汽车装配线单板链与悬链转挂机器人控制系统
2015-01-25 09:07郑利
电大理工 2015年1期
郑利
沈阳华晨金杯汽车有限公司 (沈阳 110044)
汽车装配生产线采用的是典型的流水作业生产方式,它的自动化程度要求较高。从汽车的壳体到一台整车下线一般是150s至300s之间,生产线需连续不停顿运转。目前世界上汽车装配线的输送形式各种各样,总体上有二种输送机械结构,即地面板式机械输送和空中悬挂机械输送单独或混合组成。
在混合输送机械结构下,依据装配工艺,车身要在单板链和悬链输送机械上运行几十个工位,车身在生产线上的输送必然存在由地面单板链到空中悬链上的转移。为了保证连续生产的需求,这种车身转挂必须自动地进行且完成准确对接。为此,本文设计了一个转挂机器人的控制系统方案,利用SIEMENS的数控伺服驱动控制系统,按车身转挂的工艺及现场条件,采用直角坐标式控制伺服电机做4自由度运动,实现车身的连续动态转挂。现场运行表明,装置运行平稳可靠、装挂对位精度高,转挂速度完全满足装配线生产节拍的要求。
1 系统组成
转挂机器人由机械传动系统、电气控制系统两大部分组成。
1.1 机械传动系统
机械传动系统采用直角坐标系,利用4个伺服电机驱动实现车身托起装置四个自由度的直线运动。其中平移轴(X轴)和伸缩轴(Y 轴)采用齿轮丝杠传动方式,托起轴(H轴)采用剪刀叉结构齿轮丝杠传动方式,升降轴(Z轴)采用链条传动方式。
1.2 电气控制系统
由SIEMENS S7-300 PLC和HMI组成电气控制系统,主要实现车型识别、悬链吊具识别、单板链和悬链运动状况监测、车身托起装置四自由度运动伺服控制,PLC控制系统配置如图1所示。
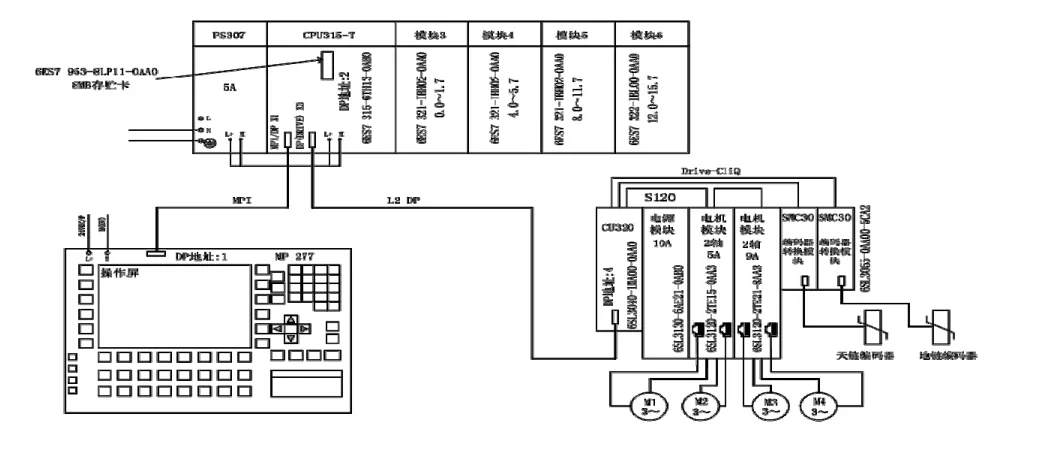
图1 控制系统结构
系统采用SIEMENS S7-300 PLC中的具有运动控制功能的T-CPU,它除了具备常规CPU功能外还内部集成了运动控制 (Motion Control) 功能,所有运动控制作业都是在 T-CPU 中通过工艺功能来启动。本系统有6个轴,即4个物理轴(伸缩、升降、平移、托起)和2个虚拟轴(单板链和悬链)。物理轴采用SINAMICS S120伺服控制单元直接位置读值和驱动控制,根据现场的实际要求配置了相应的伺服驱动模块和相应的伺服电机。虚拟轴的位置读值由编码器转换模块从安装在单板链和悬链上的增量编码器获取,并通过DRIVE-CLiQ由SINAMICS S120向T-CPU供给。DRIVE-CLiQ 通用串行接口连接 SINAMICS S120 的所有组件,包含电机和编码器。
SINAMICS S120 支持标准的 PROFIBUS DP,即 TIA 方案中的标准现场总线。它用于驱动同步电机和异步电机,可完成要求苛刻的驱动任务,并且能够满足对动态特性和精度的较高要求,将广泛的工艺功能集成到驱动控制系统中。伺服电机驱动模块采用SINAMICS DC MASTER ,它是直流驱动器,它具有很高的灵活性。因此,在驱动技术领域,无论是基本驱动任务,还是要求苛刻的驱动任务,它都可以胜任[1]。
2 系统实现
2.1 控制系统和伺服驱动组态
