中走丝线切割多次切割跟踪式喷射流装置
2015-01-25 10:51王海祥
电子设计工程 2015年4期
王海祥 ,汪 林,滕 凯
(徐州工程学院 江苏 徐州 221000)
近年来,随着高精度、主硬度和高复杂度模具的发展,电火花线切割加工WEDM(Wire-cut Electrical Discharge Machining)在制造业中的应用越来越广泛[1]。电火花线切割加工具有加工精度高、表面质量好和效率高等特点,已经成为模具制造和金属加工行业必不可少的手段,适用于各种冲模、粉末冶金模,各种样板、磁钢及硅钢片的冲片,可加工钼、钨、半导体或贵重金属的材料,特别适合于新产品的研制,可大大节约工装费用,缩短新产品的研制周期。
中走丝是指具有多次切割功能的高性能快走丝加工方。由于中走丝切割具有独特的加工优势,因此在现代加工中所占比例越来越大,但在线切割效率、切缝表面粗糙度和加工精度上还有很大的提升空间。上述方面的相关研究都因为装置繁琐得不到推广而没有突破此瓶颈[2]。为改善高速中走丝线切割机的加工精度,必须进一步改进机床的结构,使其更为合理。鉴于此,该文研究重点是利用以AT89C52单片机为核心来控制丝杠与喷嘴相互配合,进而提高切割精度和效率。
1 系统总体设计
为了改善中走丝线切割机多次切割的加工精度和加工效率,设计一款以AT89C52单片机为主控芯片的跟踪式喷射流装置,该装置的系统结构图如图1所示,主要由AT89C52单片机模块、金属传感器模块、步进电机模块、滚珠丝杠等几部分组成。本文研究通过动态跟踪控制装置有效地控制工作液喷射压力和高度,当喷射压力为0.5 Mpa,喷射高度为5 mm,冷却和排屑效果增强,工件的表面粗糙度降低,工件的切割精度和切割效率明显提高。该装置的特色在于加工工件表面高度不同时线切割的喷嘴金属传感器靠近工件表面时发出信号到控制系统,步进电机接收到信号后控制喷嘴上下移动,控制喷嘴与加工表面之间的喷射高度,提高切削效率和表面粗糙度。

图1 系统结构框图Fig.1 System block diagram
2 硬件部分设计
2.1 AT89C52单片机
从本系统来说,全部选用的AT89C52单片机都是来自于ATMEL公司所生产的低电压、高性能CMOS 8位单片机,该单片机的最小系统如图2所示,其片内含8k bytes的可反复擦写的Flash只读程序存储器和256 bytes的随机存取数据存储器(RAM)[3];元器件方面则是采用了ATMEL公司所生产的,他们不仅密度高、而且在生产过程中采用了非易失性存储技术,因此,兼容标准MCS-51指令系统。而且在其片内置通用8位中央处理器和Flash存储单元。
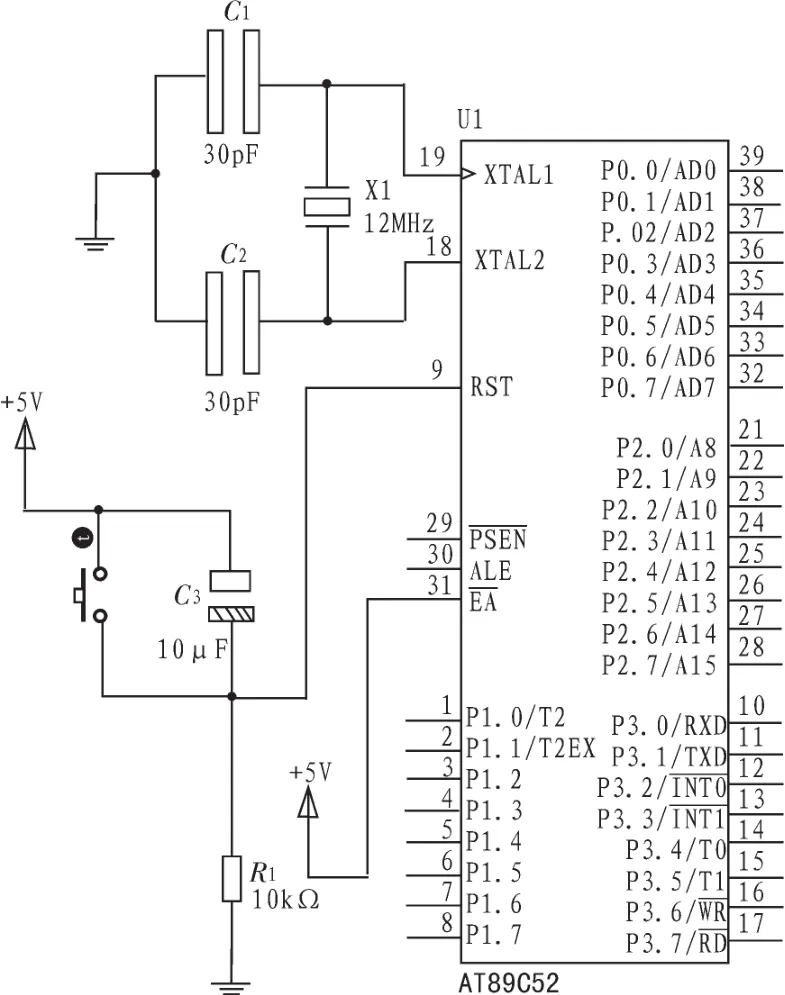
图2 AT89C52单片机最小系统Fig.2 AT89C52 single-chip microcomputer minimun system
此外,AT89C52有40个引脚,32个外部双向输入/输出(I/O)端口,同时内含2个外中断口,3个16位可编程定时计数器,2个全双工串行通信口,2个读写口线,AT89C52可以按照常规方法进行编程,也可以在线编程。其将通用的微处理器和Flash存储器结合在一起,特别是可反复擦写的Flash存储器可有效地降低开发成本。另外,AT89S52可降至0 Hz静态逻辑操作,支持2种软件可选择节电模式。空闲模式下,CPU停止工作,允许RAM、定时器/计数器、串口、中断继续工作。掉电保护方式下,RAM内容被保存,振荡器被冻结,单片机一切工作停止,直到下一个中断或硬件复位为止。因此,要是普通的单片机,对于很复杂的场合很难进行应用,但是对于功能强大的AT89C52单片机,则都可以适用于环境比较复杂的控制应用场合,所以本系统选择AT89C52单片机来进行运用是较为适宜的。
2.2 金属传感器设计
传感器作为现代科技的前沿技术,被认为是现代信息技术的三大支柱之一,也是国内外公认的最具有发展前途的高技术产业[4]。由于传感器具有精度高,测量范围广 ,频率响应特性较好 ,结构简单,尺寸小,重量轻,可在高(低)温、高速、高压、强烈振动、强磁场及核辐射和化学腐蚀等恶劣条件下正常工作的优点,它的应用范围越来越广泛,目前已广泛应用于国防科技、工农业生产及日常生活中,早已渗透到诸如工业生产,宇宙开发,海洋探测,环境保护,资源调查,医学诊断,生物工程,甚至文物保护等等极其广泛的领域中[5]。
