自动化,2009,45(06): 10-13.
[7]杨雅清.SIS执行元件的设计探讨.石油化工自动化,2012,48(06): 12-14.
[8]杨永光,金常青,崔黎宁,等.安全仪表系统中传感器冗余配置方式的分析.石油化工自动化,2014,50(01): 14-16.
[9]程来斌,陈健.浅谈SIS设计中的几个问题 .石油化工自动化,2001,37(03): 10-13.
打造中国高端阀门城
阳春三月,刚踏入鞍山高端阀门产业园的施工现场,就被眼前的景象吸引了。阀门产业园中人头攒动,挖掘机轰隆作响,一派热火朝天,生机勃勃的景象。
该产业园座落于鞍山城区西部,鞍山经济开发区境内,位于辽宁沿海经济带和沈阳经济区的重要连接带,毗邻桃仙机场、营口港和大连港,沈大高速、哈大高铁横贯南北。鞍山机场、奥体中心、职教城均座落在园区境内。产业园总规划面积15.61km2,起步区面积4km2,按照“高端化、成套化、国际化、总部化”的发展定位,分为阀门制造区、产业配套区和公共服务区三大区域,采用全产业链招商新模式,全力打造中国最大的高端阀门产业集群。
该产业园在发展阀门产业的基础上,成立了高端阀门研发中心、辽宁省泵阀检测中心和电子商务中心。通过工业化、信息化深度融合,增强技术支撑与突破引领,构筑富有竞争力、充满活力和效率的产业体系,为该产业园早日建成中国最大的高端阀门产业基地提供可持续发展的不竭动力。
辽宁省阀门研发中心为该产业园与鞍山市科技局联合成立的研发机构。研发中心与国内知名院校合作,并成立院士工作站、协同创新平台,与大连理工大学联合建立3D数字化研发中心、以强大的自主研发实力为支撑,为高端阀门的发展提供坚实的技术基础。
辽宁省阀门检测中心,占地面积10000m2,一期已投入使用。现有阀门压力性能试验、静压寿命试验、流量流阻试验(≤DN500)、低温耐火、高温高压、材料理化分析等检测项目。检测中心已获得省级资质,预计18个月后将获得国家级检测中心资质,届时将成为东北三省、内蒙古、北京、天津和河北地区唯一的国家级泵阀检测中心。
鞍山高端阀门商务中心,占地面积18000m2,建筑面积38000m2。引入注册资本3000万元的鞍山全球阀门网有限公司,作为招商引资的官方网站,访问量每天达1万人次;利用开发区精特钢电子商务平台中的大数据,获取海关阀门进出口数据,利用信息化带动园区企业的结构调整,做好产业化布局。未来,商务中心将建设成为集展示、交易、研发、仓储、金融担保、电子商务六位一体的阀门商务中心,容纳总部经济企业200户,电子商务企业500户。(鞍山市高端阀门产业招商服务中心)
Application of SIS in Butadiene Extraction Installation
Meng Ran
(Beijing Yanshan Yulong Petrochemical Engineering Co.Ltd., Beijing,102500,China)
Abstract:Aiming at the safety of production for butadiene extraction installation, the reasons for causing breakdown of SIS (safety instrumented system) are discussed in detail from both theoretical and practical aspects. Detailed countermeasures and means on how to improve reliability of SIS are discussed with combination of model selection and configuration of detection element, executive dement, logistic controller, installation and construction of SIS, and post-maintenance management.
Key words:butadiene; extraction installation; safety instrumented system; reliability; breakdown
中图分类号:TP273
文献标志码:B
文章编号:1007-7324(2015)02-0034-04
作者简介:孟然(1982—),女,辽宁凌源人,2005年毕业于辽宁石油化工大学自动化专业,获学士学位,现就职于北京燕山玉龙石化工程有限公司,从事自控设计工作,任工程师。
稿件收到日期: 2014-11-28,修改稿收到日期: 2015-01-19。
猜你喜欢
建筑与预算(2023年2期)2023-03-10 13:13:36
军民两用技术与产品(2022年4期)2022-06-28 02:03:04
舰船科学技术(2022年10期)2022-06-17 06:26:50
建筑与预算(2022年5期)2022-06-09 00:55:10
中国特种设备安全(2022年1期)2022-04-26 14:16:10
建筑与预算(2022年2期)2022-03-08 08:40:56
仪器仪表用户(2021年10期)2021-11-27 08:25:54
化工管理(2017年18期)2017-03-03 16:40:34
化工设计通讯(2017年9期)2017-03-02 16:22:38
化工装备技术(2014年3期)2014-04-08 13:18:08