
SiCw/SiC层状结构陶瓷的制备及其应用
2015-02-25 03:10解玉鹏成来飞张立同
中国材料进展 2015年6期
解玉鹏,成来飞,张立同
(西北工业大学材料学院,陕西 西安 710072)

第一作者:解玉鹏,女,1981年生,博士研究生
SiCw/SiC层状结构陶瓷的制备及其应用
解玉鹏,成来飞,张立同
(西北工业大学材料学院,陕西 西安 710072)
摘要:提出了采用流延法(Tape Casting,TC)结合化学气相渗透法(Chemical Vapor Infiltration,CVI)制备SiCw/SiC层状结构陶瓷的方法,分析了TC-CVI方法的特点,阐述了SiCw/SiC层状结构陶瓷的强韧化机理及其应用。结果表明:TC-CVI制备方法通过提高晶须体积分数和减少对晶须的损伤来提高材料的强度;通过控制层内和层间界面结合强度来提高材料的韧性。与传统热压烧结工艺制备的层状结构陶瓷相比,TC-CVI制备的SiCw/SiC层状结构陶瓷中晶须含量可达40%(体积分数),其主要增韧机制为层间和层内裂纹偏转、裂纹桥接和晶须拔出等。该材料具有较高的弯曲强度、拉伸强度和断裂韧性,表现出良好的线性变形行为。TC-CVI工艺为制备航空发动机叶片提供了一种可行方法。
关键词:化学气相渗透;流延法;SiC;SiCw/SiC层状结构陶瓷;强韧性
1前言
航空技术的发展对航空发动机性能的要求越来越高,航空发动机叶片是发动机的核心部件之一,其性能很大程度决定了发动机的性能。为了满足叶片的高应力、长寿命服役条件,高温合金、金属间化合物、金属基复合材料和陶瓷基复合材料引起了材料工作者的广泛关注[1-2]。对高温合金的研究较早且较为成熟[3-4],其作为重要的结构材料已被广泛应用于航空发动机叶片上。为了进一步减轻航空材料的重量、提高其使用寿命以及弥补其难以加工的特点,研究人员发展了金属间化合物及金属基复合材料替代高温合金材料。金属间化合物具有金属键特性,一般具有良好的导热性和一定的可加工性,但由于它还有一部分共价健且结构比较复杂、滑移系较少、塑性变形比较困难,因而难以适于高应力场合使用。近年来,金属基复合材料(难熔金属硅化物)熔点高(>2 000 ℃),在1 600 ℃下具有良好的热稳定性和防氧化性、良好的力学性能,因而受到特别的关注,尤其是Nb/Nb5Si3复合材料[5]。但是,Nb与Nb5Si3界面反应生成Nb5Si相,降低了组织均匀性及稳定性,制约了其应用。
陶瓷基复合材料,尤其是连续纤维增韧陶瓷基复合材料(CMC),密度小、热膨胀系数小、抗腐蚀性好,所制备的构件已被应用于航空航天领域[6-10],但CMC的非线性变形行为制约了其用于制备长寿命热端部件。因此材料科学工作者们采用纳米纤维来代替碳纤维或者SiC纤维[11],以期提高材料的力学性能,但由于受制备工艺的影响,目前尚未广泛应用。相对而言,SiC层状结构陶瓷既具有较高的强韧性又表现出较好的线性力学行为,可以制备应力较高且形状复杂的小型构件[12-14],其制备工艺简单,适于工业化生产,是航空发动机叶片的候选材料之一。
目前,普遍采用的是热压烧结制备SiC层状结构陶瓷[13,15-16],但采用这种方法经烧结后的层状结构陶瓷存在晶须体积分数较低、材料收缩较大、且高温对晶须有损伤等不足。为了解决以上问题,本实验首次将CVI技术引入制备层状结构陶瓷,阐述其工艺优势及SiCw/SiC层状结构陶瓷强韧化机理。
2实验
2.1制备过程
SiCw/SiC层状结构陶瓷的制备流程,如图1所示。首先制备SiC晶须浆料:将SiC晶须和一定比例的溶剂和分散剂放入球磨罐中球磨6 h;待晶须分散后,加入一定比例的粘结剂、增塑剂和除泡剂,继续球磨6 h,制得流动性较好的晶须浆料;随后采用流延法制备SiC晶须薄片:将晶须浆料进行真空抽气和粘度测量,在合适的粘度流延成片,自然干燥、起片,此时薄片的厚度为300 μm;然后采用化学气相渗透法制备SiC基体:以三氯甲基硅烷(CH3SiCl3,MTS)为源物质,Ar为稀释气体,H2为载气,H2和MTS的摩尔比为10∶1,沉积温度为1 100 ℃,每炉次沉积80~100 h;最后经交替流延-沉积,制得SiCw/SiC 层状结构陶瓷。