在本系统中,所选用的金属传感器是由日本欧姆龙集团(OMRON Corporation)所生产的一款工作电压12-24VDC三线NPN的E2E-X10ME1-Z金属传感器。该传感器具有电源反接保护、短路保护,可直接与单片机相连的特点,因此可直接由AT89C52单片机直接控制,快速的控制其他部件运行。同时,它的使用寿命长,可靠性高,耐环境强,与线切割多次切割所需要的环境和要求加工精度高相吻合。而且E2EX10ME1-Z在充电部与外壳间具有50兆欧姆以上的绝缘阻抗和AC1000V 50/60Hz/min的耐高压,并且振动与抗击能力都很耐久,这完全可以抵抗中走丝线切割机床在多次切割时所产生的振动干扰,保证加工零件的精度要求。此外,该金属传感器有IP67防护结构(IEC标准)、耐高压、耐腐蚀和防浸水的优势,使他的外壳强度能抵抗加工零件对它的冲击,保证了加工零件的表面粗糙度和精度要求。在该跟踪式喷射流装置中,金属传感器通过事先设置一个探测距离,加工凹凸零件时,当物体进入探测范围以内,振荡频率提高,传感器检测到这个变化之后,将检测信号转换为数字信号传递给AT89C52单片机,最终控制步进电机运动。
2.3 步进电机设计
当AT89C52单片机将数字信号转换为电脉冲信号后,就需要步进电机将其转换为位移变量,进而带动丝杠上下移动。步进电机是用电脉冲信号进行控制,将电脉冲信号转换成相应的角位移或线位移的微电动机[6],它最突出的优点是可以在宽广的频率范围内通过改变脉冲频率来实现调速,快速起停、正反转控制及制动等,并且用其组成的开环系统既简单、廉价,又非常可行。通过控制脉冲个数来控制角位移量,可以达到准确定位的目的;同时通过控制脉冲频率来控制电机转动的速度和加速度,从而达到调速的目的。这一线性关系的存在,加上步进电机惯量低,定位精度高,无积累误差,控制简单等特点,通常被用作定位控制和定速控制。正常情况下,由于步进电动机能直接接收数字量的输入,所以特别适合于微机控制。步进电机转动使用的是脉冲信号,而脉冲是数字信号,这恰是计算机所擅长处理的数据类型。
在本系统中,所选用的执行元件是86三相步进电机。通过将三相步进电机与二相步进电机进行比较后发现,86三相步进电机在小步距角方面较好,转矩波动比二相电机要小,由于三相步进电机结构原因,磁通和电流的三次谐波被消除了,所以三相电机的振动力矩比二相电机的要小[7]。同时,三相电机的两相励磁最大保持力矩为T1(T1 为单相励磁转矩),而二相电机为T1,所以三相电机的合成力矩大。通过AT89C52单片机为MCU组成三相步进电机控制器,键盘显示电路,预制并显示步进数,经单片机I/O通道和有关外围电路输出三相步进电机脉冲,放大后作为驱动三相步进电机的控制信号,按预制的步进数实现步进电机的正/反相运转,带动滚珠丝杠上下传动,控制喷距来达到降低加工零件的表面粗糙度。而且采用中断和查询相结合的方法来调用中断服务程序,完成对步进电机的最佳控制,显示器及时显示正转、反转速度等状态[8],大大简化了电子线路,提高了可靠性。因此,本系统采用三相步进电机是非常明智的选择。
2.4 滚珠丝杠设计
当86三相步进电机输出预设的角位移后,就需要一个传动元件来做出相应的反应,进而带动喷嘴上下传动,调节工作液喷射压力和高度,而滚珠丝杠就是此传动元件。在本系统中,选用精密滚珠丝杠作为传动元件,通过与其他传动元件进行比较之后发现,该精密滚珠丝杠兼具无侧隙、刚性高、高精度、高速进给可能、微进给可能等众多方面的优点,从而使喷距精确达到预置的位移,减小线切割多次切割对工件表面的切削应力,使它的表面粗糙度降低。而且,精密滚珠丝杠是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,它的高精度、可逆性、定位准和高效率逐渐就体现出来了。当精密滚珠丝杠接受到86三相步进电机发出的信号时,螺母就会随丝杆的转动角度按照对应规格的导程转化成直线运动,喷距可以通过螺母座和螺母连接,从而实现喷距的直线运动。同时,精密滚珠丝杠可以得到较高的运动效率,启动力矩极小,摩擦阻力很小,不会出现滑动运动那样的爬行现象,能保证实现喷嘴精确的微进给[9],来控制喷嘴与加工零件之间保持一定的距离,实现工作液喷射高度和压力的自动调节,进而加工效率和精度得到提高。由此选择精密滚珠丝杠应用于跟踪式喷射流装置是非常合适的。
3 结束语
