
新政航电3#机组转轮室改造的运行情况分析
2015-02-20 09:10:59邓小勇邓小华
四川水利 2015年1期
邓小勇,邓小华
(1.四川交投港航嘉陵江新政航电开发有限公司,四川 南充,637676;2.阿坝水电开发有限公司,成都,610041)
新政航电3#机组转轮室改造的运行情况分析
邓小勇1,邓小华2
(1.四川交投港航嘉陵江新政航电开发有限公司,四川 南充,637676;2.阿坝水电开发有限公司,成都,610041)
灯泡贯流式机组转轮室结构的安全性,直接关系到电厂机组运行和经济效益,其结构的工作状态对电厂安全有重大影响,因此探讨分析转轮室的安全性对指导机组安全运行具有重要意义。新政水电站3#机组,针对转轮室存在的振动偏大问题,对其实施了技改方案,对改造后的机组进行了测试情况的运行分析,得出改造成功的结论,并指出存在的问题。
灯泡贯流式 转轮室 振动 新政水电站
1 概述
新政航电枢纽三台灯泡贯流式机组自投运以来,转轮室振动长期处于越限状态。2009年1#机组环形筋板裂纹,2010~2011年度检修中,三台机组转轮室气蚀严重,探伤检测发现碳钢与不锈钢结合焊缝处存在缺陷、裂纹等问题,3#机组尤为突出,裂纹总长度达9450mm,气蚀部位经补焊打磨后,检测3#机组-Y方向局部厚度仅有25mm。为了保证设备安全、稳定运行,2011年7月,在省港航公司的组织协调下,我公司与东电公司(设备供应商)及成勘院(设计单位)相关技术人员,对转轮室强度、振动、焊缝缺陷及气蚀等技术问题进行多次分析、讨论,在借鉴金银台枢纽更换转轮室成功方案的基础上,最终制定了更换三台机组转轮室和技改转轮室平台的方案。技改方案为:
(1)增加转轮室钢强度。环筋厚度为30mm,数量增加为4条,隔板厚度增加为30mm,环筋之间的竖筋厚度为40mm,每条环筋间隔板数量增加为16块;
(2)从材料上改善转轮室的抗汽蚀与磨蚀性能。沿水流方向转轮室不锈钢段长度增加为1910mm(原转轮室不锈钢为910mm),转轮中心线上游侧不锈钢段为540mm,转轮中心线下游段为1370mm。转轮室的不锈钢是由抗汽蚀与磨蚀性能良好的1Cr18Ni9Ti不锈钢材料做成;
(3)按照新的国家标准及厂家标准,将转轮叶片于转轮室的单边间隙值调整为0.00075D1;
(4)原来平台和扶梯的重量全部承受在转轮室上,现将平台和扶梯与转轮室脱开,所有支撑均装于上、下游墙体预埋基础板上。
