内燃机气缸盖气门座圈和导管检测
2015-02-19 06:12辛集市辛缸汽缸盖有限公司河北052360张建霞
金属加工(冷加工) 2015年10期
■辛集市辛缸汽缸盖有限公司 (河北 052360) 张建霞
内燃机气缸盖气门座圈和导管检测
■辛集市辛缸汽缸盖有限公司 (河北 052360) 张建霞
摘要:针对某型发动机中使用的重要零部件高精度凸轮难加工的问题,对凸轮加工工艺方案制定、凸轮型面加工几何模型的建立及编程、加工、测量等进行探讨与论述。对此类复杂型面零件的加工有一定的借鉴作用。
气缸盖是内燃机的重要部件,它的加工精度直接影响到发动机的工作性能,发动机工作时,由于可燃气体是在缸盖燃烧室压缩后进行点燃,致使气门阀座承受很高的热负荷和机械负荷,这既要求阀座有很高的耐磨性,还要有很好的密闭性。如果阀杆工作时中心发生偏移,除了导致有害的热传导和阀杆及导管很快磨损外,还会导致油耗量增加。因此对气门阀座和导管的加工精度提出了很高的要求,特别是对气门阀工作锥面与导管内孔相互间的同轴度提出了很高的精度要求。故如何检验同轴度、垂直度及摆差等这些形位公差就至关重要。
气门阀座和导管孔的加工是缸盖加工的关键技术。气门阀座和导管孔的底孔精度是直接影响气门阀座和导管孔最终加工精度的重要因素。因为底孔的同轴度误差会造成气门阀座和导管孔精加工余量的分配不均,从而影响到终加工精度,如图1所示。
检验量具要求灵敏度高、易于加工制造并操作方便可靠。在日常工作中,需要不断地探索改进才能保证测量数据的准确。以前使用的同轴度量具如图2所示,使用过程中调整繁琐,工作量大,量具装配时,要修整弹簧,使测量压力保持在1~2.5N,测量杠杆摆动必须灵活,还要保证2 个25mm距离的一致性,而且测量误差也比较大,直接影响到测量精度,后来我们改为如图3所示同轴度量具,零件件数少,制造工艺简单,装配起来简便易行,操作者测量工件时,由百分表直接读数,间接误差减小,有效地提高了测量精度。
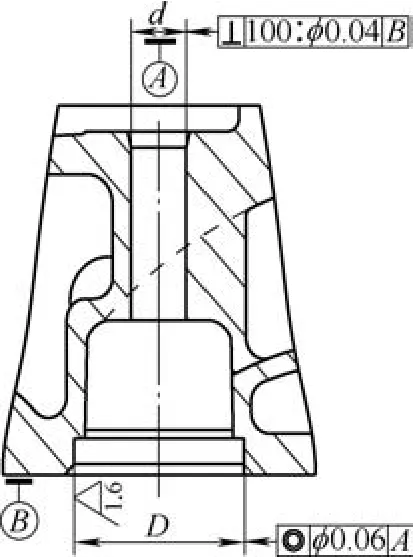
图1
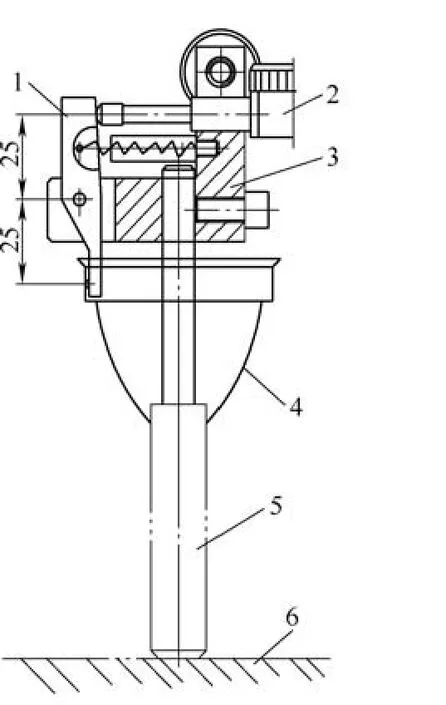
图2 改造前的量具
同样,垂直度量具也进行了改进。以往使用的垂直度量具如图4所示,量具结构比较复杂,需要制作精度要求很高的表架和模拟平板,而且测量出的数据要除以系数2,直接影响到测量精度。现我们改为如图5所示垂直度量具,零件件数明显减少,制造工艺简单,装配起来简便易行,操作者测量工件时,由百分表直接
读数,间接误差减小,有效地提高了测量精度。
缸盖本体装上导管、气门座圈附件后,气门座圈锥面相对于导管孔的摆差、导管内外圆同轴度都是非常重要的形位公差如图6所示。

