
百万吨乙烯压缩机试车中结构改进及测试性能方案的调整
2015-02-21 01:25:10王永杰王兴伟宋健于凯董友沈阳鼓风机股份有限公司
风机技术 2015年6期
王永杰 王兴伟 宋健 于凯 董友/沈阳鼓风机股份有限公司
百万吨乙烯压缩机试车中结构改进及测试性能方案的调整
王永杰 王兴伟 宋健 于凯 董友/沈阳鼓风机股份有限公司
0 引言
百万吨乙烯装置用离心压缩机机组是由两缸3MCL806与3BCL527离心压缩机和润滑油站等组成。压缩机有五段十三级,轴端密封采用干气密封。通过对产品的结构装配中所涉及到相关影响机组性能参数的零件、测试元件结构改进,对性能施工试验方案的不合理要求进行修改,确保机组性能试验有效顺利提供技术工艺保障。
1 机械运转、振动故障分析和结构改进
1.1 机械运转试验
1)低压缸经过半年装配、找正于2011年1月8日上午10点试车,按照API要求机械运转各项参数符合设计要求,振动值1V1=5μm、1V2=6.5μm、1V3=15.1μm、1V4=14μm;试车合格,轴承温度最大79℃,最小63℃,满足API要求。
2)高压缸经过2个多月的装配、找正,并多次试车后,最后一次试车在2010年9月18日,按照API要求机械运转各项参数符合设计要求,振动值2V1=7μm、2V2=9μm、2V3=13.1μm、2V4=11.5μm;试车合格,轴承温度最大73℃,最小64℃,满足API要求。
3)由于该产品在用户现场是两缸连动运转,所以在对上述两缸分别试车合格后进行两缸连动机械运转试验,机组运转4小时左右。低压缸振动值1V1=7.5μm、1V2=8μm、1V3=16.1μm、1V4=11.5μm;试车合格。轴承温度最大78℃,最小67℃,满足API要求。高压缸机组振动值2V1= 4.8μm、2V2=8.2μm、2V3=12.1μm、2V4=14.5μm;试车合格,轴承温度最大73.8℃,最小61.4℃,满足API要求。
因该机组的介质是乙烯,属于低温介质,故对转子轴和叶轮的材质及机械性能要求非常严格,其转子部件选择的材料是低温材料,为使高、低压缸转子在高速动平衡时尽可能地达到动平衡精度要求,保证后序机械运转的稳定性,对高、低缸转子反复进行了高速平衡及稳定处理试验,最终达到转子的稳定,得到了用户的检验认可。
4)该机组转子在整个装配和试车处理中的要点有:相位初始角,残余不平衡量值的控制,残余应力的释放,转子热敏的处理,电跳区的电跳值,探头套管使用的结构处理,轴瓦间隙的检测,轴承压盖接触面的检查,联轴器找正距离的确定及预拉伸值等问题的检查。
5)转子试车过程中注意事项:由于该机组转子(包括轴和叶轮)材质的特殊性,在整个试车过程当中,为保证机组转子运转的稳定性要求,凭借着多年试车经验在每次试车时对高、低压缸的转子采取分段升速,即高、低压缸转子在转速升速过程分别在其临界转速前、后再加500r/min,观察各转子振动值及轴承瓦温是否稳定。如稳定机组运转10分钟再升速1 000r/min,以此类推,直至达到实验转速,观察振动值及轴承瓦温是否稳定及合格。
当时用户在现场参与了试车并提出试车过程中的一些要求,对此逐一进行了检验。例如:在升速过程中按阶梯式升速。机械运转参数如下:高缸:一阶转速3 502r/min;低缸:一阶转速2 730r/min;最大连续转速6 308r/min。超转6 939r/min。控制进油温度在35~45℃之间、回油温度68℃以下,两缸机壳温度被控制在56~64℃,满足API技术试车要求。
1.2 机组振动故障分析
机组在试车中出现的振动故障,拆检后发现低压缸有4个叶轮口圈及相对应的轴封直径有不同程度的磨损,通过查阅多次试车过程的机械运转的电脑记录进行对比,从频谱跟踪、形心轨迹、键相位等相关参数对比显项分析,虽然前、后振动值在合格范围内,但振动值时有波动,即:主频、分数谐波都存在时域波型有削波现象,振动不稳定。怀疑转子与密封之间有磨擦现象。后经停车拆检这4个叶轮口圈,轴封处都有轻微磨擦刮痕,该情况得到验证。处理后再次进行高速动平衡试验。将转子振动速度降到1.0mm/s以下合格。