在T-CPU中组态工艺对象,物理驱动器被映射到各工艺对象及其在各工艺对象中参数化的属性。每个工艺对象都作为工艺DB映射到STEP7用户程序,以指明状态。可以将工艺对象互连,并逻辑关联到硬件组件。所有工艺对象(例如轴、凸轮盘、输出凸轮、测量输入或外部编码器)都在 S7T Config 中组态。所有运动控制作业都是在 T-CPU 中通过工艺功能来启动。集成工艺根据控制系统启动的顺序来处理作业。
“轴”工艺对象作为接口,将用户程序和实际驱动器联系起来。它可以接收、执行和监视 PLC 的用户程序所请求的运动控制命令。轴对象通过PROFIBUS 与包含速度和电流控制的驱动器进行通信。从轴对象中对驱动器进行单独组态和调试。
T-CPU硬件组态完成后,通过Technology组态伺服驱动和轴。
伺服驱动和轴组态完成后,通过专家系统数据对组态参数进一步优化,包括设定各轴运动极限限位。
利用伺服驱动和轴运动控制面板,完成对选定轴的动态测试。
2.2 运动控制
本转挂装置具有手动控制、半自动控制功能和自动控制功能。手动是四轴通过手操器以给定的速度进行独立的点动运动。半自动是每个单轴通过手操器依据控制条件自动运动到给定位置控制。自动控制是与生产线联动,根据总装配线工作节拍将车身从单板链自动转挂到悬链吊具上。
在T-CPU 315中集成了很多运动控制功能块,本系统用到的主要功能块如表1所示。
以手动控制平移轴为例编程逻辑主要包括启动条件建立、轴控制使能、以指定的方向和速度驱动电机运动、停止运动和故障复位等。

表1 运动控制功能块
2.3 操作控制平台
转挂机器人控制复杂,需要操作便捷的操作平台。为此,系统设计了由3个操作装置构成的操作平台,即控制柜操作盘、手动控制操作器和可视人机交互操作屏。3个操作装置均与PLC进行数据I/O。控制柜操作盘设有若干操作按钮和指示灯,供操作者控制系统启动/停止、驱动使能/关闭驱动、置定手动/自动工作方式及故障复位等,并提供设备运行相关状态指示。手动控制操作器设置了车身托起装置四个自由度手动和半自动操作控制,实现点动和单自由度或组合自由度一次移动到位控制。可视人机交互操作屏采用SIEMENS MP277,整个转挂过程的状态参数和运动参数、故障信息都在上面以文字或数值动态显示。重要参数通过Password设置,以避免无关人员的误操作。设备检修、更换传动链条和更换配重钢丝绳时置定编码器初始位置等也可借助于该HMI完成。
3 结语
实现转挂机器人自动控制的技术关键是伺服控制系统和轴参数的正确组态,以及运动控制功能块的正确组合使用。现场运行表明,利用转挂机器人实现车身从单板链到悬链上的转移转挂速度快、精度高、平稳可靠,可以满足今后为提高产能提升装配线生产节拍速度的需求。
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
制造技术与机床(2019年12期)2020-01-06
冰雪运动(2019年3期)2019-08-23
科学Fans(2019年2期)2019-04-11
国际木业(2016年4期)2017-01-15
冰雪运动(2016年5期)2016-04-16
舰船科学技术(2016年1期)2016-02-27
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
新媒体研究(2014年14期)2014-08-22
组合机床与自动化加工技术(2014年12期)2014-03-01