图1 SiCw/SiC层状结构陶瓷制备流程图Fig.1 Fabrication flow chart of laminated SiCw/SiC structure ceramics
2.2试样表征
实验采用E10000型单调拉伸机测试其拉伸强度,采用三点弯曲法测定试样的抗弯强度,采用单边切口梁法测试试样的表观断裂韧性。测试仪器为SANS CMT4304万能试验机。在强度和表观断裂韧性的测试过程中,加载方向垂直于叠层平面。利用S-4700型SEM观察试样的微观结构,利用Tecnai F30型TEM观察试样的晶须/基体界面形貌,其自带能谱仪测试能谱。采用阿基米德排水法测定试样的密度。表1给出了SiCw/SiC层状结构陶瓷试样的拉伸强度、弯曲强度、断裂韧性和密度。

表1 SiCw/SiC层状结构陶瓷的性能
3结果与讨论
3.1晶须体积分数高
在TC-CVI制备SiCw/SiC层状结构陶瓷中,晶须体积分数可以达到40%,晶须的含量高于传统流延-烧结工艺制备的层状结构陶瓷。这是由于在TC-CVI工艺中,晶须体积分数取决于流延浆料中晶须含量,基体则是在后续CVI过程中沉积的。但在传统流延-烧结工艺中,基体必须与晶须同时混合制备浆料,考虑到发挥晶须的增韧补强作用以及材料的致密化等因素,致使晶须体积分数一般低于30%[17-18]。在TC-CVI工艺中,理论上只要晶须能够充分分散,其含量就可以持续增加。但在制备过程中发现晶须体积分数超过40%时,在相同时间内制备的晶须浆料流动性相对较差。如果增加球磨时间,导致晶须损伤较大,综合考虑以上因素晶须体积分数应控制在40%(体积分数)以内。
图2是SiCw/SiC层状结构陶瓷的断口形貌,其中晶须含量为40%(体积分数)。由图2a和2b可见,试样断口粗糙且致密,难以观察到大尺寸孔洞,能够观察到明显的晶须拔出以及晶须拔出留下的孔洞。采用流延法制备晶须薄片,不仅能使晶须按一固定方向排列,而且长棒状晶须交错形成一定的空间结构,这种空间结构为CVI反应气体提供了较好的通道[19],后续的CVI过程能够更好地致密化层状结构陶瓷。

图2 SiCw/SiC层状结构陶瓷断口形貌SEM照片Fig.2 SEM images of fracture surface of laminated SiCw/SiCstructure ceramics
3.2晶须损伤少
由图3可见,经过TC-CVI工艺后晶须仍保持了初始形貌。而传统的流延-热压烧结工艺,不仅存在机械球磨对晶须的损伤,而且烧结过程中施加压力和添加烧结助剂会对晶须产生物理和化学损伤[17-18]。相对而言,TC-CVI工艺仅存在浆料制备过程中机械球磨对晶须产生的较小损伤,为了进一步减少其对晶须损伤,可以将球磨时间和球磨转速分别控制在12 h和160 rpm以内。CVI沉积温度为1 100 ℃左右且不需要添加任何助剂,这样物理损伤可以忽略。

图3 SiCw/SiC层状结构陶瓷表面形貌SEM照片Fig.3 Surface SEM image of laminated SiCw/SiC structure ceramics
图4是SiCw/SiC层状结构陶瓷的透射电镜照片形貌和界面高分辨形貌及能谱照片。由图4a可见,晶须与基体结合较好、且基体与晶须同质、热膨胀系数相近,故无微裂纹和应变衬度产生,再次证明了CVI工艺未损伤晶须。由图4b可见,晶须与基体之间存在一个非晶层,且非晶层的成分为Si,C和O,其原子比为43∶51∶6[20]。非晶层以富C的Si-C-O形式存在,C主要来源于CVI沉积SiC基体过程;另外少量的O来源于SiC晶须在制备过程中在表面形成的一层含O的保护层[21-22]。富C的非晶层在晶须/基体之间形成一个相对较弱的界面层,该界面层有助于各种增韧机制发挥作用[23]。