2 改造过程及运行情况
东电提供的第一台套转轮室于3月14日到货,安装在3#机组上,同时对转轮室平台安装方式进行了改造。4月19日,转轮室及平台安装、调试完成,机组检修结束,开机运行至今,运行正常。转轮室运行工况如下:
(1)机组充水后转轮室下沉量减少,约为0.02mm,更换前为0.46mm;
(2)转轮室平台、楼梯、栏杆有轻微晃动;
(3)转轮室进人孔处的噪音最高为106分贝。
在各种负荷运行工况下,转轮室更换前后各振动数据对比(枢纽振动系统监测)见表1。
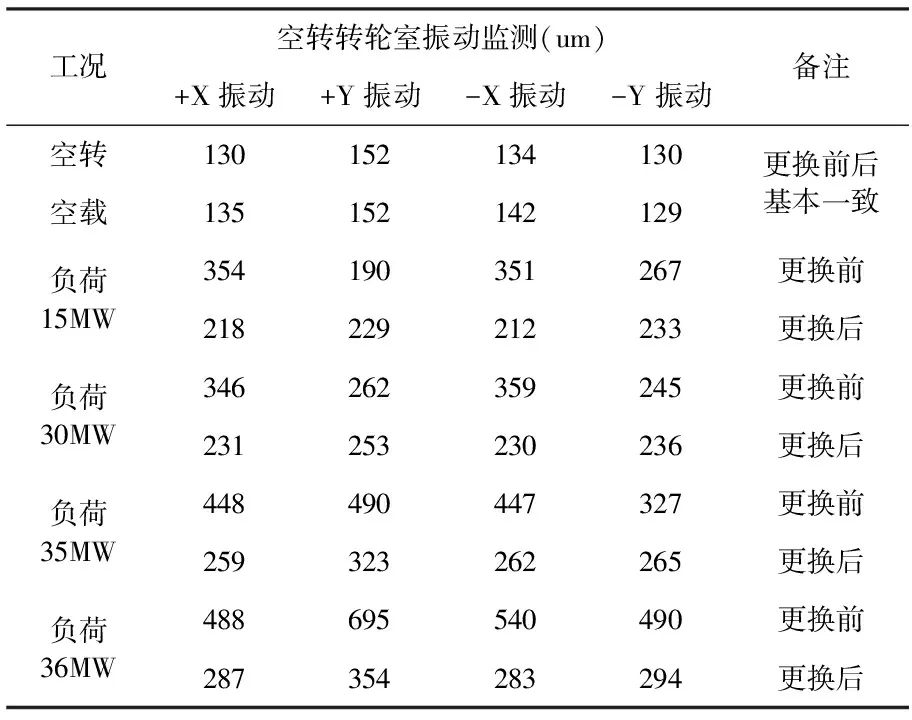
表1 转轮室振动监测数据
3 测试情况分析
2012年6月14日,东方电机有限公司对3#机组转轮室进行了模态试验和振动测试。
3.1 充水状态下模态试验
充水状态下各阶振动模态频率及阻尼比见表2。

表2 各阶振动模态频率和阻尼比
3#机组水轮机转速93.8rpm,水机主轴转频激励频率为1.563Hz,转轮叶片4倍转频(桨叶通过频率)激励频率为6.253Hz。从模态固有频率测试结果可以看出,3#机组转轮室改造后的各阶固有频率均远离激励频率1.563Hz、6.253Hz,因此不会产生转轮室结构共振。
3.2 振动测试分析
3#机组转轮室的振动测试成果见表3。
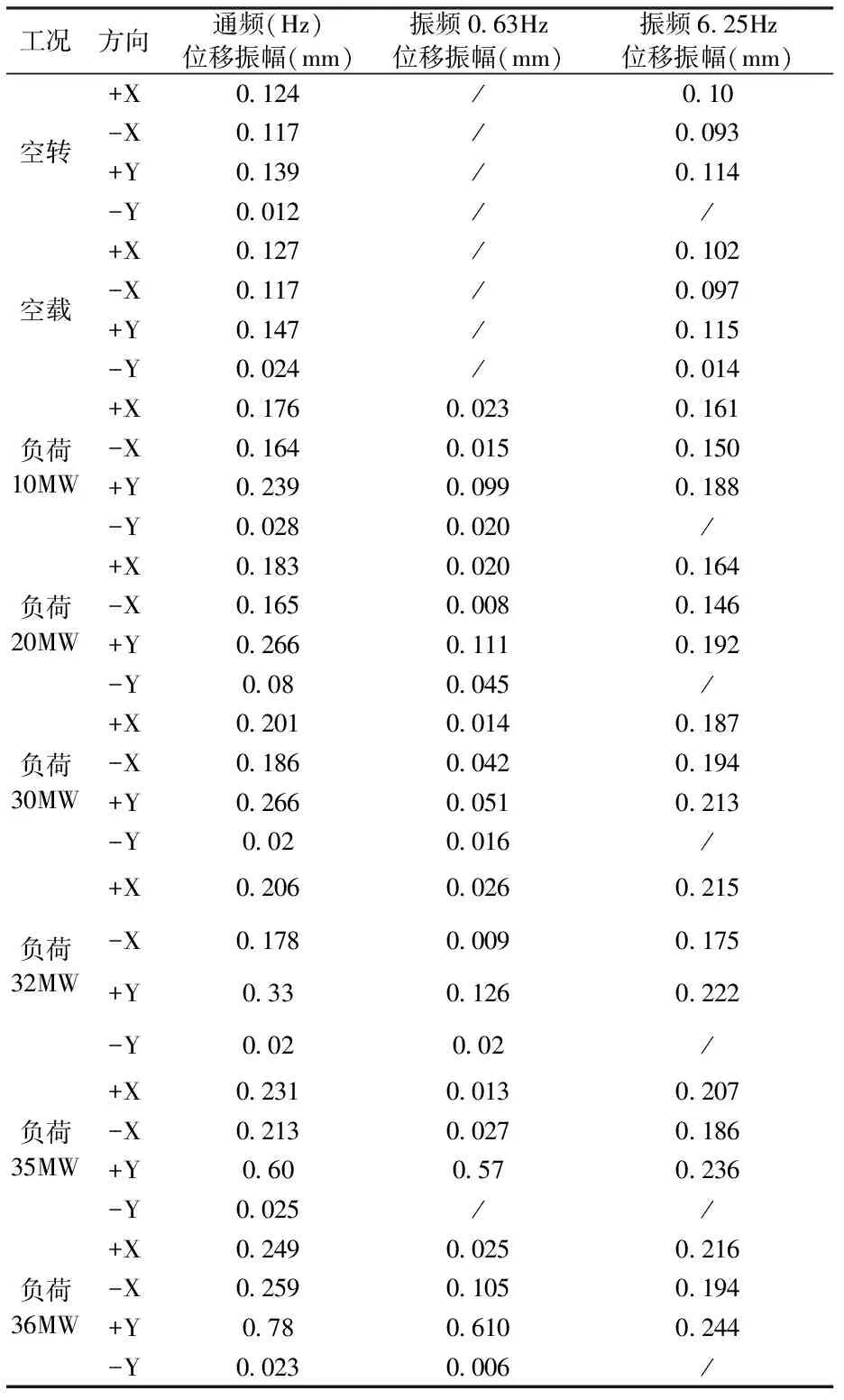
表3 振动测试的位移振幅
从表3测试数据看出,3#机组转轮室在空转、空载、10MW负荷、20MW负荷、30MW负荷、32MW负荷运行过程中振动较小,没有出现明显的水力振动,负荷35MW、36MW时,转轮室垂直(+Y)方向出现振频为0.63Hz的低频振动。负荷35MW时,通频振幅为0.6mm,0.63Hz频率振幅为0.57mm,占通频95%;负荷36MW时,通频振幅为0.78mm,0.63Hz频率振幅为0.61mm,占通频78%。
通过对转轮室锤击模态实验,得到转轮室的固有频率为11.6Hz。而0.63Hz振动频率远离固有频率11.6Hz,所以转轮室振动不是共振造成的。 3.3 测试结果及建议
通过测试,东电认为,3#机组转轮室及平台改造是成功的,基本达到预期效果。建议修正协联曲线,以期达到消除水力低频涡带的影响。
4 存在的问题