图3 改造后的量具

图4

图5
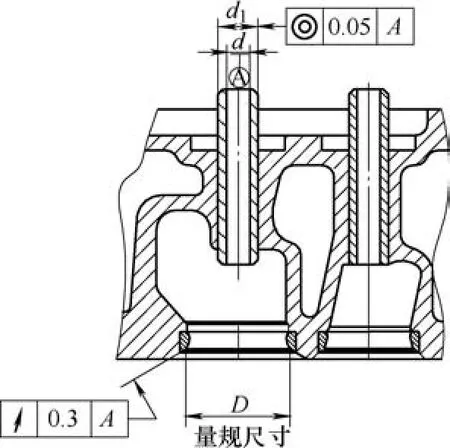
图6
我们在测量这方面也做了改进。以往使用的同轴度量具如图7所示,测头要镶嵌硬质合金,制作起来比较繁琐,而且,不同型号的产品测头不通用,成品较高;现改为图8所示量具,杠杆表测头直接接触气门座圈,对于不同品种的产品,调整杠杆表的位置即可,通用性增强,成本减少,测量精度也显著提高。
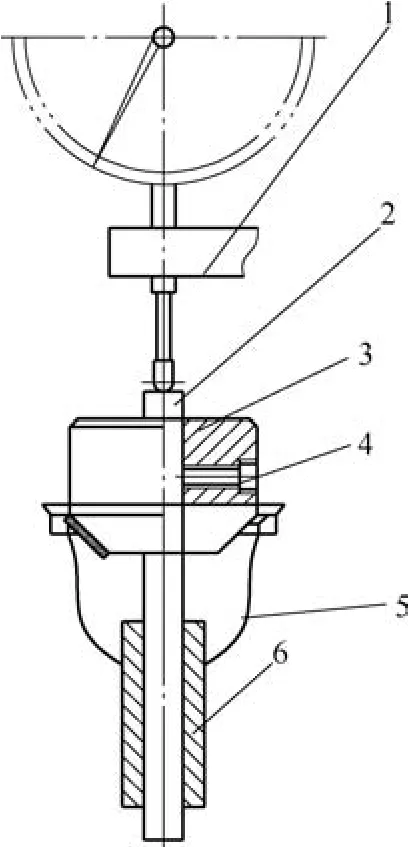
图7

图8
在测量导管内外圆同轴度时,我们起初使用的是如图9所示量具,车间操作工人反映,测量精度很高,但是测量时要把被测缸盖放在清洁、平坦的测量平板上进行操作,在车间加工环境中不容易达到,而且,操作复杂、速度较慢、效率低。我们补充设计了如图10所示的简易量具,2种量具配合使用。日常操作工人使用简易量具测量,成品检测员使用图9示量具进行抽查,二者相结合,相得益彰,既提高了检测速度,又保证了产品质量,收到了很好的效果。

图9

图10
在量具的设计过程中,在保证测量准确度时,尽量作到量具简便、易于加工,使用起来简便易懂。要认真对待设计过程中遇到的一些问题,才能够使所设计的量具既能满足测量要求,又便于使用,降低加工成本,提高经济效益,产生积极的作用,同时提高了自己的设计能力。
参考文献:
[1] 陈于萍. 互换性与技术测量[M].北京:机械工业出版社,1998.
收稿日期:(20150112)
猜你喜欢
历史教学问题(2022年6期)2022-02-28
内燃机与动力装置(2021年4期)2021-08-03
河南图书馆学刊(2020年11期)2020-12-21
物流技术与应用(2020年3期)2020-03-27
制造技术与机床(2019年8期)2019-09-03
科技视界(2018年8期)2018-06-08
柴油机设计与制造(2016年4期)2017-01-15
工业设计(2016年6期)2016-04-17
世纪桥(2014年7期)2014-11-28
机械工程师(2014年4期)2014-07-01