图4 SiCw/SiC层状结构陶瓷TEM照片:(a)低分辨图像和(b)晶须/基体界面处高分辨图像Fig.4 TEM images of laminated SiCw/SiC structure ceramics: (a) low resolution micrograph and (b) high resolution micrograph of whisker/matrix interface
3.3线性力学行为
图5为4种陶瓷材料的典型弯曲应力-位移曲线,4种材料分别是SiCw/SiC层状结构陶瓷、SiC块体陶瓷[24]、2D SiCf/SiC[25]和2D C/SiC。由图5可见,相对于SiC块体陶瓷,SiCw/SiC层状结构陶瓷断裂位移和断裂功显著增加,说明层状结构陶瓷韧性显著提高。由表1可知,SiCw/SiC层状结构陶瓷密度较低,因此弯曲强度低于SiC块体陶瓷。与2D SiCf/SiC和2D C/SiC相比,SiCw/SiC层状结构陶瓷的模量显著增加,从应力加载直至应力达到最大值时,层状结构陶瓷表现为线弹性变形,这说明层状结构陶瓷具有较高的比例极限应力。
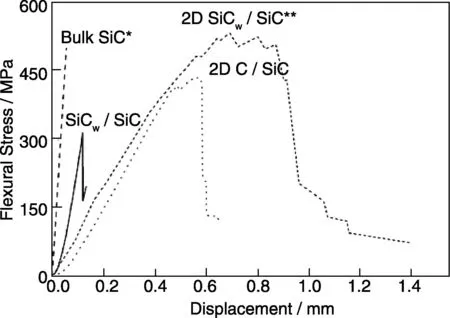
图5 4种陶瓷材料弯曲应力-位移曲线Fig.5 Flexural stress-displacement curves of four ceramics
图6为SiCw/SiC层状结构陶瓷、2D SiCf/SiC[26]和2D C/SiC[27]的典型拉伸应力-应变曲线。由图6可见,从开始加载到应力达到最大值,SiCw/SiC层状结构陶瓷的拉伸曲线一直处于线弹性变形,这充分说明SiCw/SiC层状结构陶瓷有效弥补了连续纤维增韧SiC陶瓷基复合材料非线性变形的不足。
3.4强韧化机理
图7给出了SiCw/SiC层状结构陶瓷裂纹扩展及断口形貌。由图7a可见,在层间存在较多的裂纹偏转,说明TC-CVI工艺制备的层状结构陶瓷有较合适的层间结合强度,有助于提高层状复合材料的韧性。由图7b和c可见,在层内存在裂纹偏转、裂纹桥接和晶须拔出等,说明TC-CVI制备的层状结构陶瓷层内晶须与基体有较合适的结合强度,有助于各种增韧机制发挥作用,对提高层状结构陶瓷的韧性有显著贡献。而且,体积分数高且形貌完整的晶须增强体均匀分布于层状结构陶瓷内部,对提高材料的强度有重要作用。

图6 SiCw/SiC、2D SiCf/SiC和2D C/SiC拉伸应力-应变曲线Fig.6 Tensile stress-strain curves of SiCw/SiC、2D SiCf/SiC and 2D C/SiC

图7 SiCw/SiC层状结构陶瓷复合材料裂纹扩展(a)及断口形貌(b~c)SEM照片Fig.7 SEM micrographs of crack path (a) and fracture surface (b~c) of laminated SiCw/SiC structure ceramics
3.5应用
图8为采用TC-CVI工艺制备的SiCw/SiC层状结构陶瓷叶片。因为TC-CVI工艺制备的SiCw/SiC层状结构陶瓷材料无收缩,材料形状不受限制,因此可以采用该工艺制备复杂形状、薄壁、近净尺寸构件,这种构件具有较均匀微观结构和较低的热应力。

