ADB610钢焊接接头中疲劳裂纹的扩展速率
2015-02-24 11:13张天会王时越徐人平
机械工程材料 2015年10期
薛 彬,张天会,王时越,果 霖,徐人平
(1. 昆明理工大学机电工程学院, 昆明 650051;
2. 云南农业大学机电工程学院, 昆明 650201)
ADB610钢焊接接头中疲劳裂纹的扩展速率
薛 彬1,张天会2,王时越1,果 霖2,徐人平1
(1. 昆明理工大学机电工程学院, 昆明 650051;
2. 云南农业大学机电工程学院, 昆明 650201)
摘要:对新型ADB610低碳贝氏体钢进行了焊条电弧焊接,采用柔度法得到了焊接接头裂纹长度(a)和循环寿命(N)的关系曲线;根据a-N曲线采用一次七点递增多项式拟合方法计算了母材、热影响区和焊缝的疲劳裂纹扩展速率(da/dN),并和应力强度因子范围(ΔK)数据进行回归拟合,得到了以Paris公式表达的焊接接头各区域的疲劳裂纹扩展速率表达式。结果表明:在疲劳裂纹扩展的初期和中期,焊缝的裂纹扩展速率最慢,母材区裂纹扩展速率最快;在裂纹扩展末期,三区域的裂纹扩展速率相近。
关键词:ADB610钢;焊接接头;疲劳裂纹扩展速率
0引言
在工程结构的断裂事故中,约有80%属于疲劳破坏[1],由于焊接接头疲劳失效而导致焊接结构破坏的约占90%[2]。目前焊接结构已成为使用最广泛的一种结构,疲劳和腐蚀是焊接结构的主要失效形式[3]。在焊接过程中焊接接头会存在焊接缺陷,易产生裂纹萌生、扩展甚至失稳断裂[4],疲劳裂纹扩展速率(da/dN)是表征构件疲劳行为的重要特征参量。ADB610钢[5]是一种新型低碳贝氏体钢,采用微合金化控轧控冷工艺生产,广泛应用于水工金属结构及压力容器等焊接结构中,被称为当今“绿色钢材”。目前对新型低碳贝氏体钢焊接接头的研究主要集中在从焊接工艺性和使用性的角度研究焊接接头的显微组织和常规力学性能,而很少从断裂力学的角度研究其疲劳裂纹扩展行为。
为此,作者对ADB610钢板进行了焊条电弧焊焊接,对焊接接头三个宏观区域进行多试样疲劳裂纹扩展速率试验研究,计算了焊接接头中母材、热影响区、焊缝三区域基于Paris公式的裂纹扩展速率,对比分析了三区域疲劳裂纹扩展性能的差异,为ADB610钢焊接结构的抗断裂设计提供依据。
1试样制备与试验方法
试验材料为鞍钢开发生产的ADB610钢板,厚度δ为20 mm;焊条选用大西洋牌CHE62CFLH低合金钢焊条。ADB610钢和焊条的化学成分和常规力学性能见表1和表2。
采用不对称X型坡口作为ADB610钢焊接坡口形式(见图1),采用ZX400S型焊机进行焊条电弧焊,用直径为3.2 mm(打底焊)和4.0 mm(填充和盖面焊)的CHE62CFLH焊条,进行平板对接接头的焊接。焊接规范:多层多道焊,焊前不预热,焊后自然冷却不后热,具体焊接工艺参数见表3。

表1 试验材料的化学成分(质量分数)

