
碟簧强压机的分析与设计
2015-02-24 08:07:01姚海滨张晓波朱亚东
机械设计与制造工程 2015年6期
姚海滨,张晓波,郭 斌,朱亚东
(1.扬州职业大学机械工程学院,江苏扬州 225012)(2.扬州核威碟形弹簧制造有限公司,江苏扬州 225008)
碟簧强压机的分析与设计
姚海滨1,张晓波1,郭斌2,朱亚东1
(1.扬州职业大学机械工程学院,江苏扬州225012)
(2.扬州核威碟形弹簧制造有限公司,江苏扬州225008)
摘要:叙述了碟簧强压机的结构、工作原理及工作过程,并利用触摸屏、PLC、伺服放大器、伺服电机、气动元件等器件设计出碟簧强压机的自动控制系统,能切实有效地控制碟簧强压机按照设计的要求进行工作。与目前大多数企业所用的相关设备相比,该碟簧强压机有效结合了触摸屏、PLC等器件,实现了碟簧强压机的自动化,提高了产品疲劳强度和生产效率,解决了因人工操作而难以进行过程控制的难题,可以满足实际生产需要,具有较好的产业化前景。
关键词:碟簧;强压机;触摸屏;可编程逻辑控制器
弹簧强压处理是将热处理后的弹簧压缩到工作极限载荷下的高度,一次或多次短暂压缩至弹簧材料表层产生有益的、与工作应力反向的残余压应力,以达到稳定弹簧几何尺寸、提高疲劳寿命为主要目的的一种工艺方法。国内在20世纪90年代开始对弹簧强压处理的原理和工艺进行研究,多数厂家采用液压压力机进行强压,生产成本较高,生产效率低下,且强压过程中,强压次数均由人工操作,难以进行过程控制,出厂的弹簧质量不稳定。到目前为止,对于形状与要求特殊的碟形弹簧,国内尚未见有专用的强压设备。
碟簧强压机设备的研制正是为了解决上述问题。该设备既可通过改变产品的预应力来提高碟形弹簧的质量,又能降低工人劳动强度,提高强压处理的生产效率,为企业创造明显效益。
1 碟簧强压机结构分析
碟簧强压机设备研发属创新设计,结合产品的功能特点,该设备采用立式5层总体结构(如图1所示)。
第一层为气缸及支架装置组成的气压机构。
第二层为由发明专利部件“增压装置”所组成的快换强压机构。
第三层为压定机构。
第四层为分度旋转机构。
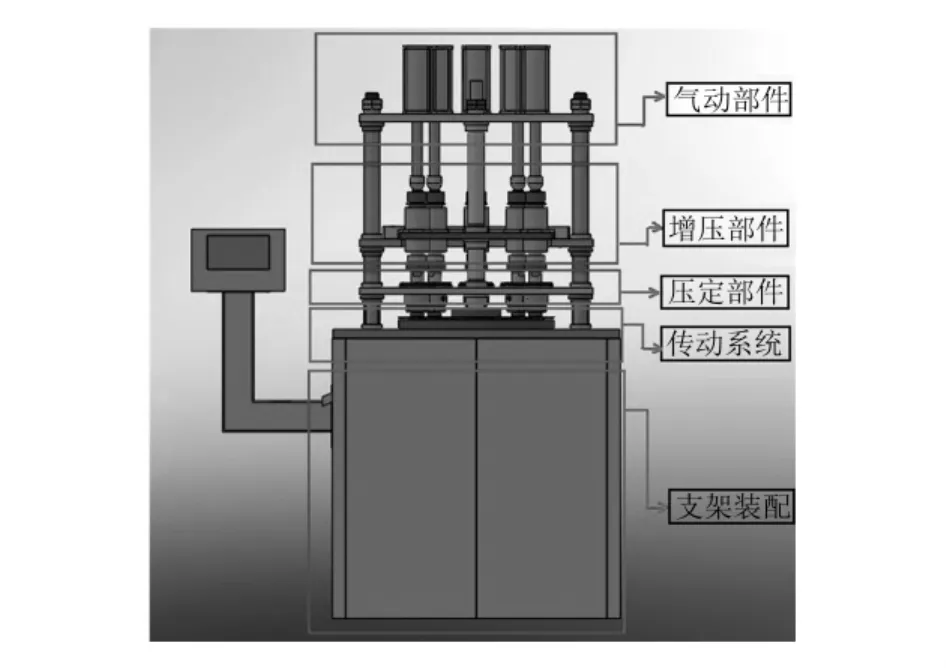
图1 强压机总体结构
第五层为支撑部件,内置电气伺服控制系统。
碟簧强压机设备采用0.5~0.7MPa气缸,活塞通过专用压头(随碟簧直径不同可更换结构)对碟簧强压,强压行程可根据碟簧要求由压头、衬套、心轴配套实现(模块化) ;气缸工作压力在0.3~0.7MPa范围内可调,手动/电磁控制;气缸安装机架上,可按两种规格(250 (5 490N max),320 (14 060N max) )的实际需要,进行模块化安装和调整;压定装置与工作台、气缸机架的模块化可调整式设计。
碟簧强压机结构框图如图2所示。
2 碟簧强压机的工作原理及工作过程
为减少操作人员对强压过程的影响,提高设备的自动化率,本设备采用单片强压的设计方案,其机构基本结构如图3所示。其中,1,2号工位为上料工位,3~7号为5次强压的工作工位,8号工位为落料工位。
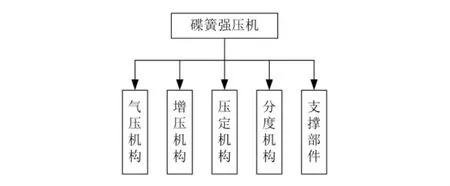
图2 碟簧强压机结构框图
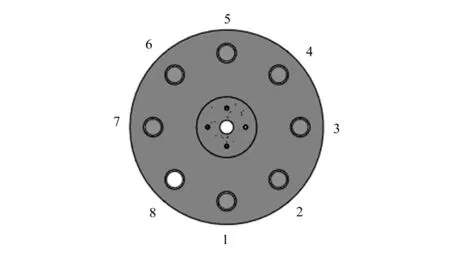
图3 单片强压机构
由操作人员将单片待压碟簧放置于1(或2)号工位中(如图3所示),伺服电机驱动,分度盘逆时针转45°,工件即被转至强压工位,继而气压系统工作,驱动强压部件完成一次强压动作;分度盘继续转动,进入下一工位的强压,以此类推。碟簧于7号工位上完成第5次强压,当分度盘继续转过45°时,被强压5次后碟簧即从8号工位自动落料,同时可以通过计数器实现自动计数,以获得相应的数据。
由此可见,碟簧强压机设备工作过程如下:
1)人工分检碟簧放置于旋转工作台的定准孔内;
2)工作台旋转45°至工作位置;
3)气缸通过压头下压碟簧(停留时间可设置) ;
4)气缸压头复位;
5)重复步骤1)~4)完成循环;
6)工作台旋转至空工位落下碟簧。
3 碟簧强压机控制系统的设计
3.1控制系统框图