图8 TC-CVI工艺制备的SiCw/SiC层状结构陶瓷叶片Fig.8 Blade of laminated SiCw/SiC structure ceramics fabricated by TC-CVI
4结论
TC-CVI工艺制备的SiCw/SiC层状结构陶瓷具有如下特性:①能够有效提高晶须体积分数、减少对晶须增强体的损伤、对提高层状结构陶瓷复合强韧性有较大的作用;②晶须含量可达到40%(体积分数),其拉伸强度、弯曲强度和断裂韧性分别为158 MPa、315 MPa 和 8.02 MPa·m1/2;③主要增韧机制为层间与层内的裂纹偏转、裂纹桥接和晶须拔出;④为制备航空发动机叶片提供了一种新的方法。
参考文献References
[1]Zhang Litong(张立同),Cheng Laifei(成来飞),Xu Yongdong(徐永东). 新型碳化硅陶瓷基复合材料的研究进展[J].AeronauticalManufacturingTechnology(航空制造技术), 2003, 1: 24-32.
[2]Fu Hengzhi(傅恒志).未来航空发动机材料面临的挑战与发展趋向[J].JournalofAeronauticalMaterials(航空材料学报),1998, 18(4): 52-61.
[3]Li Ailan(李爱兰),Zeng Xierong(曾燮榕),Cao Lamei(曹腊梅),etal. 航空发动机高温材料的研究现状[J].MaterialsReview(材料导报), 2003, 17(2): 26-28.
[4]Liang Chunhua(梁春华),Li Xiaoxin(李晓欣). 先进材料在战斗机发动机上的应用与研究趋势[J].JournalofAeronauticalMaterials(航空材料学报), 2012, 32(6): 32-36.
[5]Ma Chaoli(马朝利),Kasama A(笠间昭夫),Tanaka R(田中良平),etal. Nb/Nb5Si3原位复合材料的开发研究[J].TransactionsofMetalHeatTreatment(金属热处理学报), 2000, 21(2): 83-88.
[6]Zhang Litong(张立同),Cheng Laifei(成来飞). 连续纤维增韧陶瓷基复合材料可持续发展战略探讨[J].ActaMateriaeCompositaeSinica(复合材料学报), 2007, 24(2): 1-6.
[7]Xiong Jianping(熊建平),Zhao Guoqing(赵国庆),Dai Binyu(戴斌煜),etal.陶瓷型芯在航空发动机叶片生产中的应用与发展[J].JiangxiScience(江西科学), 2007, 25(6): 801.
[8]Sui Yusong(隋玉松),Xu Kejun(徐可君),Jiang Longping(江龙平). 陶瓷涂层在航空发动机涡轮叶片表面处理中的应用[J].MaterialsProtection(材料保护), 2001, 34(3): 39-40.
[9]Li Hejun(李贺军),Luo Ruiying(罗瑞盈),Yang Zheng(杨峥). 碳碳复合材料在航空领域的应用研究现状[J].JournalofMaterialsEngineering(材料工程), 1997, 8: 8-10.
[10]Xu Yongdong(徐永东),Zhang Litong(张立同),Cheng Laifei(成来飞),etal. CVI法制备连续纤维增韧陶瓷基复合材料[J].JournaloftheChineseCeramicSociety(硅酸盐学报), 1995, 23(3): 319-326.
[11]Lou Ximin(罗晰旻),Luo Yifeng(罗益锋). 纳米纤维的新进展和发展趋势[J].Hi-technologyFiber&Application(高技术纤维与应用), 2013, 38(6): 36-45.
[12]Chartier T, Mlerle D, Besson J L. Laminar Ceramic Composites[J].JournaloftheEuropeanCeramicSociety, 1995, 15: 101.
[13]Clegg W J, Kendall K, Alford N M,etal. A Simple Way to Make Tough Ceramics[J].Nature, 1990, 347: 455-457.
[14]Zhang J X, Huang R, Gu H,etal. High Toughness in Laminated SiC Ceramics from Aqueous Tape Casting[J].ScriptaMaterialia, 2005, 52: 381-385.
[15]Zhang J X, Ye F, Jiang D L,etal. Preparation of Bulk Si3N4from Tape Casting and Lamination[J].CeramicsInternational, 2006, 32: 277-282.
[16]Takao Y, Hotta T, Nakahira K,etal. Processing Defects and Their Relevance to Strength in Alumina Ceramics Made by Slip Casting[J].JournaloftheEuropeanCeramicSociety, 2000, 20: 389-395.
[17]Ye F, Lei T C, Zhou Y. Interface Structure and Mechanical Properties of Al2O3-20vol%SiCwCeramic Matrix Composite[J].MaterialsScienceandEngineeringA, 2000, 281: 305-309.
[18]Jiang X, Chen Y, Sun X W,etal. Mechanical Property Improvement and Microstructure Observation of SiCw-AlN Composites[J].JournaloftheEuropeanCeramicSociety, 1999, 19: 2 033-2 038.
[19]Hua Y F, Zhang L T, Cheng L F,etal. Silicon Carbide Whisker Reinforced Silicon Carbide Composites by Chemical Vapor Infiltration[J].MaterialsScienceandEngineeringA, 2006, 428: 346.
[20]Xie Y P, Cheng L F, Li L J,etal. Fabrication of Laminated SiCw/SiC Ceramic Composites by CVI[J].JournaloftheEuropeanCeramicSociety, 2013, 33: 1 701-1 706.
