车床内冷却系统的设计与应用
2015-02-20 06:51太原机车车辆配件厂山西030003田建忠
金属加工(冷加工) 2015年16期
■太原机车车辆配件厂 (山西 030003) 田建忠
车床内冷却系统的设计与应用
■太原机车车辆配件厂(山西 030003) 田建忠
摘要:为解决深孔加工时刀具磨损过快、排屑不畅及影响加工表面质量的问题,将卧式车床改造为镗床使用,并在车床主轴内设置内冷却系统,从而达到减少刀具磨损、提高刀具寿命和加工表面质量的目的。
在卧式车床上加工孔类零件时,由于机床自带的冷却系统无法对工件内孔深处特别是刀具刀头部分进行充分冷却,从而加剧了刀具的磨损,同时也不利于工件深孔处的排屑,导致工件加工表面的质量下降。为解决此技术问题,我们设计了专用的车床内冷却系统。
1. 内冷却系统结构
车床内冷却系统结构如图1所示。心轴12通过莫氏锥度与机床主轴内孔相联接,圆螺母11的设置是便于心轴拆卸。刀具14尾部设计成削平柄结构,装入心轴前端内孔后,由两个平端紧钉螺钉13压紧。在机床主轴尾部锥孔处装入堵头5,堵头两端安装有两盘向心球轴承,以起到支撑出水管的作用,同时使出水管8连同心轴12等零件一同自由旋转。锁紧螺母4的设置同样是为了便于拆卸堵头5。圆螺母3的设置是为了锁紧出水管与旋转接头的联接。
在出水管的尾部装入了旋转接头,旋转接头的水平端接入出水管,垂直端接进水管,并与机床的冷却水泵相联接。旋转接头具有良好的密封性,最高转速可达3 000r/min,完全可以满足现场零件加工时的要求。旋转接头的具体结构如图2所示。
为了防止泄露,内冷却系统在安装时,出水管与心轴尾部及旋转接头联接时,需加装密封垫拧紧,其余接头部位均需加装密封胶带。考虑到机床工作时设备产生的振动、噪声等不利因素,进水管与水泵联接之间的管路部分应加装固定管卡。
2. 内冷却系统的使用
实际工作时,拆除车床刀台及中溜板等,将工件安放在车床拖板上,刀具安装在车床主轴内,主轴带动刀具旋转,工件随大溜板一起做纵向进给运动,进行切削加工,将车床改为镗床使用。加工过程中,切削液由水泵泵入进水管,通过旋转接头进入出水管。

图1 内冷却系统结构
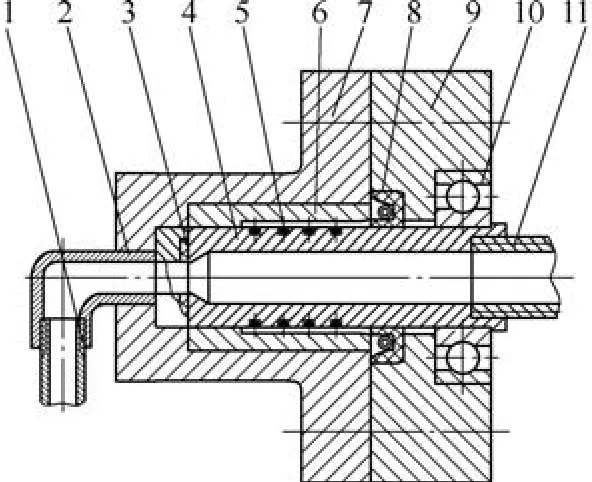
图2 旋转接头结构
由于刀具在结构上设计有通过切削液的内孔及流经刀头部分的两个斜孔,所以切削液可直接喷射在可转位机夹刀片的切削位置进行充分冷却,同时可及时冲走加工部位产生的切屑,提高工件表面的加工质量。在使用后,切削液经机床下部接水盘过滤后流入储水箱进行循环使用。使用
过程中,切削液会四处飞溅,可以增设防护罩,以便使切削液尽可能流入接水盘。为了调整切削液的流量大小,可在进水管与水泵间接入一个不锈钢球阀进行调节,使切削液的流量大小得到合理、有效的控制。
3. 结语
卧式车床内冷却系统经实际使用,通过对刀具的刀头和加工部位进行充分冷却,进一步减少了刀具的磨损,为提高刀具的使用寿命和节能降耗带来了好处,同时也便于排屑,提高了加工表面的质量。
参考文献:
[1] 张益芳,诸全兴,侯慧人,等.金属切削手册[M]. 4版. 上海:上海科学技术出版社,2011.
[2] 王先逵. 机械加工工艺手册[M].北京:机械工业出版社,2002.
收稿日期:(20150628)
猜你喜欢
科技创新与应用(2022年17期)2022-06-21
阅读(快乐英语中年级)(2021年9期)2021-10-19
湖北农机化(2020年17期)2020-11-02
舰船科学技术(2019年7期)2019-08-16
家电科技(2018年7期)2018-08-06
橡塑技术与装备(2018年14期)2018-07-20
临床超声医学杂志(2017年3期)2017-04-08
发明与创新·中学生(2014年6期)2014-07-16
吉林医学(2013年3期)2013-11-15
水利建设与管理(2012年2期)2012-06-30