碟簧强压机的自动控制系统主要利用触摸屏、PLC、伺服放大器、伺服电机、气动元件等器件进行设计,能切实有效地控制碟簧强压机按照设计的要求进行工作。控制系统框图如图4所示。
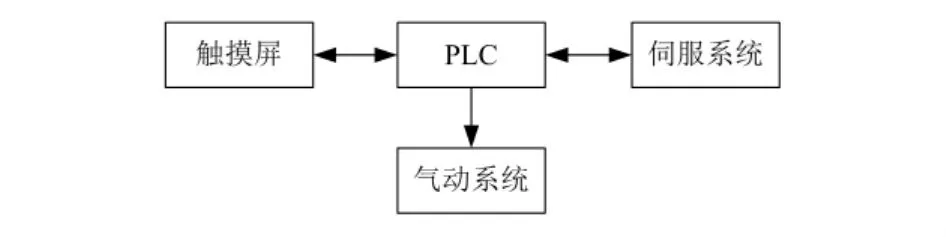
图4 控制系统框图
3.2触摸屏设计
触摸屏是通过触摸式工业显示器和机器连为一体的智能化设备。它是通过外部物体接触面板上的按钮开关或参数设置来完成工艺流程的控制,面板上的操作内容可以人为地通过编程软件来进行编辑,同时可以把完成的工艺状态显示在触摸屏上,因此它既是一个输入设备,又是一个输出设备,其操作灵活,功能强大[2]。PLC系统只需通过信号传输线即可与触摸屏连接起来,实现资源的有机整合。因该机床电气系统简单,对人机界面无特殊要求,考虑到可靠性与经济性,选用了威伦MT8100iE型触摸屏。
在配套软件EasyBuilder8000中设计如下功能界面:自动运行、手动运行、回零操作、生产日志、调试维修、故障诊断等。
3.3 PLC的设计
1) PLC的选型及地址分配。
在估出被控对象所需的I/O点数后,考虑留有20%~25%的余量,就可确定所选PLC的型号[3]。
本设计中需要和PLC输入端子相连接的输入点有13个,需要和PLC输出端子相连接的输出点有10个,具体I/O地址分配参见表1。考虑到以后其他扩展功能的实现,本设计通过I/O点数的比较及功能要求,初步选用FX1N-40MT型PLC。
2) PLC软件设计。
碟簧强压机的PLC程序较为复杂,需按照图5所示的程序总框图来进行设计。主要从功能子程序(伺服电机试运行程序,相对、绝对位置运行程序,回编码器零点程序,当前值读取程序等)着手,逐步完善。
3.4伺服系统设计
从电机转子到工作台之间是减速比为2的单级齿轮传动机构。当工作台回零之后,只需让电机旋转90°即可实现工作台旋转至下一个工位。本系统的控制模式为位置控制,根据负载的性质(如水平还是垂直负载等)、转矩、惯量、转速、精度、加减速等要求,同时考虑到以后可能会将系统改进为闭环系统,因此本设计中选用三菱HF-SP102伺服电机,以及与之相配套的MRJ3-100A伺服放大器。

表1 I/O地址分配表
MRJ3-100A三菱伺服放大器具有USB和RS422串行通讯功能,通过安装有伺服设置软件MR-configurator的个人计算机就能进行参数设定、状态显示监控和增益调整等操作[4]。
位置控制模式时,只要设置主要基本设定参数就可以使用伺服放大器。
3.5气动系统的设计
因为与液压系统相比,气动系统动作迅速、方便,成本较低,在极端温度情况下也能可靠工作,清洁无污染,故托举系统采用气动托举的方式较为合适[5]。
气动系统的电控原理图如图6所示。气动系统的工作过程:继电器KA1先得电,继而电磁阀1DT得电,大气缸的活塞是下压工作;继电器KA2得电,继电器KA1失电,继而电磁阀1DT失电、电磁阀2DT得电,小气缸抬升工作。
4 碟簧强压机电气控制系统的调试
碟簧强压机电气控制系统调试流程图如图7所示,按该流程图逐步调试直至完成。
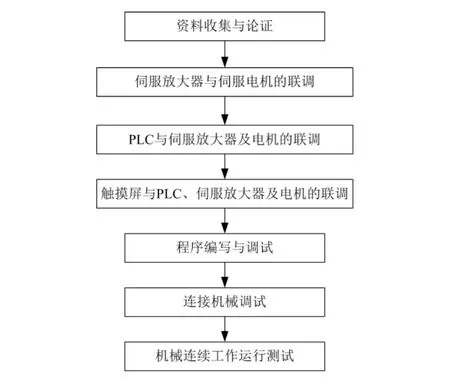
图7 碟簧强压机电气控制系统调试流程图
5 结束语
本文所设计的碟簧强压机有效地结合了触摸屏、PLC、伺服放大器、伺服电机、气动元件等器件,实现了产品的自动化,并且工作台运行平稳,精度较高,提高了蝶形弹簧的质量及强压处理的工作效率,满足厂家提出的设计要求。产品已获得实用新型专利(专利号: ZL 2013 2 0156623.9)。
该碟簧强压机还存在着一些不足之处,有待作进一步研究。如选用差动输入方式的PLC接受编码器反馈信息,以形成半闭环控制系统。另外该碟簧强压机目前仍需通过人工进行上料,下一步工作可以进一步配制振动式上料机来完成自动上料,从而进一步降低工人的劳动强度,提高生产率。
参考文献:
[1]程光明,曾平,于国飞,等.弹簧强压处理设备研制[J].摩托车技术,1998(8) :12-13.
[2]黄建新,刘建群,旷辉,等.触摸屏与PLC组成的伺服电机控制系统[J].仪表技术与传感器,2005(2) :46-47.