表2 试验材料的力学性能

表3 焊接工艺参数
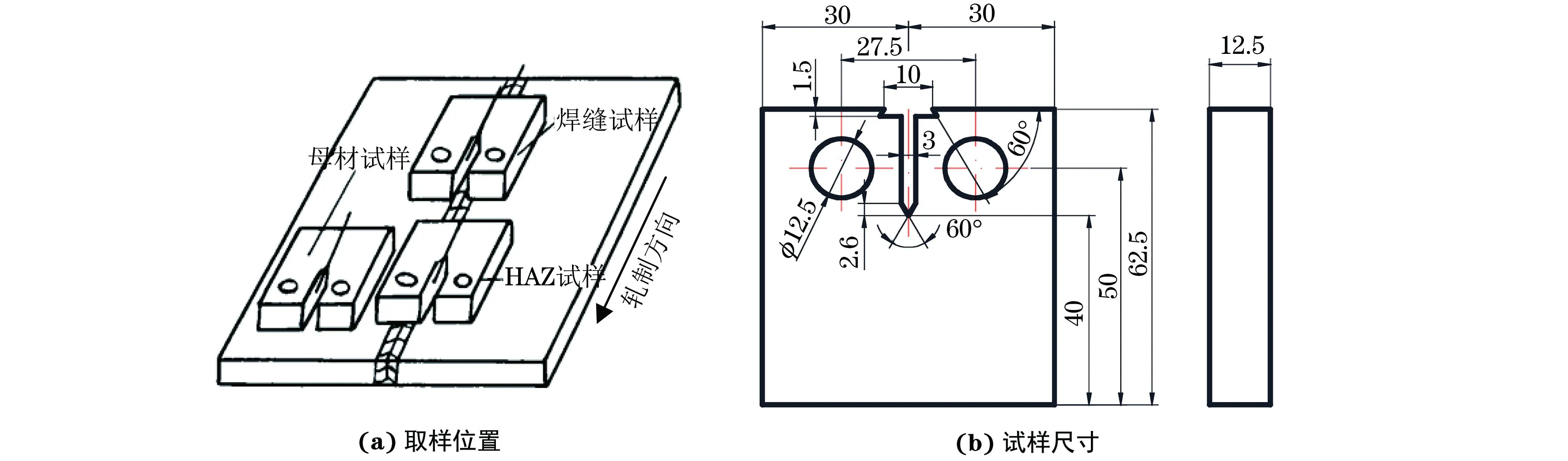
图2 CT试样的取样位置及尺寸Fig.2 Sampling positions in welded joints(a) and size of CT sample (b)
在焊接接头的母材(BM)、热影响区(HAZ)和焊缝(WS)截取疲劳试验紧凑拉伸(CT)试样。CT试样缺口尖端分别位于母材、热影响区和焊缝中心,取样位置和形状尺寸如图2所示。每个区域各取7个CT试样,其中母材的试样编号MN1-MN7,热影响区的试样编号H1-H7,焊缝的试样编号W1-W7。
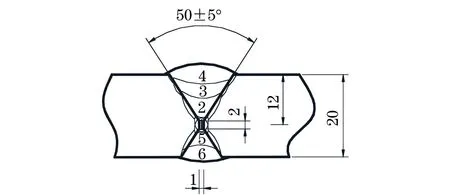
图1 焊接坡口及焊层示意Fig.1 Sketch map of welding groove and welding layer
在ADB610钢焊接接头的母材、热影响区和焊缝截取金相试样,打磨抛光后用4%硝酸酒精(体积分数)腐蚀,用Olympus光学显微镜观察三区域的显微组织。
