
绝对式光栅尺产品的精度检测设备与精度修正方法
2015-01-27 01:31:08郑黎明
机电产品开发与创新 2015年4期
郑黎明
(中国科学院 长春光学精密机械与物理研究所,吉林 长春 130033)
0 引言
目前我国已经成为世界第一机床生产大国,但总体来说还不算机床强国,在数控系统和功能部件等方面还亟待提高,因此我国推出了高档数控机床与基础制造装备专项[1],在国家层面对机床行业发展进行了战略布局。绝对式光栅尺作为机床重要的功能部件之一,是高档数控机床所必备的[2],因而绝对式光栅尺研发与产业化工作势在必行,然而其研发与产业化过程需要技术、工艺和装备的支撑。精度检测设备完成绝对式光栅尺产品的总成精度检测,它对产品的质量严格控制和精度等级分类具有重要意义,同时检测数据对用户使用光栅尺也非常重要。目前市场上测长设备并不能满足测量精度和测量长度的要求,因此精度检测设备需针对绝对式光栅尺产品专门开发。根据绝对式光栅尺精度检测的具体要求,本文对精度检测设备进行设计,并对检测误差进行分析,最终完成了绝对式光栅尺产品的精度检测与修正。
1 主要技术指标
图1 为绝对式光栅尺产品,其最高精度等级为±3μ/m,根据测量不确定原理[3],检测手段的精度等级应高于±1μ/m。光栅尺产品的长度小于等于4040mm,要求检测手段的测量长度需大于4040mm;光栅尺分辨率为0.1μ,要求检测手段的测量分辨率不低于0.1μ。综合以上要求,激光干涉仪是唯一能够满足测量要求的检测手段。激光干涉仪具有精度高、分辨率高、测量范围大等优点,同时也具有环境要求高、成本高、检测效率低等劣势[4]。检测设备采用双频激光干涉仪作为长度基准,能够保证检测装置的检测精度。检测方法的主要技术要求如表1 所示。

图1 绝对式光栅尺产品Fig.1 The absolute encoders
2 检测过程的基本误差项
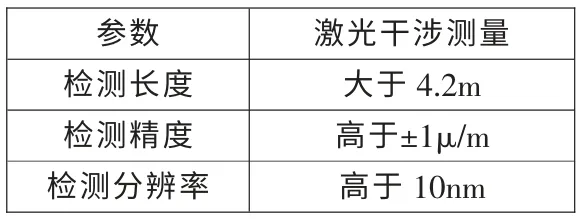
表1 检测方法的主要技术要求Tab.1Themaintechnical requirementsofdetectionprocess
整个检测系统的基本误差项主要包括检测装置误差、安装结构误差、检测延时误差。分析检测系统的基本误差项是完成设备检测误差分析的基础。
检测装置误差(σt)与采用的检测手段和装置使用环境有关。当采用激光干涉仪手段检测时,测量精度可达±0.5μ/m;而当采用光栅尺手段,能够达到的精度约为±2μ/m。
安装结构误差主要包含阿贝误差和余弦误差,其中余弦误差为二阶小量,其在数值上比检测精度低两个数量级,在误差分析过程中可以忽略余弦误差的影响,因而阿贝误差是需要补偿的关键结构误差。阿贝误差σabbe数值上可以由公式(1)表达[5]:

式中:h—阿贝臂,即检测轴线与被测轴线之间的距离;θ—检测轴线与被测轴线之间的夹角。
检测延时误差σd同采样方式有关,当采用步进方式采样时,不存在检测延时误差,而采用连续运动采样时,存在检测延时误差,其数值可用公式(2)表达:

式中:Δt—检测延迟时间;v—检测速度。
3 测量方案及误差分析
