麻赛尔纤维混纺纱的工艺设计与产品开发
2015-02-14 13:00:09赵博
浙江纺织服装职业技术学院学报 2015年2期
赵博
(中原工学院纺织学院,河南郑州450007)
麻赛尔纤维混纺纱的工艺设计与产品开发
赵博
(中原工学院纺织学院,河南郑州450007)
介绍了麻赛尔纤维的特点和性能,根据麻赛尔/细旦涤纶/棉纤维混纺纱的特点,通过工艺实验和测试,分析了纤维性能和纺纱工序影响混纺纱质量的一些因素,确定了最佳的混纺比等工艺设计,探讨了改善成纱质量所采取的技术措施。
麻赛尔纤维;混纺纱;设计;工艺;因素;分析;措施
麻赛尔纤维(Jutecell)是山东海龙股份有限公司利用高科技手段自行开发的专有技术。将天然纤维——黄麻纤维进行技术处理,制成浆柏,然后经过一系列复杂的生产工艺,而得到的一种新型功能性纤维素纤维,它属于再生纤维素纤维。该纤维采用特殊工艺生产,除有效地保留了天然麻纤维原有的空隙结构,具有防霉、吸湿快干、透气、吸湿放湿、亲肤性好等特性外,还具有天然的抑菌性,而且还富有柔和的光泽,其纤度及长度可根据纺织需求进行调节。该纤维具有独特的截面形状,做成的织物具有手感滑爽,色泽亮丽,布面组织丰满、圆滑的特性,废弃后可以自然降解,是一种新型保健、时尚、绿色环保、能够自然呼吸的生态功能性纺织纤维。结合生产实践,利用抗菌麻赛尔纤维、细旦涤纶纤维和棉纤维的的优点,我们开发了麻赛尔纤维混纺纱系列产品,它既能体现3种纤维的优良性能,又能充分发挥混纺纱线的独特风格。本文从纤维性能和纺纱工艺参数等方面进行了研究和探讨。下面就麻赛尔纤维混纺纱的纺纱工艺情况作一阐述,为企业进一步开发新型纱线提供一定的参考价值。
1 纱线设计规格和纺纱工艺流程
1.1 原料性能
麻赛尔纤维是一种新型再生纤维素纤维,其截面比较规则,保留了天然麻纤维原有的空隙结构,与常规粘胶纤维具有的不规则锯齿状外缘截然不同,其性能测试结果如表1。
1.2 纺纱前预处理
麻赛尔纤维原料包进入车间后,要立即去掉打包铁丝,放置24~36小时,以确保麻赛尔纤维原料包与车间温湿度取得一定的平衡,为顺利纺纱创造有利的条件。为了提高纤维的可纺性,同时还要在细旦涤纶纤维上喷洒适量的水和抗静电剂,以确保成纱具有良好的质量。
1.3 纱线品种和规格