综述所示,本文所设计的中走丝线切割多次切割跟踪式喷射流装置的系统相对于别的装置来说有了更多的优势,首先,系统在对各配件的选用上,都是相对来说比较好的;其次,在同种配件中,他们都有着许多突出的优势;所以将它们共同应用于本系统上后,本系统也就比其他的系统多了更多的优势。通过实际加工后,我们可以看到该跟踪式喷射流控制装置不仅提高了零件的切割效率,而且在表面粗糙度和工件精度都有了很大的改善,达到预期效果。在当前市场中,尚未出现同类别的配备喷射流自动跟踪系统的中走丝线切割产品,具有较高的性价比和较好的市场应用前景,值得推广。
[1]张艳.高速走丝电火花多次切割精度及表面质量研究[D].南京:南京航空航天大学,2010.
[2]刘建强,符鹏鹏.电火花线切割上下异形零件的工艺试验[J].青海大学学报,2013(2):68-71.LIU Jian-qiang,FU Peng-peng.Wedm and special-shaped parts of technological test[J].Journal of Qinghai university,2013(2):68-71.
[3]何冲,王淑红,侯胜伟,等.基于AT89C52单片机的步进电机控制系统研究[J].电气技术,2012(4):5-8.HE Chong,WANG Shu-hong,HOU Sheng-wei,et al.Research of Control System of Two-phase Hybrid Stepping Motor Based on AT89C52 Microcontrollers[J].Electrical Engineering.2012(4):5-8.
[4]孙晶,凌云峰。传感器的原理与应用研究[J].科技资讯.2011(21):4.SUN Jing,LING Yun-feng.The principle and application of the sensor research[J].Journal of Information Science and Technology,2011(21):4.
[5]贾伯年,俞朴.传感器技术[M].南京:东南大学出版社,2006.
[6]许宏福,陈勇志,姚敏,等.步进电机的单片机智能化控制[J].中国现代教育装备,2011(21):26-27.XU Hong-fu,CHEN Yong-zhi,YAO Min,et al.Intelligent control of the step motor by the microcomputer[J].China Modern Education Equipment,2011(21):26-27.
[7]花同.步进电机控制系统设计[J].电子设计工程,2011(15):13-15.HUA Tong.Design of stepping motor control system[J].Electrion Design Engineering,2011(15):13-15.
[8]魏 雅.基于单片机的步进电机控制系统的研究[J].电子设计工程,2013(18):156-157.WEI Ya.Research of stepper motor control system based on singlechip[J].Electronic Design Engineering,2013(18):156-157.
[9]白龙腾,王毅,杨晓辉.工艺参数对CVD制备热解碳界面层厚度的影响[J].火箭推进,2014(3):46-51.BAILong-teng,WANGYi,YANGXiao-hui.Effects of process parameters on thickness of pyrolytic carbon interface layer by CVD[J].Journal of Rocket Propulsion,2014(3):46-51.
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
甘肃科技(2020年20期)2020-04-13
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
制造技术与机床(2019年1期)2019-01-14
制造技术与机床(2017年8期)2017-11-27
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
制造技术与机床(2017年12期)2017-02-02
通信电源技术(2016年1期)2016-04-16
中国重型装备(2013年1期)2013-11-18