接下来对低压缸机组重新复装、连接高压缸校正试车,其振动值都比第一次下降很多,其振动值为1V1=6.9um、1V2=8.2um、1V3=16.1um、1V4=11.5um;试车合格,轴承温度最大82℃,最小69℃,满足API要求。
1.3 机组结构的改进
在整个机组性能试验的过程中,由于结构和功率大的原因,采用高压缸和低压缸分别性能试验。试验结果高压缸测试的性能参数基本满足设计参数要求;而低压缸测试的性能参数不能满足设计参数要求。
1)对该机组进行了解体检查,对照设计图纸逐个检查转子对应隔板位置、无叶扩压器宽度、各段叶轮口圈密封及轴封间隙都没有发现异常,各项检验的参数都符合设计要求。
2)设计部对该产品结构进行重新计算检查,结果发现一些结构问题。处理要点:对部分叶轮和隔板进行调整。
3)为保证性能试验参数的准确性,在做性能试验时需要及时测试机壳内的各段、各级的气体压力、温度值。为使压力、温度探针在机壳内把合的牢固性,结合其测试元件的使用性能修改了原设计固定卡子的把合方案,使其固定卡子更牢固实用,还不影响性能测试要求。经过整个性能试验后拆检,结果该固定卡子、压力传感器、测温度探针均没有损坏。
2 性能试验管路的安装施工及改进
在管路施工铺设时,首先要考虑高低缸主机的试车位置,相应测试性能所需的元件(电机、耦合器、变速机、气体冷却器、孔板、阀门等元件),同时要考虑试车元件的参数来满足实验要求,还要考虑试车过程中的金属受热变化而引起的线性热膨胀量、机组找正精度及按联轴器的技术要求进行找正。
2.1 性能试验管路的安装施工
1)高压缸性能试验的工艺管路是一进一出,外加一补加气管路;相当于两个回路,见图1。

图1 乙烯压缩机厂内气动性能试验测试系统图(高压缸)
整个回路在3个孔板前后各有1个差压点和2个测温点。为了保证生产进度及产品交货期时间和试车性能管路顺利施工完成,对图纸认真审阅并严格制定施工方案。
先确定主机找正的位置,分别将主机垂直风口管路、法兰和膨胀节焊在其管路上,将气体冷却器置于其相应位置上,并从气体冷却器进、出口预制管路,与主机风口管路相联接。还分别将3个阀门、3个孔板、一个加氮气阀门和一个放空阀及一个抽真空阀门安装在相应位置上。
2)其次,低压缸性能管路走向比高压缸性能管路施工铺设回路复杂,它是另一种试验形式结构,面对设计图纸分析低压缸为3段,由一个总进口、一个总出口、两个加气口和一个抽气口的特殊结构组成,相当于三个回路。整个回路中,在4个风口接管路上各有4个取压点和测温点,特别是在机壳内还有8个取压点和测温点,在3个孔板前后各有1个差压点和2个测温点,见图2。
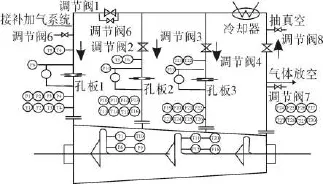
图2 乙烯压缩机厂内气动性能试验测试系统图(低压缸)
2.2 性能试验管路工艺性改进
在试验中考虑管路线性热膨胀量的影响增加弹簧支座用于出风口管路垂直段下方以缓解管路线性热膨胀量,避免机组机壳试车振动,同时在进出气管路口分别增加开式管路用于吹扫需求。将管路避开障碍物,打开阀门开始进行吹扫,之后将管路联接一个闭式循环管路体。
由于该产品使用的是低温介质,根据在厂内现有的条件决定使用介质N2,纯度要求98%以上。在性能试验时,为保证安全对管道进行焊缝X光透视和充氮气打正压力试验,其压力值为10MPa,以检查管路和法兰是否有泄漏现象。如无泄漏现象可以对管路进行抽真空检验,真空度达到-0.008 5MPa。利用管道内真空度负压的特性,打开管道的进气阀将氮气吸入管道内,再逐渐提高到正压力0.3MPa。
在进行性能试验过程中,逐渐对管道气体介质进行加压,调整各阀门开度,注意各管道压力在每次加压的平衡点(转速、压力、流量、阀门开度和气体温度等相关参数),以满足性能试验要求。在性能试验管道内气体压力增加至3.5MPa左右时,发现试验垂直和水平管路随着管道内的压力增加其管路有部分颤抖,为保证试验的安全性,确保后续试验的压力及流量的稳定,决定对机组停车检查在相应位置管路上增加固定的加强筋。通过调整再次试车时管路颤抖现象消失了。
3 结论