根据GB 6398-2000[6],采用MTS 810 Teststar型材料试验系统用逐级降载方法预制疲劳裂纹并进行疲劳裂纹扩展试验。试验过程中采用循环正弦波加载方式,试验频率为10 Hz,最大加载载荷Pmax=15 kN与最小加载载荷Pmin=1.5 kN之差ΔP=13.5 kN恒定(即采用增K试验方法,应力强度因子K随着裂纹长度a的增加而增加),应力比R=0.1,采用柔度法通过COD规测定试样裂纹嘴的张开位移,进而计算出裂纹的长度,并绘制裂纹长度(a)和循环寿命(N)的关系曲线,即a-N曲线。
2试验结果与讨论
2.1 疲劳裂纹扩展速率
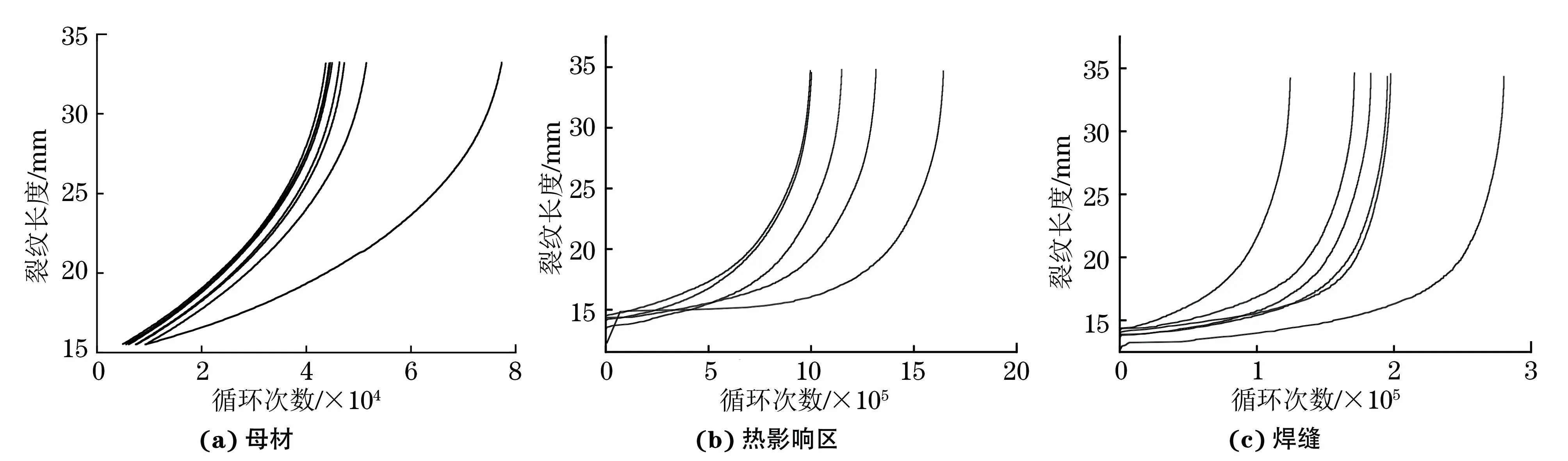
图3 焊接接头不同区域各试样的a-N曲线Fig.3 a-N curves of base material(a), heat affected zone(b) and weld seam (c) samples of welded joint
疲劳裂纹扩展试验结束后,根据试验要求提取有效试验数据,其中母材7个,热影响区5个,焊缝6个,绘制各区域各试样a-N曲线。由图3可知,母材各试样的裂纹扩展数据的分散性比较小,热影响区和焊缝数据的分散性较大。根据GB 6398-2000的推荐,采用一次七点递增多项式方法计算a-N曲线的疲劳裂纹扩展速率(da/dN),其局部二次多项式拟合方程如下。