[3]杜晋.机床电气控制与PLC(三菱)[M].北京:机械工业出版社,2013.
[4]三菱电机自动化(上海)有限公司.MR-J3-□A伺服放大器技术资料集[S].
[5]陈大成.关于液压与气动伺服系统的研究[J].科技信息,2011(18) :612-613.
Analysis and design of disc spring compression machine
YAO Haibin,ZHANG Xiaobo,GUO Bin,ZHU Ya-dong
(1.School of Mechanical Engineering,Yangzhou Polytechnic College,Jiangsu Yangzhou,225009,China) (2.Yangzhou Hewei Disc Spring Manufacturing Co.,Ltd.,Jiangsu Yangzhou,225008,China)
Abstract:It introduces the structure of the disc spring compression machine,working principle and working process.Using touch screen,PLC,servo amplifier,servo motors,pneumatic components and other devices,it designs the automatic control system of the disc spring compression machine,which can work effectively in accordance with the design requirements.Compared with the current related equipment used in most companies,the disc spring compression machine effectively combines the touch screen,PLC and other devices,realizes the disc spring compression machine automation.This improves the fatigue strength and production efficiency,and reduces the workers'labor intensity during extreme pressure,satisfies the actual production needs,has good industrial prospect.
Key words:disc spring; compression machine; touch screen; PLC
DOI:10.3969/j.issn.2095-509X.2015.06.011
作者简介:姚海滨(1965—),男,江苏扬州人,扬州职业大学副教授,工程硕士,主要从事机械设计与制造方面的研究。
收稿日期:2015-03-20
中图分类号:TP212.1
文献标志码:A
文章编号:2095-509X(2015) 06-0045-04
猜你喜欢
工程力学(2021年9期)2021-09-23 10:40:52
液压与气动(2020年10期)2020-10-16 00:29:24
装备制造技术(2019年12期)2019-12-25 03:06:36
机械工程与自动化(2018年6期)2018-12-21 07:11:48
知识就是力量(2018年7期)2018-07-11 06:39:56
航天制造技术(2018年2期)2018-05-17 01:38:01
机械制造文摘·焊接分册(2016年2期)2016-12-23 21:06:17
山东工业技术(2016年23期)2016-12-23 16:58:27
中小企业管理与科技·下旬刊(2016年10期)2016-11-18 21:50:55
科技资讯(2016年19期)2016-11-15 10:25:41