在整个性能试验过程中所测得各项参数指标均达到设计要求,高、低缸主机振动值和轴承温度符合API标准要求。主频频谱稳定,试车升速过程没有凸现异常。
[1]机械设计手册[M].机械工出版社第5卷.机电一体化与控制技术.
[2]肖祥正,刘玉魁,等.真空泵设计手册[M].国防工业出版社.
[3]景思睿,张明远.流体力学[M].西安交通大学出版社.
[4]王兴伟,丙烯压缩机试车中故障原因分析[J].风机技术,2012(3):86-88.
[5]张锡德,苏海龙.空气压缩机第二转轴振动原因分析及措施[J].风机技术,2012(6):81-85.
[6]王晓艳,王跃方.压缩机梳齿密封内部流畅及激振力研究[J]风机技术,2009(2):20-26.
[7]何立东,叶小强,刘锦南.蜂窝密封及其应用的研究[M].北京:化工工业出版社,1995.
[8]沈庆根,化工机器故障诊断技术[M].浙江:大学出版社,1994.
[9]肖忠会,离心压缩机组轴系扭振分析技术与应用[J].风机技术,2013(3):30-37.
■
通过对3MCL806与3BCL527乙烯压缩机装置的振动故障原因分析,详细阐述了离心式压缩机振动形式、机械原理以及各种振动现象的频谱特征,并对机组振动原因给出了正确的分析结果。同时介绍了压缩机性能试验的系统管路及试验改进方案。
离心式压缩机;振动;温度;喘振;频谱;性能试验
StructureImprovementand Performance Test Case Adjustment of the Megaton Ethylene Compressor
Wong Yongjie,Wang Xingwei,Song Jian,Yu Kai Dong You/shen yang Blower Works Group Corporation
centrifugalcompressor; vibration;temperature;surge;spectrum; performance test
TH452;TK05
A
1006-8155(2015)06-0089-04
10.16492/j.fjjs.2015.06.14068
2015-09-01辽宁沈阳110869
Abstract:Based on the analysis of vibration reason of the 3MCL806 and 3BCL527 ethylenecompressor,elaboratedthe spectrumcharacteristicsofcentrifugal compressorvibrationform,mechanical principle and various vibration phenomenon was introduced,and the correct analysis results of the causes of unit vibration was given.Componentmountingandthe requirements of pipeline construction in the performancetesthadbeenadjusted.
猜你喜欢
中国特种设备安全(2022年4期)2022-07-08 02:43:48
民用飞机设计与研究(2020年1期)2020-05-21 07:24:30
小资CHIC!ELEGANCE(2019年28期)2019-09-12 08:12:32
山西冶金(2019年2期)2019-05-31 11:30:04
海峡姐妹(2019年1期)2019-03-23 02:42:56
铁路通信信号工程技术(2019年6期)2019-01-17 18:56:14
小猕猴智力画刊(2017年12期)2017-12-27 08:35:00
经营者·汽车商业评论(2016年12期)2017-03-08 02:31:39
太空探索(2016年9期)2016-07-12 09:59:51
发明与创新(2015年37期)2015-02-27 10:40:26