(1)

(2)

(3)

(4)
式中: ai为对应循环次数Ni时的裂纹长度,ai-3≤a≤ai+3;b0,b1,b2为按最小二乘法决定的回归系数;C1,C2为使计算简便引入的参数。
对式(1)求导可以得到七个点中间点的裂纹扩展速率(da/dN)i。

(5)
采用七点递增多项式拟合方法,逐步对整个a-N曲线上的局部七个试验数据点进行拟合并求导,计算出每个试样在一系列裂纹长度ai下的疲劳裂纹扩展速率(da/dN)i。
(1)预算单位自行评价。对经目标审核后的预算单位申报的部门整体支出项目和资金、专项支出项目和资金,要求各预算单位根据全市统一设置的指标体系开展绩效自评,自行跟踪项目实施和资金使用进展,形成绩效评价报告。
采用Paris公式来描述裂纹扩展速率(da/dN)与应力强度因子范围(ΔK)的关系[7]。

(6)
式中:C和m为材料固有的参数。
试样尺寸、加载载荷、裂纹扩展长度这些因数都影响ΔK,ΔK计算公式如下。

[0.886+4.64a/W-13.32(a/W)2+

(7)
式中:B为试样厚度,0.012 5 m;W为试样宽度,0.05 m;a为试验过程中的裂纹扩展长度,m。
对式(3)两边取对数,有:

(8)
根据式(5)可以求出的一系列裂纹长度ai对应的疲劳裂纹扩展速率(da/dN),根据式(7)计算ai对应的(ΔK)i,然后对式(8)进行线性回归拟合,得到Paris公式中的参数C和m。
在裂纹长度为15.5~33 mm[lg(ΔK)为1.44~1.93)之间的lg(da/dN)-lg(ΔK)进行拟合,得到每个试样的lgC,m和线性相关系数R;对三区域各个CT试样的lgC和m求平均值,得到三区域的lgC和m的平均值,如表4所示。
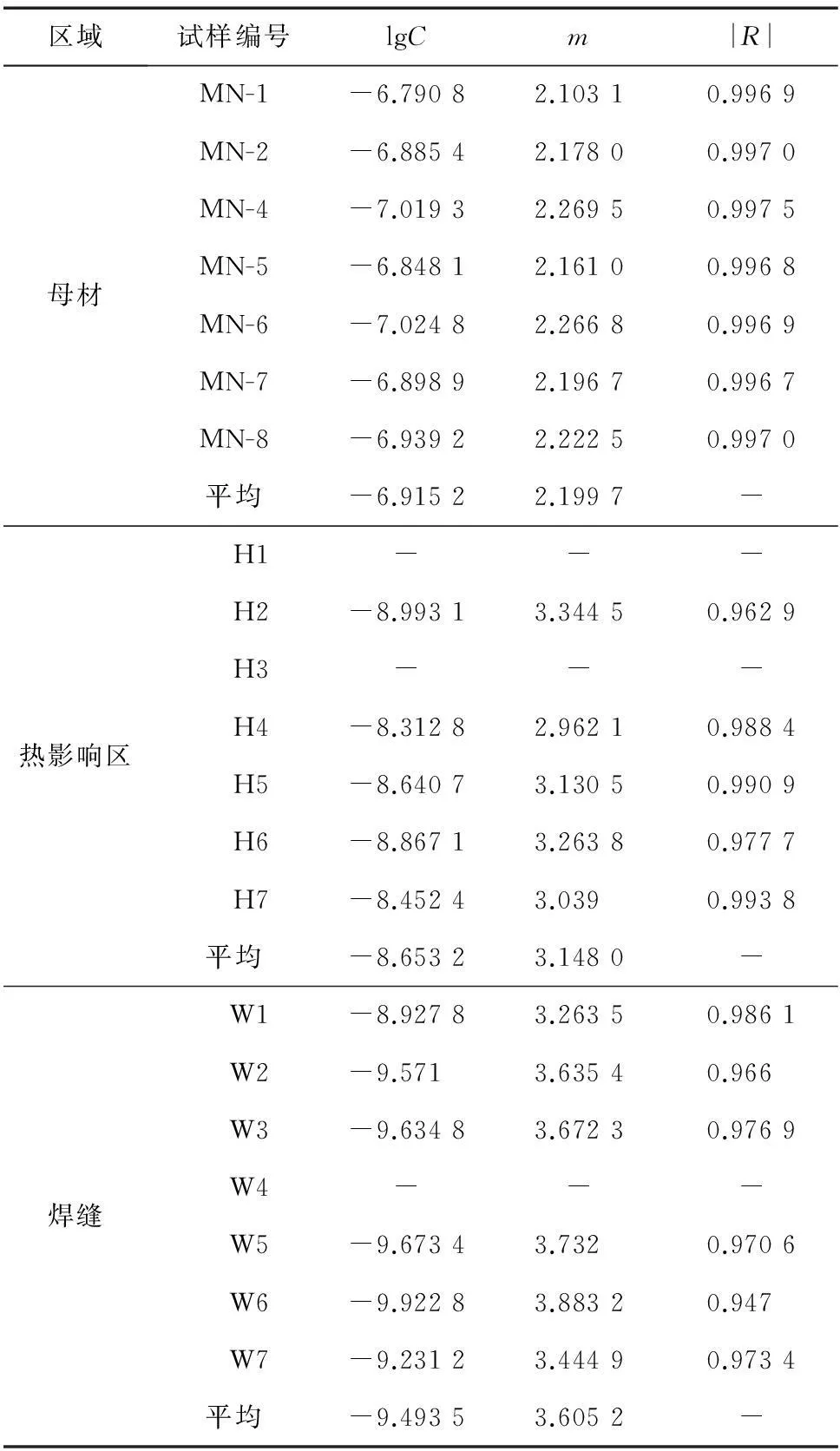
区域试样编号lgCm|R|母材热影响区焊缝MN-1-6.79082.10310.9969MN-2-6.88542.17800.9970MN-4-7.01932.26950.9975MN-5-6.84812.16100.9968MN-6-7.02482.26680.9969MN-7-6.89892.19670.9967MN-8-6.93922.22250.9970平均-6.91522.1997-H1---H2-8.99313.34450.9629H3---H4-8.31282.96210.9884H5-8.64073.13050.9909H6-8.86713.26380.9777H7-8.45243.0390.9938平均-8.65323.1480-W1-8.92783.26350.9861W2-9.5713.63540.966W3-9.63483.67230.9769W4---W5-9.67343.7320.9706W6-9.92283.88320.947W7-9.23123.44490.9734平均-9.49353.6052-
根据表4数据得到ADB610钢焊接接头母材的均值裂纹扩展速率表达式为:

