
梯形螺纹快速加工技术
2015-01-28 01:49内蒙古包头轻工职业技术学院刘百顺
河北农机 2015年11期
内蒙古包头轻工职业技术学院 刘百顺
前言
梯形螺纹相对于普通螺纹具有工艺性好、牙根强度高、螺纹副对中性好、可以调整间隙等特点,常用于机床丝杠、刀架丝杆等螺旋传动。梯形螺纹的基本牙型是由原始三角形截去顶部和底部所形成的内、外螺纹共有的理论牙型。在机械加工生产过程中,普通螺纹的加工方式有很多种,如车削、板牙套制、滚压等,而梯形螺纹以车削加工为主,对加工刀具的要求也比较高,常见参考资料对具刃磨的介绍也不够详细,对梯形螺纹加工的三要素也没有明确的要求。梯形螺纹的具体结构和参数如图1、表1。在日常教学和生产中,接到某厂委托加工一梯形螺纹零件。根据日常教学和实际生产加工,总结出一点快速加工梯形螺纹的方法、技术,仅供大家参考。
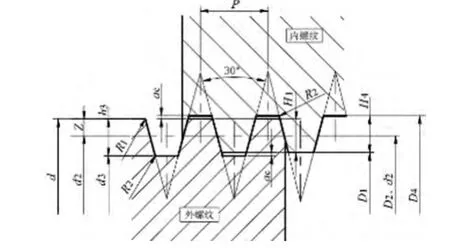
图1 梯形螺纹基本牙型
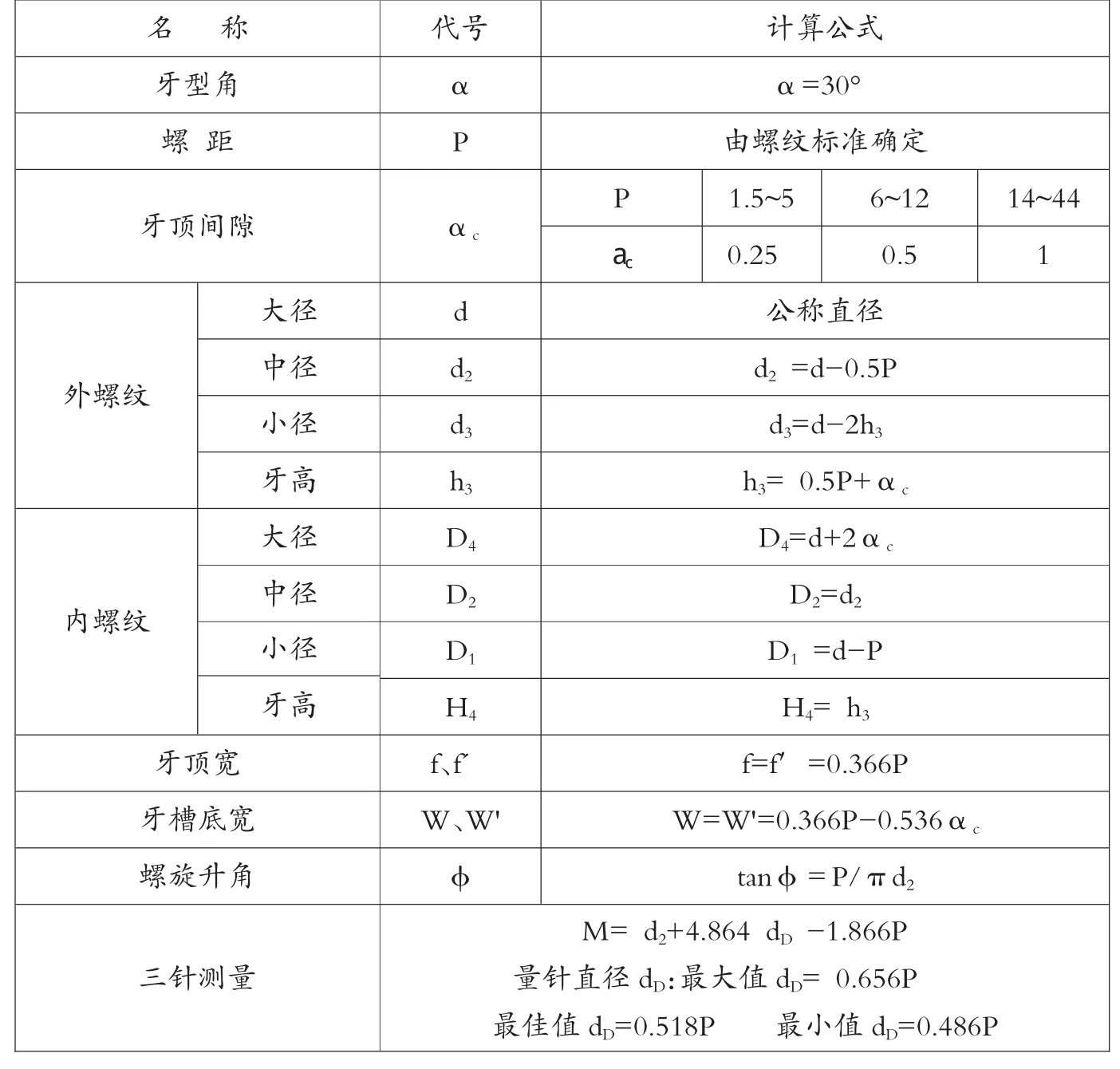
表1 梯形螺纹各部分名称、代号及计算公式
1 梯形螺纹加工工艺过程
根据图纸和零件的技术要求,选用经调质处理后的45#钢棒料为毛坯,加工工艺过程如下:
(1)粗车外圆;(2)调质;(3)精车外圆至梯形螺纹大经;(4)粗车螺纹;(5)精车螺纹;(6)剃扣头。
2 刀具的选用
2.1 车削梯形螺纹刀具工作原理分析
一般车削外圆时由于纵向进给量f较小,它对车刀工作角度的影响通常均忽略不计;但在车削螺纹,尤其是车削多头螺纹时,纵向进给的影响就不可轻视了。如图2车削螺纹时的角度。
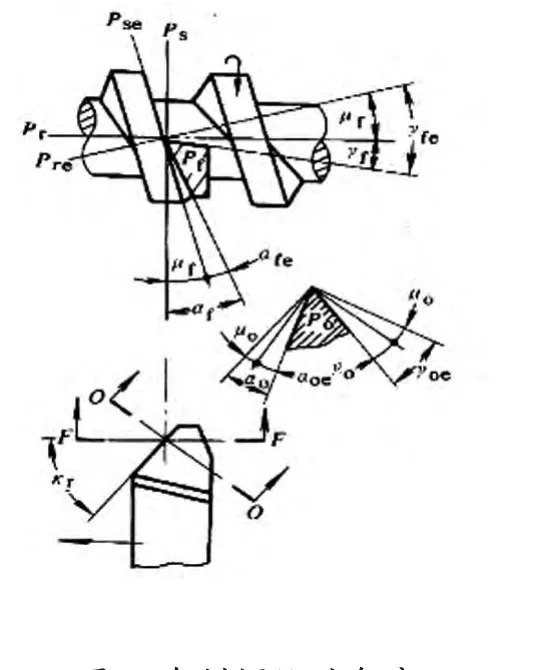
图2 车削螺纹时角度
因车刀的λs=0,当不考虑纵向进给时,切削平面的Ps垂直于刀杆底面,而刀杆底面是与基面Pr平行的,在假定工作平面内标注角度γf和αf,在正交平面内标注角度γ0和α0;当考虑进给运动之后,切削平面Pse改为切于圆柱螺纹面的平面,基面Pre垂直于切削平面Pse,故与刀杆底面不再平行,它们分别相对于Pr或Ps倾斜了同样的角度,这个角度在假定平面Pf中为μf,在正交平面Po中为μo,因此刀具在上述假定工作平面内的工作角度为:



式中:f为切向进给量或被切削螺纹的导程,对于单头螺纹,f等于螺距;dw为工件直径或螺纹外径。
在正交平面内,刀具的工作角度为:



