关于改善棒材弯曲率的研究报告
2015-02-11 17:14武永春茅振琪
科技资讯 2014年29期
关键词:轧钢
武永春++茅振琪
摘 要:自从改革开放,特别是进入21世纪以来,中国钢铁工业发展迅速,为中国社会进步和经济发展做出了巨大贡献。作为钢铁成材的关键工序,轧钢行业在引进、消化、吸收的基础上自主创新,在轧制工艺技术进步、装备和自动化系统研制和引领未来钢铁材料的开发方面实现跨越式发展,为中国钢铁工业的可持续发展做出了突出贡献。经过改革开放以来的持续发展,中国已经建设了一大批具有国际先进水平的轧钢生产线,比较全面地掌握了国际上最先进的轧制技术,具备了轧钢先进设备的开发、设计、制造能力,一大批国民经济急需、具有国际先进水平的钢材产品源源不断地供应国民经济各个部门,为中国经济与社会发展、人民幸福安康提供了重要的基础原材料。近几年钢铁行业产能过剩,行业竞争越发激烈。客户对于产品质量提出了更为苛刻的要求。其中轧件的弯曲度长期难以得到保证,这极大地影响了公司产品的市场竞争力和公司的质量信誉度。为了满足客户要求,提高我公司钢铁产品的市场竞争力,保证公司的信誉度,对保证钢材弯曲度的工艺改造迫在眉睫。该文主要论述了使用干槽轧制法来保证轧件弯曲度的研究成果。
关键词:改善棒材 轧钢 弯曲率 研究报告
中图分类号:TG156 文献标识码:A 文章编号:1672-3791(2014)10(b)-0077-02
1 数据分析
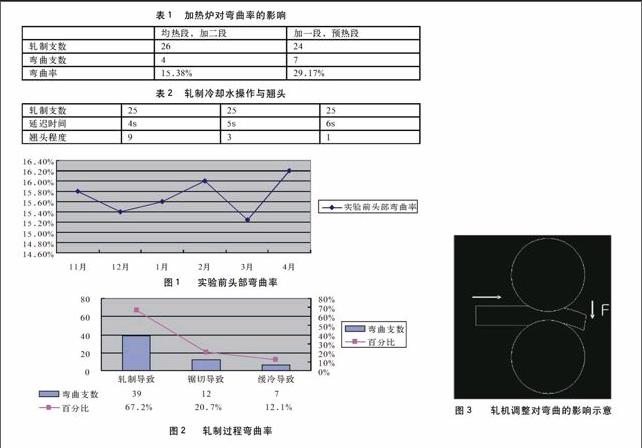
通过从生产车间对轧件产品取样测量得到数据,计算制成表格:
由图1表格可得知,例月来头部弯曲率在14%~16%之间波动,并稍有上升趋势。弯曲率过高给精整矫直和入库周期带来极大压力。所以,改善轧件弯曲率迫在眉睫!
通过对钢坯轧制生产过程的跟踪测量,得到数据制成表格:
由图2数据分析可得知,轧制过程中导致的弯曲占到弯曲总数的62.7%,是导致轧件弯曲的主要区域所在。若能改善轧制过程中的弯曲现象,产品的弯曲率必能得到较好控制。所以,该文主要从轧制过程入手,寻找导致轧件弯曲的因素,并研究改善方法。
2 分析影响因素
根据钢坯轧制的生产流程,分析每一个生产环节,列出所有可能导致轧件弯曲的环节:
(1)加热炉加热违规,加热时间不够,炉南与炉北温度不能达到相对均匀,导致钢坯头尾温差大,在轧制过程中变形量不均匀而导致轧件弯曲(表1)。
对有加热违规的一炉钢的头部弯曲情况进行跟踪:均热段,加二段的刚加热温度和时间已符合要求;由于出钢节奏较快,出完前两段的钢后,加一段、预热段的钢未进行二次保温而违规出钢,导致钢坯未完全烧透。所以加一段、预热段的钢弯曲率明显较高。
(2)轧机主调未细心调整,上线进口位置不当或轧制线未对齐,都有可能导致轧件产生弯曲。
(3)轧机弹跳大。轧制是轧机弹跳易造成轧件头部勾头。轧机弹跳容易导致当班连续性头部弯曲问题(图3)。
(4)轧辊冷却水开早。冷却水淋在钢坯头部使钢坯上下温差大,从而钢坯上下面变形量不均匀,导致翘头
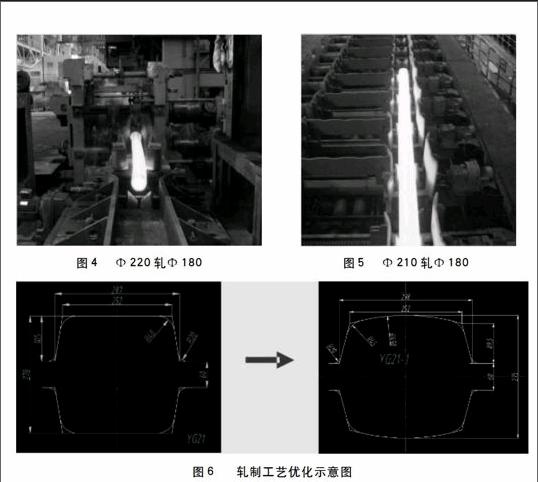
(5)变形量较大导致轧件弯曲:
通过以上两图比较,明显得出较小压下量的轧制工艺对改善弯曲率有益。
3 制定对策
根据以上分析结果,针对不同影响因素制定出可行的整改措施:
(1)下发工艺通知规范相关操作。保证钢坯加热温度和均匀度;
(2)轧制前轧机主调严格细心调整进口位置和轧制线,保证位置得当;
(3)工装上线前对轧机进行弹跳测试,保证轧机的弹跳在0.5 mm以下,轧制时若弹跳大于0.5 mm,立即停轧更换轧机;
(4)轧制时头部采用干槽轧制法,找到最优冷却水开启时间并予以实施。
对轧制冷却水开启时间进行试验(表2)。
效果验证:轧制后6s开启冷却水效果最佳,无翘头现象,为后道次的变形提供了保证。
(5)优化工艺,减小轧制压下量(图6)。
通过1#、2#孔的孔型修改,增大前道次变形,较小后续变形的压下量。
4 结语
轧件的头部弯曲虽然难以完全避免,但是通过实验研究,可以对轧件弯曲率做到较好的控制,保证产品的外形质量,提高公司的产品竞争力。此次实验研究我们得到以下结论:
(1)轧制过程是导致轧件弯曲的主要工序;
(2)轧制过程中导致弯曲的因素主要有钢坯加热不均匀、轧制线进口位置不当、轧机弹跳大、冷却水开启时间不当、轧制压下量过大等因素;
(3)轧制冷却水的最优开启时间为6 s。
参考文献
[1] 梅小强,周存龙,李中喜,等.大直径棒材二辊矫直机辊形设计研究[J],机械工程与自动化,2014(1):98-99.
[2] 王学峰.减少钢坯轧制黑印的一种有效方法[J].四川冶金,1997,19(2):65-66.
[3] 段路茜.阳代军.无头轧制过程中钢坯的焊接技术[J].焊接技术,2003,32(3):1-3.endprint
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年3期)2022-07-19
重型机械(2020年3期)2020-08-24
活力(2019年19期)2020-01-06
山东冶金(2018年5期)2018-11-22
新疆钢铁(2016年3期)2016-02-28
工业炉(2016年1期)2016-02-27
工业炉(2016年1期)2016-02-27
上海金属(2015年2期)2015-11-28
冶金经济与管理(2015年1期)2015-02-28