品种1:麻赛尔纤维/T/CJ 46/40/14 8.3 tex;
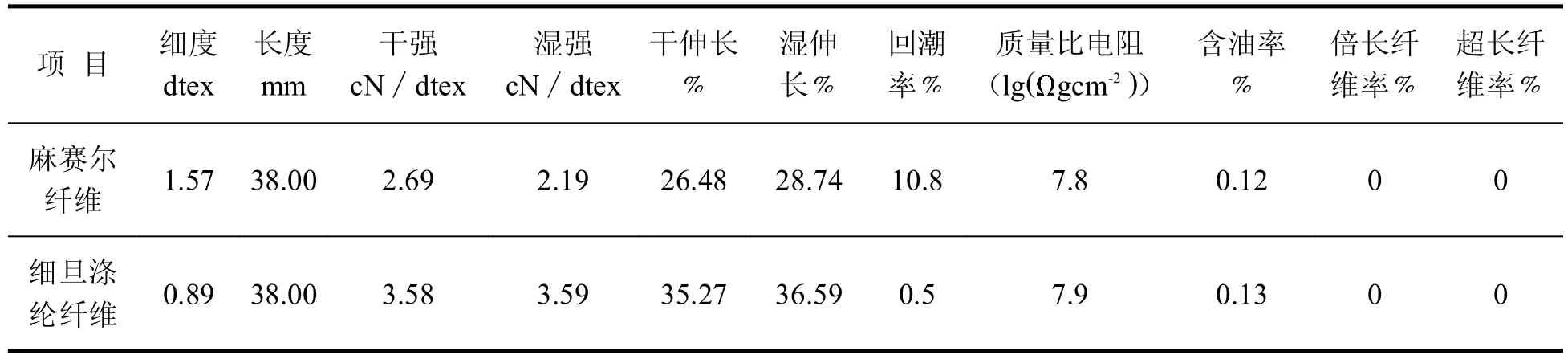
表1 纤维的主要物理性能
品种2:麻赛尔纤维/T/CJ 45/35/20 9.7 tex;
品种3:麻赛尔纤维/T/CJ 37/33/30 11.6 tex;
品种4:麻赛尔纤维/T/CJ 40/30/30 14.5 tex。
1.4 混纺比设计
原料混纺比决定了产品的风格特征,本系列产品在生产过程中经过反复实践和实验分析,我们设计了4种不同比例的混纺纱。不仅能充分发挥麻赛尔纤维、细旦涤纶纤维和棉纤维的优良性能,而且还能体现麻赛尔纤维吸湿透气、舒适、健康、环保和时尚等独特的特点,开发的面料手感柔软,滑爽舒适,丰满厚实,色泽亮丽,同时具有麻赛尔的抗菌防霉、吸湿透气、保暖的特性,适合做高档裤装、服装面料等。
1.5 纺纱工艺的流程
麻赛尔纤维:清花工序FA002D型抓包机→A006B型自动混棉机→A036C型梳针开棉机→A092型双棉箱给棉机→FA141型成卷机→梳棉工序FA231A型梳棉机→生条 (1)
棉纤维:开清棉工序FA002型抓棉机→A006B型自动混棉机→A036B型豪猪开棉机→A036C型梳针开棉机→A092型双棉箱给棉机→FA141型成卷机→A186D型梳棉机→FA302型并条机(棉预并条机)→FA331型条卷机→FA251型精梳机→精梳条 (2)
(1)(2)]→FA302型并条机(三道)→FA423A型粗纱机→FA507型细纱机→日本村田No.7-7型络筒机→成包
2 纺纱主要工艺参数的设计及关键技术措施
2.1 清花工序主要工艺特点及技术措施(麻赛尔纤维)
麻赛尔纤维之间的抱合力小,在开清棉工序的加工过程中静电现象突出,卷子的纵向和横向重量不匀率较大,有一些破边和烂洞,退卷时黏附现象比较严重,直接影响生条重量不匀率和条干均匀度,为解决这个困难,要严格控制开清棉车间的温湿度,减少静电的不良影响。清花工序要适当增加棉卷辊的压力,采用粗纱防粘连装置,一般使用4~6根同品种的麻赛尔纤维粗纱,把棉层清晰地隔开,防止卷子的粘连,有利于成卷,并减少粘卷的发生;棉卷存量适中,先做先用,提高梳棉可纺性。清花工序采用短流程,以开松、梳理作用为主,适当选择清花打手的打击点数量,一般掌握打击点的数量不要超过3-4个,合理降低各主要打手的打击速度,以偏低控制为原则;打手与尘棒之间的隔距要偏大掌握,避免因打击和开松过度而造成纤维损伤,实行轻打的措施,以防止损伤纤维,以避免增加短绒的增加,以及形成丝束棉结的几率。其主要工艺参数见表2。