(9)
热影响区的均值裂纹扩展速率表达式为:

(10)
焊缝的均值裂纹扩展速率表达式为:

(11)
根据式(9),(10),(11)绘制裂纹扩展曲线。从图5可以看出,在整个疲劳裂纹扩展过程中,在裂纹扩展初期(lg(ΔK)<1.81),母材的裂纹扩展速率最大,其次为热影响区的,焊缝的最小;在裂纹扩展后期,母材、热影响区和焊缝的裂纹扩展速率逐渐接近,随后母材的裂纹扩展速率逐渐低于焊缝的和热影响区的;焊缝的裂纹扩展速率增加速度最快,其次为热影响区的,最后是母材的。
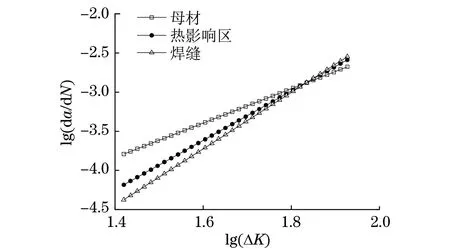
图5 焊接接头不同区域lg(da/dN)-lg(ΔK)曲线Fig.5 lg(da/dN)-lg(ΔK) curves of different zonesof welded joint
2.2 影响机理
焊接热过程对焊缝和热影响区造成微观组织的变化必然会影响其裂纹扩展速率,加上塑性应变引起的焊接残余应力也势必会对裂纹扩展速率造成一定的影响。
由图6可知,母材的显微组织基本上为粒状贝氏体,并弥散分布着粒状碳化物,晶粒较粗;热影响区的组织为粒状贝氏体、针状贝氏体和少量铁素体,晶粒较粗,并弥散分布着粒状碳化物;焊缝的组织为粒状贝氏体和少量铁素体,晶粒较细。热影响区组织中粒状碳化物在铁素体晶界析出并形成网状,这对疲劳裂纹的扩展会形成一定的抗力。焊缝的晶粒较细,抵抗疲劳裂纹扩展的能力比较高。裂纹扩展前期,晶界之间的抗力会对裂纹扩展速率造成一定的影响。由于ADB610钢焊接接头焊缝和热影响区并未进行消除残余应力的处理,而是直接制取试样进行疲劳裂纹扩展试验,由已有的研究结果可知,焊接残余应力在CT试样热影响区和焊缝中裂纹扩展前缘均为压应力[8],会引起裂纹尖端闭合,因而在裂纹扩展的前期焊缝和热影响区的疲劳裂纹扩展速率会略低于母材的。但在裂纹扩展的后期,随着晶界之间的抗力影响减小,焊接残余应力的释放,三个区域裂纹扩展速率会逐渐接近,焊接接头三个区域之间的裂纹扩展速率相差较小。

