750拖拉机动力输出轴断裂分析及解决措施
2015-02-20 13:47
装备制造技术 2015年7期
(江苏清拖农业装备有限公司,江苏 淮安 223001)
750动力输出轴是我公司主产品零件,用于拖拉机的动力输出,动力输出轴在运转过程中所受负荷比较复杂,因此该零件不仅表面需要具有一定的耐磨性,整体还需要具有一定的强度及韧性。我公司采用的材料是40Cr,工序是:毛坯—正火—调质—机加工—中频—机加工—成品,热处理工序正火、调质、中频。近阶段,接到市场反馈动力输出轴存在断裂现象,我们及时地对此质量问题进行了认真分析并且制订了解决措施。
1 检验方式及结果
从断口、材料化学成分、金相组织、工艺以及淬火感应器等方面分析断裂原因。
1.1 裂纹宏观检查
对零件断口进行了分析(见图1),断口表面有放射花样,未出现海滩花纹,不光滑较粗糙,色泽较亮,因此属于脆性断裂。

图1 断裂零件图片
1.2 化学成分分析
用高频红外碳硫分析仪和光度分光计化验材料化学成分,分析见表1。

表1化学成分分析
1.3 金相分析
通过金相分析裂纹深0.7 mm左右,裂纹两侧未发现脱碳、氧化、过热现象,从裂纹形状来看,应该属于淬火裂纹[2]。通过400×金相检测,零件淬硬层为12 mm左右,金相组织表面为马氏体三级(见图2),心部检测组织为回火索氏体+少量铁素体[1](见图3)。
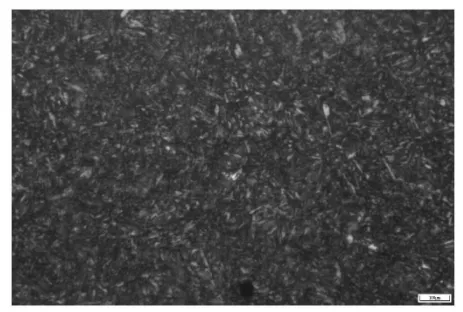
图2 中频淬火马氏体
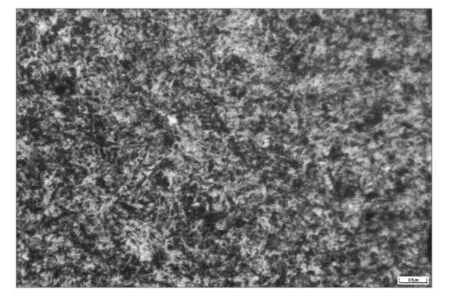
图3回火索氏体+少量铁素体
1.4 工艺实施
经对问题分析及多次试验[3],本批动力输出轴采取的工艺如下:
(1)正火。880℃保温90min,出炉空冷,得到细片状珠光体;
(2)调质。淬火:860℃保温90 min,油冷却;回火:580℃保温150 min,下油冷却,得到回火索氏体和少量铁素体;
(3)中频。设备功率:8 kW,加热时间13 s,零件旋转速度50圈/分,感应器(感应加热原理对淬火工件进行加热的终端设备)内径D为48.3mm,高度H为23.6 mm,感应器内径与零件间间隙a为14mm,δ为10mm.
2 断裂原因分析
通过对以上检测情况分析,调质的硬度和组织均合格,中频淬火马氏体组织为3级,淬火温度不高,零件的直径是30 mm,但是淬硬层的深度已超过正常中频淬火的尺寸,零件的直径是30 mm,零件已淬透,表面的裂纹属于中频淬火裂纹,因此零件的断裂和中频淬火有关。因中频淬火工艺及感应器设计不当,导致淬硬层深的原因目前分析有以下两方面。
(1)感应器的设计不当,经测量感应器的内径D超过了40 mm上限值,厚度δ超3 mm上限;
(2)零件加热行走速度慢,加热时间长,导致零件组织晶粒粗大,表面出现细小微裂纹。
3 解决措施及效果
表面出现微裂纹以及淬硬层过深的结果是动力输出轴在使用过程中断裂,因此为了解决零件断裂问题,采取以下两个解决措施:
(1)加快零件的加热行走速度,加热时间保持在8 s左右,使组织得到细化,避免表面出现微裂纹;
(2)对感应器进行改进,感应器内径D为36 mm,厚度δ为2mm,高度H为16mm。
通过以上措施的落实,淬硬层为5 mm~6 mm,动力输出轴未出现断裂现象,保证了零件的质量,减少了经济损失。
[1]李炯辉,林德成.金属材料金相图谱[M].北京:机械工业出版社,2006:28-30.
[2]戴起勋,程晓龙.金属材料学[M].北京:化学工业出版社,2005:68-70.
[3]王尊礼.45#钢手柄轴淬火开裂及预防措施[J].热处理2012,(3):36-37.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
环境工程技术学报(2022年3期)2022-06-05
江苏安全生产(2022年2期)2022-04-19
能源工程(2021年1期)2021-04-13
失效分析与预防(2021年6期)2021-02-15
宝钢技术(2020年2期)2020-05-15
科技创新与应用(2020年8期)2020-03-13
科技与创新(2020年4期)2020-03-12
中国金属通报(2019年6期)2019-08-20