
PC钣金件自动码料装置的设计与研究
2015-02-20 13:47:06
装备制造技术 2015年7期
(河源职业技术学院,广东 河源 517000)
目前很多厂对一些中、大型钣金件在在冲压成型后采用手工码料的方式,这样就要求每台冲压设备都配置一个人专门负责码料。由于冲压件带有毛刺,手工码料容易导致手被毛刺刺伤或划伤,同时劳动强度比较大。随着工业4.0时代的到来,自动化技术在冲压领域得以迅猛发展。
某公司生产PC钣金件时采用人工取件、搬运、摆放,效率低,安全系数低,易出事故,随着人力成本的上升及技术工人的缺乏,公司急需改变这种传统的手工码料。受该公司的委托研制出了一款由导料机构、夹紧机构、托板码料机构组成,电机驱动,气缸执行,PLC控制的PC钣金件自动码料装置,该装置取代工人在冲压落料工位上的重复、危险、生产节拍要求高的手工取件,减轻劳动强度,生产效率和安全性得以提高,稳定性好。
1 PC钣金件工艺分析
PC钣金件如图1所示,是此装置的码料对象,这是一款电脑PC外壳钣金件冲孔落料后的产品,长430 mm至480 mm,宽420 mm至450mm,产品厚度为2.5 mm,有一则带有10 mm的折边,为了减轻主机重量,这款PC钣金件使用的材质为AL5025H32,属于防锈铝合金,强度中等,耐腐性能好,是款比较成熟稳定的产品,生产量大,交货期紧。
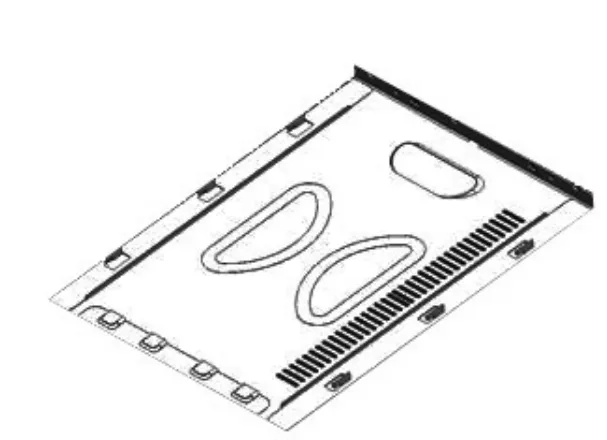
图1 产品-PC钣金件
2 PC钣金件自动码料装置的总体设计
2.1 PC钣金件自动码料装置的工艺流程设计
本装置的工作任务替代人工取件、码料两个工序,将如图1所示的PC钣金件在冲孔落料后完成自动取件,自动码料,根据工作任务设计工艺流程图,如图2所示。
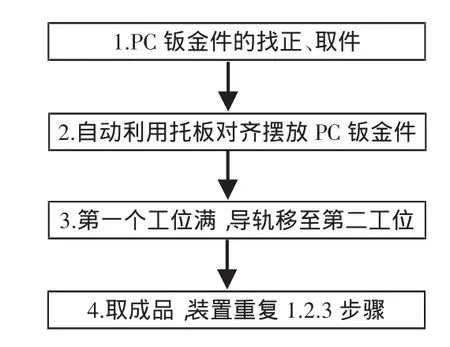
图2工艺流程图
2.2 PC钣金件自动码料装置的工作原理
根据上述设计工艺流程,设计PC钣金件的自动码料装置示意图如图3所示,PC钣金件自动码料装置的工作原理可以分四个工作步骤来说明:
步骤1:PC钣金件冲压成型后沿着滑槽滑入带导板的导料槽1内,在导板的作用下导正,然后伺服电机5控制夹紧机构2将钣金件3快速收入工位一6的托板上方,夹持机构松开,产品自动落入托板,并利用三杆气缸7定位,完成一个取料、码料周期;
步骤2:伺服电机8控制由连杆11和摇杆12组成的双摇杆摆动机构下移一个工件高度位置,同时夹紧机构退回最初位置,重新夹持下一个钣金件[1];
步骤3:重复步骤1、2,装置连续工作,直至钣金件在托板上堆满位置,检测信号发送主系统,冲床间歇暂停工作;
步骤4:主体气缸7利用直线导轨12将工位二9的托板位置移至工作位置(工位一),叉车在工位1处取料,同时在工位二的位置重复1、2、3步骤,实现自动码料,工作连续、周期进行。
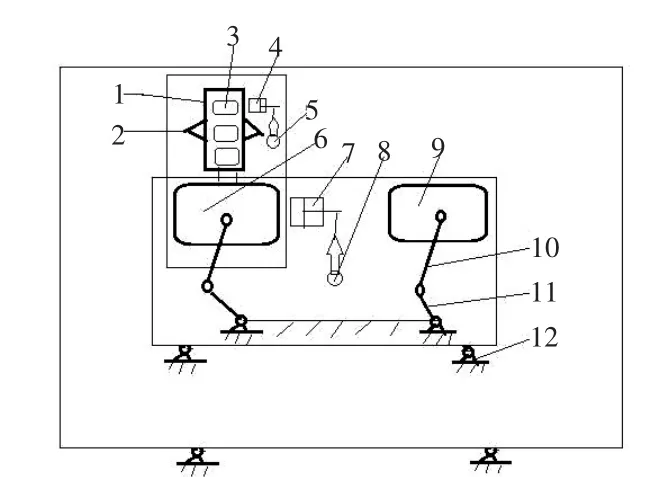