[21]Jin G Q, Liang P, Guo X Y. Novel Method for Synthesis of Silicon Carbide Nanowires[J].JournalofMaterialsScienceLetters, 2003, 22: 767-770.
[22]Homeny J, Vaughn W L, Ferber M K. Silicon Carbide Whisker/Alumina Matrix Composites: Effect of Whisker Surface Treatment on Fracture Toughness[J].JournaloftheAmericanCeramicSociety, 1990, 73(2): 394-402.
[23]Baldacim S A, Santos C, Strecker K,etal. Development and Characterization by HRTEM of Hot-Pressed Si3N4-SiC(w)Composites[J].JournalofMaterialsProcessingTechnology, 2005, 169: 445-451.
[24]Mahfuz H, Zadoo D P, Wilks F,etal. Fracture and Flexural Characterization of SiCw/SiC Composites at Room and Elevated Temperatures[J].JournalofMaterialsScience, 1995, 30: 2 406-2 411.
[25]Nannetti C A, Riccardi B, Ortona A,etal. Development of 2D and 3D Hi-Nicalon Fibres/SiC Matrix Composites Manufactured by a Combined CVI-PIP Route[J].JournalofNuclearMaterials, 2002, 307-311: 1 196-1 199.
[26]Morales-Rodríguez A, Moevus M, Reynaud P,etal. Strength Enhancement of 2D-SiCf/SiC Composites after Static Fatigue at Room Temperature[J].JournaloftheEuropeanCeramicSociety, 2007, 27: 3 301-3 305.
[27]Mei H, Cheng L F. Thermal Cycling Response Behavior of Ceramic Matrix Composites under Load and Displacement Constraints[J].MaterialsScienceandEngineeringA, 2008, 486: 235.
(编辑王方)
Fabrication and Application of LaminatedSiCw/SiC Structure Ceramics
XIE Yupeng, CHENG Laifei, ZHANG Litong
(School of Materials Science and Engineering, Northwestern Polytechnical University,Xi’an 710072, China)
Abstract:Tape casting (TC) combined with chemical vapor infiltration (CVI) was proposed to fabricate laminated SiCw/SiC structural ceramics, the advantages of TC-CVI were analyzed and the strengthening/toughening mechanisms and the application of the ceramics were investigated. The results showed that this method can increase strength of the ceramics by increasing their volume fraction and reducing the damage of SiC whiskers, and increase toughness of the ceramics by controlling the interfacial bonding between whiskers and matrix and inter-laminar bonding between layers. Comparing with laminated structural ceramics fabricated by hot-press sintering method, laminated SiCw/SiC structural ceramics fabricated by TC-CVI had 40 vol% whiskers, in which the main toughening mechanisms of the ceramics were interlaminar and interfacial crack deflection and bridging and whisker pull-out. The ceramics had higher flexural strength, tensile strength and fracture toughness, and showed a good linear deformation behavior. TC-CVI process provides a feasible method for fabrication of aero engine blade.
Key words:chemical vapor infiltration; tape casting; SiC; laminated SiCw/SiC structure ceramics; strength/toughness
中图分类号:TB 332; TQ 174
文献标识码:A
文章编号:1674-3962(2015)06-0439-05
DOI:10.7502/j.issn.1674-3962.2015.06.04
通讯作者:成来飞,男,1962年生,教授,博士生导师,Email:chenglf@nwpu.edu.cn
基金项目:国家杰出青年科学基金(51032006);“111”引智计划(B08040)
收稿日期:2014-09-26