4.1 转轮室与叶片单边间隙设计值为0.00075D1,即总间隙为9.45mm。转轮室安装后检测发现,桨叶总间隙为13.20mm~16.45mm,偏离设计及规范要求。此情况会增大机组耗水率,流量增加约1.28m3/s,效率损失在0.08%左右,对机组出力影响较小,无安全隐患;间隙按±X方向均匀调整,+Y比-Y方向大1.5mm~2.0mm调整。经实测,毛水头在13m时,转轮室更换前后机组带额定负荷时的导叶开度由78%增至80%。 4.2 转轮室在制造过程中,不锈钢与碳钢结合焊缝处不是加工的圆滑过渡面,未在热处理前堆焊后加工。
4.3 不锈钢段选材厚度为55mm,碳钢段选材厚度为50mm,接合缝错牙情况较多,板材偏薄,局部加工余量偏少,可能会降低转轮室加工的整体强度。
4.4 转轮室供货技术协议规定,转轮室应具有足够的强度和刚度,加工后的过流面板厚45mm,局部每一块减薄面积不超过0.25m2,总减薄面积不大于转轮室总面积的1/20,板厚不低于40mm。东电报告转轮室实测厚度42mm~51mm,基本达到转轮室供货技术协议要求。
■
TK730.316:TK730.7
B
2095-1809(2015)01-0057-03
邓小勇(1987-),男,四川资阳人,从事水电站运行维护工作;
邓小华(1981-),男,四川广元人,工程师,学士,从事水电站机电设备安装和检修管理等工作。
猜你喜欢
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06 09:12:02
少儿美术(快乐历史地理)(2020年8期)2021-01-04 01:22:44
山东冶金(2019年1期)2019-03-30 01:35:32
汽车观察(2018年9期)2018-10-23 05:46:40
能源(2018年7期)2018-09-21 07:56:08
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:04:00
制造技术与机床(2017年8期)2017-11-27 02:10:21
中国公路(2017年7期)2017-07-24 13:56:38
兰台世界(2017年12期)2017-06-22 14:17:25
制造技术与机床(2015年10期)2015-04-09 07:06:00