由以上各式得知,μf与μo的值与进给量f及工件的直径dw有关,f越大或dw越小,μf与μo的值增大,因此说明车削右螺纹时,车刀左侧刀刃应适当加大刃磨后角,而右侧刀刃应设法增大刃磨前角。
2.2 刀具的选用和刃磨方法
为保证梯形螺纹有足够的强度、稳定的组织、良好的耐磨性、适当的硬度和韧性以及良好的工艺性能,所以采用毛坯材料选用经调质处理的45#钢,车刀刀片材料采用YT15,即硬质合金刀具。
在粗加工时,选用普通外螺纹车刀进行改制,根据梯形螺纹的要求,将螺纹刀具改制为快速专用梯形螺纹刀具,刀具的结构如图3所示。
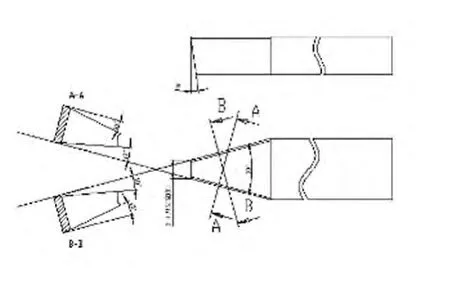
图3 刀具的结构
2.3 加工方法
在加工P≤4梯形螺纹时,要求刀尖宽度等于螺纹底槽宽度。采用直进法加工,主轴转速为300r/min,背吃刀量为0.5mm,直接加工到螺纹所需要的尺寸。
在加工P≥4梯形螺纹时,要求刀尖宽度为2mm。第一步采用直进法,主轴转速为300r/min,背吃刀量为0.5mm,直进深度为2mm。第二步采用侧进法,每次刀具向主轴方向偏移0.3mm,直进方向0.4mm,直至加工到梯形螺纹所需要的尺寸要求。第三步采用高速钢刀条刃磨为成型刀具,修整螺纹牙型及表面精度。
3 总结
加工梯形螺纹的方式方法很多,不同的加工条件和不同的零件要求,所采用的加工方法不同。本文根据梯形螺纹的自身特点,结合工作实际和工作经验,提出采用刃磨专用刀具来加工梯形螺纹的方法,改善了常用的直进法加工速度相对较慢的问题,提高了加工梯形螺纹的工作效率和加工精度,进而提高了生产效益。
[1]张维纪.金属切削原理及刀具[M].浙江大学出版社,1991.
[2]郑绍芸,郧建国.梯形螺纹精车刀的改进与应用[J].现代制造工程,2004(04).
[3]唐书林,严瑞强.梯形螺纹的数控加工方法[J].现代制造工程,2008(06).
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
能源工程(2021年1期)2021-04-13
山东冶金(2019年3期)2019-07-10
上海交通大学学报(2019年1期)2019-02-19
制造技术与机床(2018年10期)2018-10-13
赢未来(2018年9期)2018-09-25
科技创新与应用(2018年20期)2018-07-28
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年1期)2016-05-17
油气田环境保护(2015年4期)2015-12-28