由于绝对式光栅尺长度达4040mm,当满足阿贝误差时,需检测中心线与绝对式光栅尺刻线中心重合,设备导轨长度需达到9m;而当不满足阿贝原则时,为保证较高的精度,又对设备导轨直线性误差提出了很高的要求;以上两种情况对设备制造难度和成本控制非常不利,本文探讨一种低成本、高精度的检测方法与装备。其具体方案如图2 所示。在大理石工作台装有两根高精度直线导轨,在直线电机驱动下,移动滑台沿导轨精密运动。待检光栅尺尺身固定在工作台中部,读数头固定在移动滑台上。工作台上安装有两路激光干涉仪线性测量模块,反射镜固定在滑台上,在水平面内,激光光束投影和光栅尺主光栅刻线中心线同轴,在垂直面内激光光束与光栅尺主光栅刻线中心线平行,相距h,由于测量基准的轴线和待测光栅尺的轴线不重合,当移动滑台在位移过程中有附加转动时,将产生阿贝误差。利用两路线性模块测量的数据计算出移动滑台角度变化,进而对线性模块得到的数据进行修正,减小阿贝误差的影响,使方案满足检测精度要求。基本误差项分析:
(1)检测装置误差(σt)即激光干涉仪检测误差,其数值为0.5μ/m。
(2)阿贝误差(σabbe)与阿贝臂距离和夹角有关。其中阿贝臂距离为设计值,在不发生干涉的条件下,其值应尽可能小。夹角与导轨直线性有关,假设单位长度直线导轨变形后为标准圆,其夹角与直线性关系如图3 所示,可知:
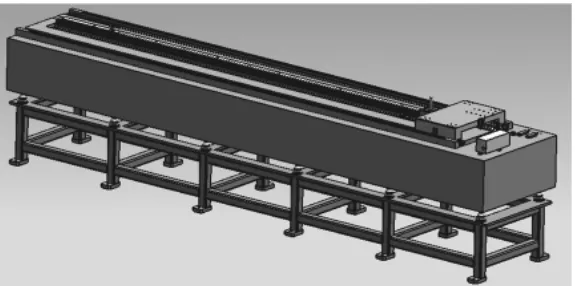
图2 检测设备三维结构Fig.2 The structure of detection equipment
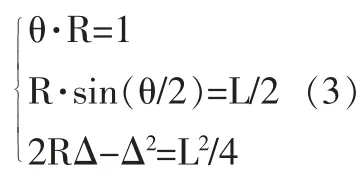
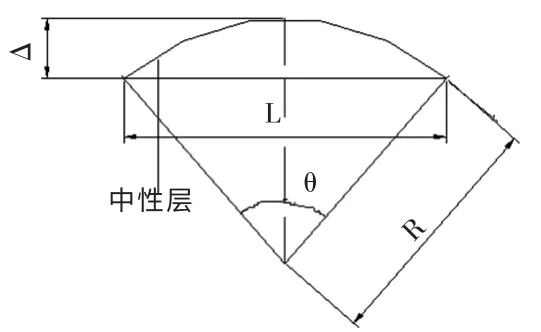
图3 直线导轨直线度与偏角示意图Fig.3 The relation between straightness and deflection during linear guide deformation
式中:R—标准圆半径;θ—导轨变形后角度变化量;L—变形后导轨长度。根据公式(3)可求得θ=8Δ/L。设在水平(y 向)方向,激光干涉仪光束中心与光栅尺刻划线中心存在误差为0.2mm,在垂直(z 向)方向,激光干涉仪光束中心与光栅尺刻划线中心存在30mm 偏距,在导轨在水平和垂直方向的直线性均为10μ/m,则水平方向阿贝误差σabbe-y=hy·θy=0.16μ/m。竖直方向阿贝误差,可知竖直方向的阿贝误差较大,必须进行补偿,当测角精度为0.8″时,补偿后σabbe-z=0.4μ/m。因此补偿前σabbe=2.41μ/m,补偿后σabbe=0.4μ/m。
(3)延时误差(σd)与检测延迟时间和检测速度有关。当检测延迟时间Δt=10μs,检测速度为50mm/s,则σd=0.5μ/m。
因此补偿前检测设备精度为σ=2.51μ/m 而补偿阿贝误差后检测设备精度为σ=0.8μ/m,可知补偿阿贝误差后,设备的检测精度满足指标要求。
4 精度检测与修正试验