2.2 梳棉工序主要工艺特点及技术措施(麻赛尔纤维)
梳棉工序是生产麻赛尔纤维混纺纱的关键工序,主要解决纤维分梳和转移问题,以及提高棉网质量,防止纤维损伤,减少棉结的产生。给棉板适当抬高,降低锡林道夫和刺辊的速度,适当加大锡林和刺辊的速比,各部件的隔距适当偏大掌握,使纤维能够缓和分梳,顺利转移,减少损伤,降低短绒和棉结的产生,提高梳理质量,保证棉网均匀。车间温湿度要按要求控制,为防止棉网漂浮和破边等情况发生,可以适当降低各部车速,并对各机台工艺参数进行优选。在梳棉工序加工过程中,通过加装导棉器装置,适当控制道夫的纤维转移率,采用定量偏大的生条,适当控制各梳理机件的速度,合理掌握各梳理机件的隔距,对减少棉网张力,防止棉网下坠,减少纤维损伤,并顺利成条十分有利。其主要工艺参数见表3。
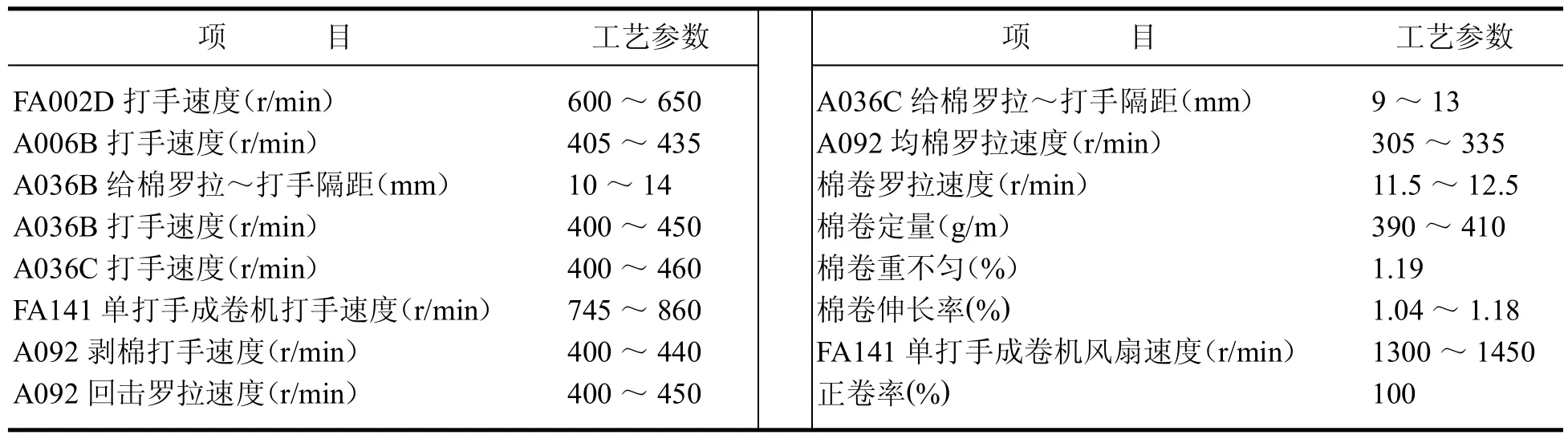
表2 清花主要工艺参数
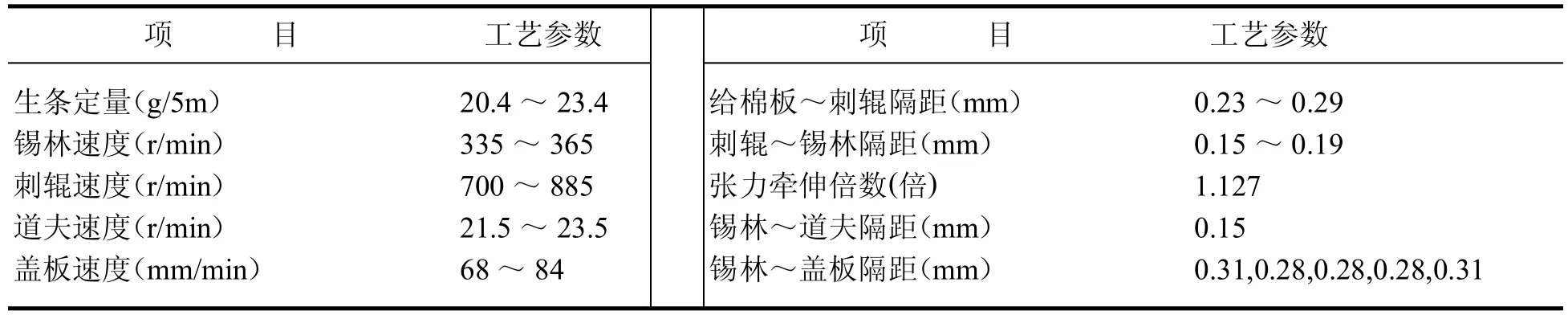
表3 梳棉主要工艺参数
采取以上新工艺后,纺出的麻赛尔纤维生条萨氏条干均匀度为15.10%,Uster条干均匀度为3.42%,棉结为2.02粒/g,生条质量明显得以改善;而采用旧工艺加工出的生条,其萨氏条干均匀度为15.39~16.52%,Uster条干均匀度为3.59~3.76%,棉结为2.50~3.15粒/g。
2.3 并条工序主要工艺特点及关键技术(麻赛尔/细旦涤纶/棉纤维)
针对纤维长,表面光滑,容易产生静电的特点,要合理配置牵伸,既要保证熟条中纤维的伸直平行,又要提高熟条的条干均匀度,保持通道光洁,选用口径适当大的喇叭口,采用适当的胶辊,减少生产的三饶和堵塞现象。并条速度偏慢配置,喇叭口偏紧控制,提高条子的抱合力。满筒长度由2km改为1.65km,减轻条子与上圈条器表面的摩擦。并条机加压量适当加重,罗拉隔距偏大控制,确保握持力大于牵伸力,使纤维在牵伸过程中稳定运动,有助于改善熟条的条干水平;注意保持通道光滑,选择合理的牵伸倍数,定量不宜太大,以防止堵塞喇叭口而影响条干。其主要工艺参数见表4。
