双联齿轮以车代磨加工
2015-02-20 13:47
装备制造技术 2015年7期
(广西柳工机械股份有限公司,广西 柳州 545007)
1 产品要求
图示双联齿轮要求两端轴承孔保证同轴度φ0.025,且花键对轴承孔公共基准要满足同轴φ0.06(见图1),采用磨削工艺需要两次装夹,工序一夹紧花键端磨削D3孔及平面;工序二夹紧齿轮节圆找正花键跳动不大于0.04,磨削D2孔及平面,效率低,形位公差保证困难。
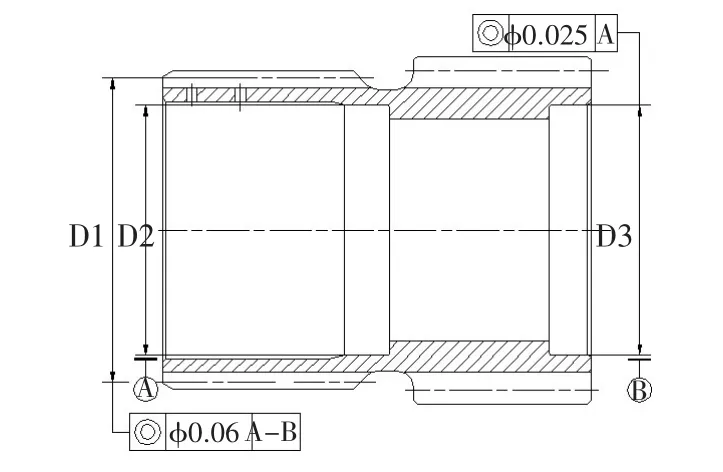
图1 产品图纸要求
2 以车代磨的加工工艺[1]
2.1 机床的选择
采用德玛吉CTX510ECO万能机床,机床各轴均采用高科技数字驱动系统和高稳固性的直线滚柱导轨,可以实现最佳转速和动态性能。主轴精度高,加工工件精度稳定性好。具备高性能的液压系统,能快速稳定的实现工装的夹紧与松开。
2.2 夹具的设计
采用液压定位和夹紧方式设计工装,实现零件加工过程中的精确定位和装夹的重复精度,减少产品循环周期。在一个固定夹具体上,采用机械装夹定位、夹紧工件后,进行切削加工,加工完毕后松开机械装夹定位块,取下已经加工完毕的工件再换新工件上去夹紧,依次往复动作,实现高产高效。工件的定位、支撑、夹紧和夹具的快速松开夹紧自动进行,操作方便、安全可靠。本工装分为四个部分,包括定位圆柱、弹性定位套、夹具体、拉杆。当拉杆右移时,弹性定位套变形,使定位圆柱松开,以便卸下工件。拉杆左移时,弹性定位套恢复,定位圆柱向内移动,工件被夹紧。定位圆柱进行特殊设计,其定位为圆柱齿,与花键齿槽配合,即花键分度圆定位,前后2排共6个保证,确保定位和夹紧效果(夹具结构见图2)[2]。

图2夹具结构图
2.3 刀具的使用
零件经过渗碳淬火,表面硬度达到HRC58-64,使用95°内圆车刀加工正面孔,反勾车刀加工反面孔。选用了三菱公司的NP-CNMA120408GMB825型CBN刀片,它的耐磨性相对更好。
2.4 车削参数的使用
所谓“合理”就是充分利用刀具切削性能和机床性能,在保证质量的前提下,获得高的生产效率和低的生产成本,经过多次试切,确定孔的合理切削参数为:
切削速度V=200m/min;进给量f=0.05mm/r;背吃刀量a=0.1~0.15mm[3]
2.5 切削液的选用
由于切削液对减少刀具磨损、改善加工表面质量、提高生产效率有重要作用,对高速切削的CBN刀具,采用水基防锈切削液,冷却起主要作用,润滑作用次之。
3 加工结果
连续切削50个工件,不进行补刀,孔径的尺寸波动在±3μm内,形位精度也非常理想,具体加工结果如表1所示。各项特性均满足要求,效果较好(加工实物效果见图3)。

表1以车代磨加工结果

图3加工实物效果
4 结束语
使用以车代磨工艺加工双联齿轮,采用合理的定位夹具,适宜的加工刀具及切削参数,可以稳定的保证产品特性,提高生产效率。此工艺方法已在柳工广泛应用。
[1]陈宏钧.简明机械加工工艺手册[M].北京:机械工业出版社2007.
[2]朱耀祥,浦林祥.现代夹具设计手册[M].北京:机械工业出版社2009.
[3]哈尔滨理工大学.数控刀具选用指南[M].北京:机械工业出版社,2014.
猜你喜欢
金属加工(冷加工)(2022年1期)2022-01-25
热带农业工程(2021年5期)2021-12-06
芜湖职业技术学院学报(2021年3期)2021-10-20
哈尔滨轴承(2021年2期)2021-08-12
装备制造技术(2020年1期)2020-12-25
装备制造技术(2020年12期)2020-05-22
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22