图3 PC钣金自动码料装置示意图
3 PC钣金件自动码料装置主要机构设计
3.1 导料机构设计
PC钣金件的导料机构的工作任务是将冲压落料后的钣金件按顺序送至码料机构中托板的上方[2]。导料机构如图4所示,由T型导料槽、导板、支架等构件组成。其工作原理:冲孔落料后的钣金件落在导料槽内,导料槽一侧固定不动,另一侧设计成活动的,由气缸推动,宽度可以根据钣金件的宽度自由调节,当调至合适宽度时气缸退回,钣金件在活动侧导板的导正作用下有序的进行送料,同时在导料槽的固定侧边设计了挡料销,用来挡住未夹紧之前的钣金件。
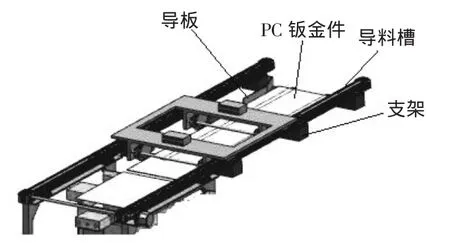
图4导料机构图
3.2 夹紧机构设计
夹持机构的工作任务是将钣金件夹紧,然后松开放入码垛机构中的托板上。如图5所示,该夹紧机构由气爪、导轨、弹片等零部件组成。其工作原理:当钣金件到达挡料销的位置时,传感器发出感应信号,活动侧气缸向左推进,推动气爪前进,进行夹紧动作,在电机的驱动下,运至工位1的上方,传感器发出感应信号,促使气缸后退,气爪松开,钣金件放入工位1的托板上,此时完成码料动作。
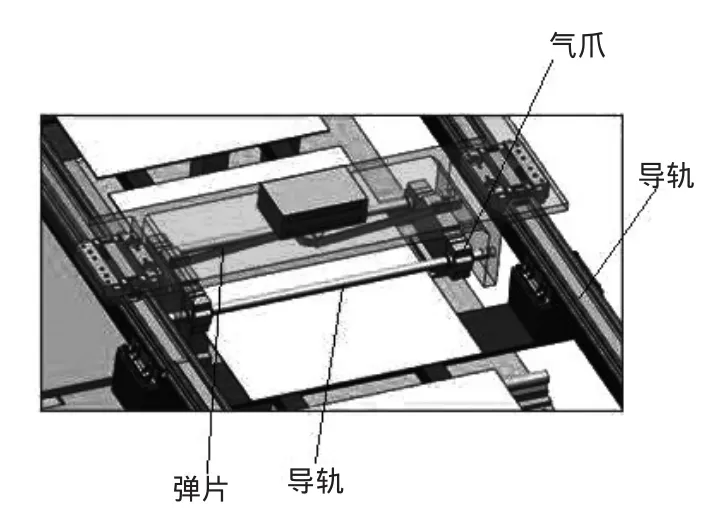
图5夹紧机构图
3.3 自动码料机构设计
自动码料机构的工作任务是完成自动码料和工位转换。根据这个功能要求,设计的码料机构如图6所示,其由气缸、挡板、托板、支架、摆动机构等构件组成。其工作原理是:当夹紧机构松开气爪,钣金件自动掉入工位一的托板上,此时气缸推进,与两侧的挡板形成一个四边形,对掉入的钣金件进行码垛,当钣金件碰到挡板时,传感器发出信号,气缸后退,当下一个钣金件落入前,此时的电机驱动摆动机构下移一个工件的高度,为后续的钣金件码垛提供所需空间,机构依次重复上述动作,码垛动作完成,当钣金件的码垛数量达到预设的数据时,发出信号给夹紧机构,夹紧机构暂停工作,此时码料机构下的双向气缸驱动整个码料机构沿着导轨推进,当到达工位一的位置,限位开关发出信号,气缸停止运动,同时夹紧机构收到信号,松开气爪,钣金件落入工位2,工位转换动作顺利完成,工位一的垛料等着取走,上述动作重复、周期进行,从而实现自动码料功能。
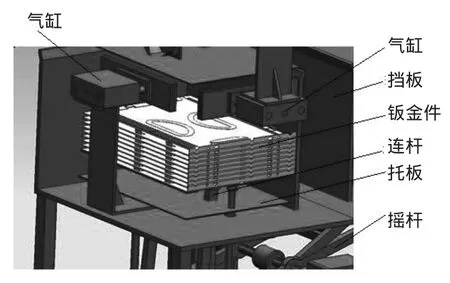
图6自动码料机构
3.4 PC钣金件自动码料装置总体结构设计
经上述各机构的设计与分析,PC钣金件自动码料装置总体结构如图7所示,钣金件从落入料槽—送料—夹紧—松开—工位一码料—换位—工位二码料,一个周期完成,实现自动码料,无人工操作。
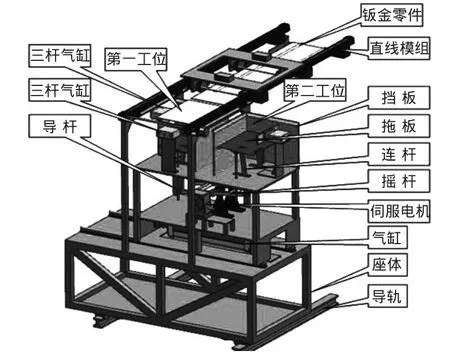
图7总体结构设计图
4 PC钣金件自动码料装置的电气控制系统设计
4.1 气动控制设计