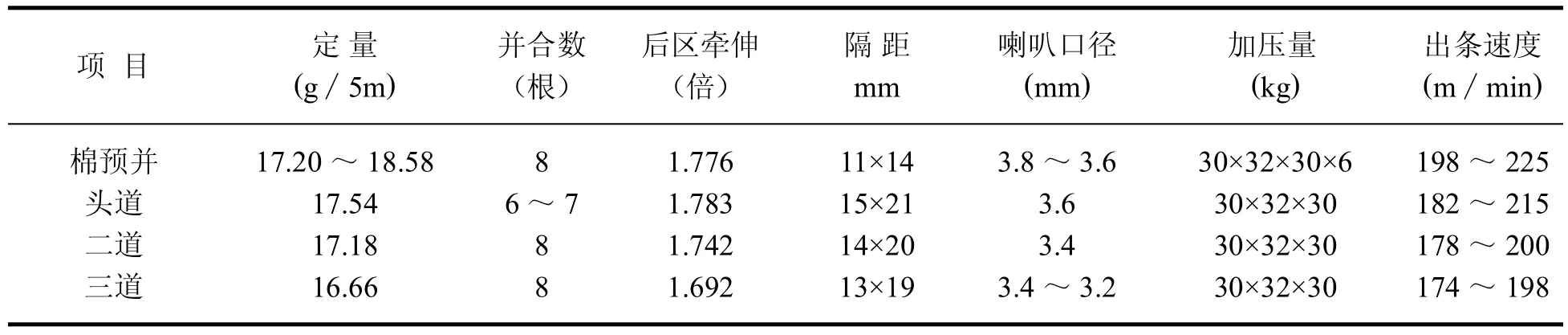
表4 并条工序主要工艺参数
2.4 粗纱工序主要工艺特点及关键技术(麻赛尔/细旦涤纶/棉纤维)
粗纱工序要注意温湿度的控制,捻系数要适中,既要防止过大导致细纱产生硬头,又要防止过小使细纱退绕时产生意外伸长,同时还要防止缠绕罗拉和胶辊而影响粗纱质量,减少纱疵的产生。采用涂料
胶辊,增加对纤维的握持,增加导电性能,对喇叭口、集棉器和锭翼等通道定期清洁,防止因油剂积聚造成对纱条的破坏。实际生产过程中要抓好操作工作,严格按照操作法,并严防开关车造成的细节,调整好张力,保证生活正常进行。其主要工艺参数见表5。

表5 粗纱工序主要工艺参数
2.5 细纱工序主要工艺特点及关键技术(麻赛尔/细旦涤纶/棉纤维)
在工艺方面采取小的主区牵伸隔距、大的后区牵伸隔距和小的后区牵伸倍数。上车前要逐只校正摇架位置和压力,适当增加压力,加强对纤维的握持,选用中硬度的胶辊,既要加强对纤维的控制,又要防止纤维缠绕胶辊增加断头而造成纱疵。细纱工序在不影响断头的情况下,钢丝圈偏重掌握,以减少纱线气圈与隔纱板的碰击,减少成纱毛羽;选用优质的纺专器材,选择设备状态较好的机台,并确定工艺上车合格率,保证纱线通道光洁和无毛刺挂花,对有沟槽的部件要及时更换和调整,以保证产品质量。其工艺参数分别见表6所示。
3 成纱质量的情况
通过采用合理的工艺参数和有效的技术措施,产品的质量明显得以改善。试验结果显示:麻赛尔纤维、细旦涤纶纤维和棉纤维3组分混纺纱的各项质量较稳定,见表7所示。
4 结束语
麻赛尔纤维是一种新型、健康、时尚、舒适、绿色环保、能够自然呼吸的生态纺织功能性纤维。利用3种纤维开发的混纺纱,能够优势互补,性价比高,产品性能优良,具有广阔的发展前景。麻赛尔纤维、细旦涤纶纤维和棉纤维三组分混纺纱纺制的关键在于各组分原料的充分混合,根据各组分纤维的性能特点,通过合理选择混合方案,制定合理的纺纱工艺流程,使成纱质量达到后加工的要求。通过系统设计和优化配置清梳和并粗细工序的工艺参数,能减少成纱疵点和提高强力等,以满足后加工对麻赛尔纤维混纺纱的质量要求。