图6 焊接接头不同区域的显微组织Fig.6 Microstructure in different zones of welded joint: (a) base material; (b) heat affected zone and (c) welded seam
3结论
(1) 通过疲劳裂纹扩展速率试验,得到了ADB610钢焊接接头母材、热影响区和焊缝的裂纹扩展速率da/dN-ΔK表达式。
(2) 在裂纹扩展的初期,ADB610钢焊接接头焊缝和热影响区的裂纹扩展速率明显比母材的慢,焊缝的裂纹扩展速率比热影响区的慢;在裂纹扩展后期,三个区域的裂纹扩展速率相近。
参考文献:
[1]徐灏.疲劳强度[M].北京:高等教育出版社,1988.
[2]佐藤邦彦,向井喜彦,豊田政田.焊接接头的强度与设计[M].张伟昌,严茑飞,徐晓,译. 北京:机械工业出版社,1983.
[3]王希靖,李树伟,牛勇,等.A7075搅拌摩擦焊疲劳裂纹扩展速率试验分析[J].焊接学报,2008, 29(9):5-7.
[4]霍立兴.焊接结构的断裂行为及评定[M]. 北京:机械工业出版社,2000.
[5]张天会,闫沛军,徐人平,等.低碳贝氏体ADB610钢焊接缺陷统计分析研究[J].热加工工艺,2009,38(13):151-153.
[6]全国钢标准化技术委员会. 金属材料疲劳裂纹扩展速率试验方法: GB/T 6398-2000[S]. 北京:中国标准出版社,2000.
[7]PARIS P C,ERDOGEN F.A critical analysis of crack propagation Laws[J].Journal of Basic Engineering Transactions:ASME Series D,1963,85(3) :528-534.

Fatigue Crack Growth Rate of ADB610 Steel Welded Joints
XUE Bin1, ZHANG Tian-hui2, WANG Shi-yue1, GUO Lin2, XU Ren-ping1
(1. Faculty of Engineering and Technology, Kunming University of Science and Technology, Kunming 650051, China;
2. Faculty of Engineering and Technology, Yunnan Agriculture University, Kunming 650201, China)
Abstract:The ADB610 steel was welded using shielded metal arc welding method, and the fatigue crack length (a) vs. fatigue life (N) curves was measured by using crack compliance method. Base ona-Ncurves, the fatigue crack propagation rates of each sample from base material (BM), heat affected zone (HAZ) and weld seam (WS) were calculated by fitting a polynomial to a strip of 7 data points and linear regression fitted with stress intensity factor range (ΔK). The figure based on Paris of (da/dN) and (ΔK) was obtained. The results show that the fatigue crack growth rate in BM was higher than that in HAZ and WS, and that in WS was the slowest during the early and middle stage of crack growth; during the last stage of crack growth the difference of fatigue crack growth rate in three regions was not significant.
Key words:ADB610 steel; welded joint; fatigue crack growth rate
中图分类号:TG142.1
文献标志码:A
文章编号:1000-3738(2015)10-0090-05
作者简介:薛彬(1985-),男,山东青岛人,博士研究生。
收稿日期:2014-08-15;
修订日期:2015-05-23
导师:徐人平教授