在检测设备获取绝对式光栅尺产品精度数据的前提下,可利用该精度数据对光栅尺产品进行精度修正,这将极大提高产品的精度等级,对光栅尺产品的应用非常有利。根据绝对式光栅尺检测系统得到的标准位置数据,采用分段线性插值的方法来对绝对式光栅尺的测量结果进行精度修正。设在检测过程中,第i 个检测点的绝对式光栅尺测量结果为ai、而检测设备的测量结果分别bi,那么对应的分段精度修正函数为:

式中:x—绝对式光栅尺测量值;y—经过修正后的测量值。
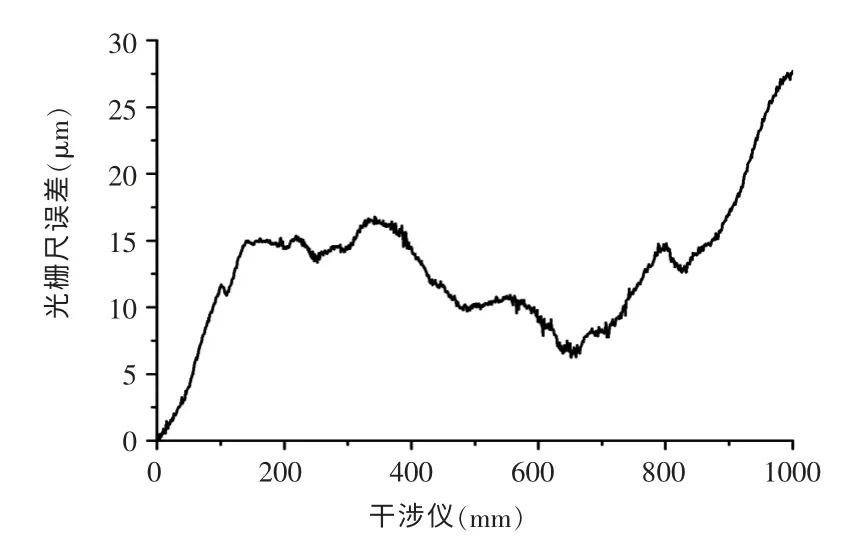
图4 修正前绝对式光栅尺的精度曲线Fig.4 The accuracy curve of the absolute encoders before revise
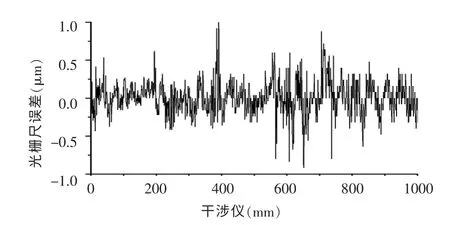
图5 修正后精度曲线Fig.5 The accuracy curve of the absolute encoders after revise
图4、图5 是对某根工作长度为1m 的JC09 型光栅尺产品进行精度检测,该尺未进行精度修正前的精度曲线如图4 所示,可知在1m 长范围内的误差为0~30μm,图5 为经过分段线性插值修正后的精度曲线,精度提高到±1μm/m,可知上文提出的误差修正方法非常有效。
5 结论
本文从绝对式光栅尺产品精度检测的具体需求出发,确定了精度检测设备±1μm/m 精度指标要求。进而提出了一种精度高,速度快的精度检测设备方案,并对该方案进行了误差分析,得出方案总体误差为±0.7μm/m,满足指标要求。最后基于此检测系统,对产品进行了精度检测,使用分段线性修正的方法来对绝对式光栅尺的测量值进行精度修正,修正后精度达到±1μm/m。
[1]景富军,谭胜龙,刘玲,等.我国机床数控化的现状和未来对策[J].制造技术与机床,2013,4.
[2]孙强.高精度绝对式光栅尺研究进展及技术难点[J].世界制造技术与装备市场,2012,5.
[3]马宏,王金波.仪器精度理论[M].北京:北京航空大学出版社,2009.
[4]所睿,范志军,李岩,等.双频激光干涉仪技术现状与发展[J].激光与红外,2004,4.
[5]石照耀,张斌,费业泰.阿贝原则再认识[J].仪器仪表学报,2012,5.
猜你喜欢
工程与试验(2022年2期)2022-08-08 12:37:30
少年文艺·我爱写作文(2022年8期)2022-07-10 01:09:01
九江学院学报(自然科学版)(2022年2期)2022-07-02 02:34:06
商品与质量(2020年53期)2020-11-27 03:07:42
计测技术(2020年6期)2020-06-09 03:27:14
航天电子对抗(2019年4期)2019-06-02 08:22:40
精密制造与自动化(2018年1期)2018-04-12 07:42:52
制导与引信(2017年3期)2017-11-02 05:16:58
文理导航·趣味课堂(2017年2期)2017-05-27 15:36:47
做人与处世(2016年14期)2016-08-23 10:18:44