本装置的气动元件主要由气爪、单向气缸、双向气缸、电控换向阀,单向阀等组成[3]。其中,2个单向气缸用于钣金件的夹紧,2个单向气缸用于码垛的对齐,1个双向气缸用于机构的换位。采用了10个位置传感器,其作用将各气缸的位置转换为PLC控制系统的输入信号。10个单向节流阀用于控制气缸的运动速度,气缸的运动方向是通过PLC控制系统的输出信号传送至电磁换向阀而实现的。
4.2 电控系统设计
本装置的电控系统采用三菱公司的可编程控制器,以按钮、开关、传感器等为输入信号,以指示灯、换向阀和计时器为输出信号,共采用15个输入点,5个输出点[4],PC钣金件自动码料装置I/O表如下表1所示。

表1 PC钣金件自动码料装置I/O表

(续上表)
5 效率对比分析
PC钣金件自动码料装置试制后,投入企业实际生产,经一段时间的测试,以相同规格的产品,在相同时间里,人工码料和自动码料的件数进行对比分析,表2为测试数据。
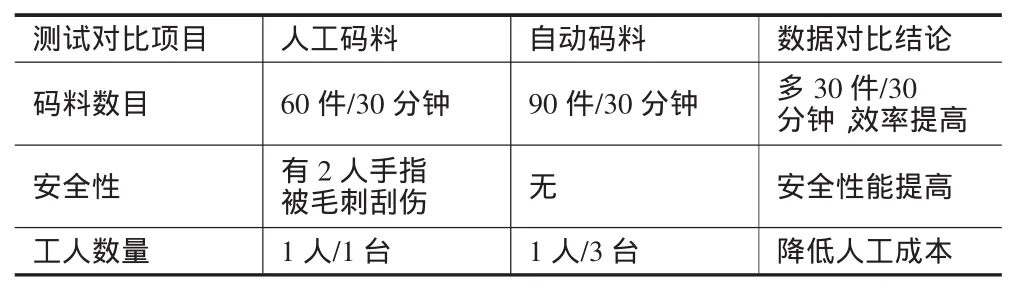
表2 PC钣金件自动码料装置的效率测试数据
从表中可知,采用PC钣金件自动码料装置后,生产效率得以提高,安全性提高,人工成本降低为原来的1/3,同时解决现在一线工人难招问题。
6 结束语
本装置通过PLC和气动技术控制执行机构,由导料槽送料,夹紧机构进行取件,码垛机构进行自动码料,实现了送料—夹紧—堆垛—换位等工序的自动化。设备经投产试用,设备运行性能稳定,与原有人工码料对比,码料的速度提高了2/3,每件产品的码料时间平均提高10秒,生产效率提高,操作工人由原有1台/1人,变成3台/1人,人力成本降低。该项技术的应用实现了企业的自动化生产,降低了操作工人的劳动强度,确保了操作工人的安全性等,同时也为其它相似钣金行业实现FMS柔性生产提供参考价值。
[1]隋明阳.机械设计基础[M].北京:机械工业出版社,2005.
[2]胡家秀.简明机械零件设计实用手册[M].北京:机械工业出版社,2012.
[3]张秋容.液压与气动[J].基于气动和PLC控制技术的螺纹装配设备研发,2012,12(7):30-31.
[4]尹志强.机电一体化设计课程设计指导书[M].北京:机械工业出版社,2010.
猜你喜欢
起重运输机械(2023年15期)2023-09-02 09:20:08
设备管理与维修(2023年13期)2023-08-29 01:40:30
煤炭工程(2022年11期)2022-11-24 00:59:06
机电信息(2022年9期)2022-05-07 01:54:11
机械管理开发(2021年9期)2021-10-15 09:09:22
装备制造技术(2020年4期)2020-12-25 05:26:10
装备制造技术(2020年2期)2020-12-14 03:09:34
发明与创新·中学生(2020年1期)2020-08-03 03:34:33
发明与创新(2020年2期)2020-01-06 09:03:30
经济技术协作信息(2018年4期)2019-01-23 07:18:48