[1]田素峰.麻赛尔绿色环保纤维[J].针织工业,2009(10):31-35.
[2]方国平.麻赛尔纤维针织内衣产品的开发[J].针织工业,2010(10):4-5.
[3]王少华.麻赛尔精细化亚麻混纺针织麻灰纱的生产[J].棉纺织技术,2011,39(1):45-47.
[4]吉利梅.麻赛尔纤维基本性能测试[J].南通纺织职业技术学院,2012(11):31-32.
[5]於婷.麻赛尔纤维粗纺纱的开发[J].毛纺科技,2011,39(9):26-28.
[6]谢春萍.纺纱工程[M].北京:中国纺织出版社,2012.
[7]陆再生.棉纺工艺原理[M].北京:中国纺织出版社,1994.
[8]于修业.纺纱原理[M].北京:中国纺织出版社,1994.
(责任编辑:竺小恩)
Process Design and Product Development of Jutecell Blended Yarn
ZHAO Bo
(Textile School,Zhongyuan University of Technology,Zhengzhou Henan 450007,China)
TS104.53
C
1674-2346(2015)02-0005-05
2014-12-08
赵博,男,讲师。研究方向:纺织技术
10.3969/j.issn.1674-2346.2015.02.002
猜你喜欢
纺织科学研究(2023年9期)2023-10-23 11:18:06
纺织科学研究(2021年6期)2021-07-15 08:41:42
国际纺织导报(2021年1期)2021-04-20 00:24:00
纺织科技进展(2015年1期)2015-11-28 05:56:19
现代纺织技术(2015年6期)2015-02-28 14:03:18
电影故事(2015年29期)2015-02-27 09:02:53
山东纺织科技(2014年2期)2014-12-03 05:48:18
科学大众·小诺贝尔(2014年9期)2014-11-11 01:17:52
化纤与纺织技术(2014年1期)2014-03-30 07:14:52
西安工程大学学报(2014年2期)2014-02-28 18:02:24