锦/氨高弹针织物汽蒸定形工艺的研究
2015-01-15 02:31王佳佩李家成
纺织科技进展 2015年6期
王佳佩,徐 臻,沈 为,*,李家成
(1.东华大学纺织学院,上海 201620;
2.广东瑞源科技股份有限公司,广东广州 515343)
锦/氨高弹针织物汽蒸定形工艺的研究
王佳佩1,徐 臻1,沈 为1,*,李家成2
(1.东华大学纺织学院,上海 201620;
2.广东瑞源科技股份有限公司,广东广州 515343)
利用正交试验探讨锦/氨高弹针织物汽蒸定形工艺中温度、时间和蒸汽压力三个因素对织物弹性回复率、尺寸稳定性及触感的影响,得出较优工艺参数,为脑卒中患肢用康复手套的定形提供科学合理的工艺选择。
锦/氨高弹针织物;汽蒸定形;康复手套;定形工艺
脑卒中患肢用康复支具手套以锦纶、氨纶为原料,采用针织全成形技术编织而成,利用弹性原料对患肢的适当压力以及插件对患肢的支撑固定作用来改善患肢的屈曲挛缩状态及消除患肢水肿。康复支具手套对于脑卒中患者患肢的压力大小取决于手套织物的弹性回复性及成品尺寸的选择。当原料及织物组织确定后,汽蒸定形工艺直接影响到手套的弹性回复性、尺寸稳定性以及手套佩戴时的触感。化学纤维在加工过程中经过了多次拉伸和热定形,分子间的取向和结晶已达到一定程度,但大分子间还存在一定的内应力,当纤维遇干热或湿热时,会改变原来大分子间的取向度与结晶度,发生链折叠和重结晶现象,使纤维产生不可逆收缩,这种遇热产生的收缩称为热收缩[1]。氨纶包覆丝弹性好,拉伸模量小,在织造过程中会因张力作用而产生较大的拉伸变形。合成纤维内部的这部分残余应力会影响手套在后续加工过程中的尺寸稳定性和弹性回复性,对手套进行热定形处理,以消除这部分应力。
本文主要研究汽蒸定形工艺对锦/氨交织针织物的尺寸稳定性、拉伸回复性及织物表面摩擦性能方面的影响,探寻较为合理的汽蒸工艺参数,为脑卒中患肢用康复支具手套的产业化提供科学合理的参考依据。
1 试验部分
1.1 试验材料
康复支具手套用织物,由锦/氨交织而成。汽蒸前织物参数见表1。
1.2 试样制备
将表1中的织物按表2实验方案在HT-S1600× 3500S真空汽蒸加湿定型机中进行汽蒸定形。
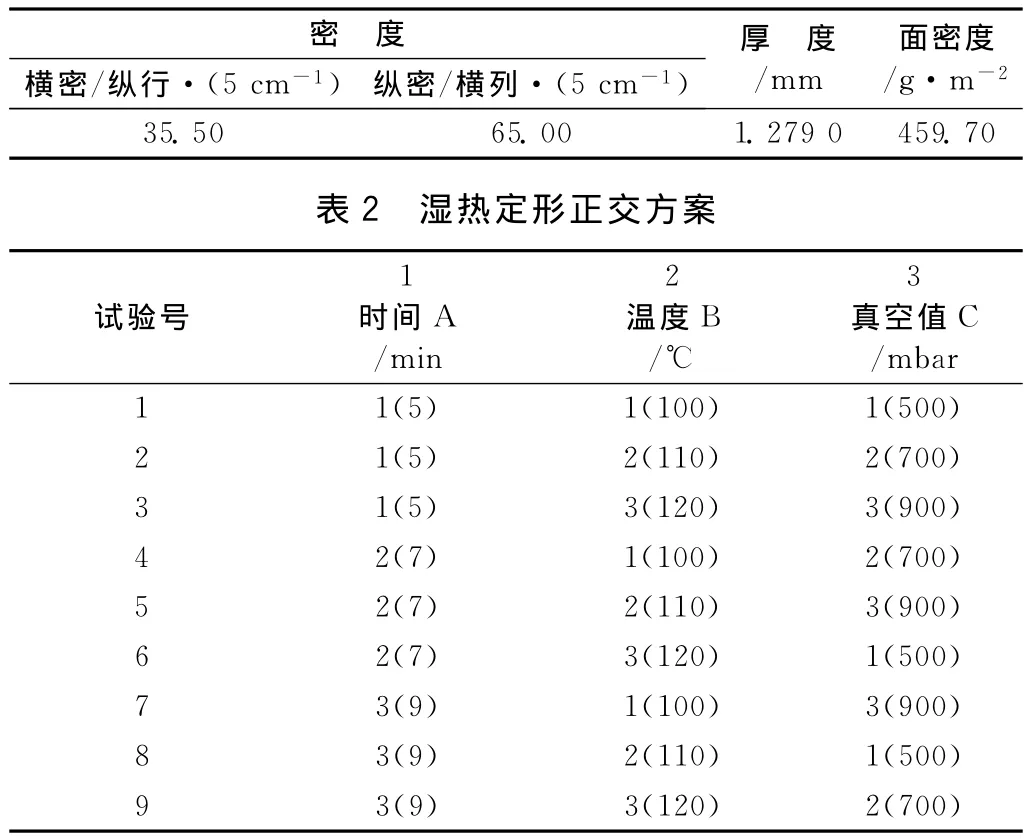
表1汽蒸前织物基本结构参数
1.3 试验方法
经汽蒸定形后的试样需在恒温恒湿条件下平铺静置4h,参照GB/T 8628-2001《纺织品 测定尺寸变化的试验中织物试样和服装的准备、标记及测量》[2]进行尺寸测量。织物的弹性回复率参照纺织标准FZ/T 70006-2004《针织物拉伸弹性回复率试验方法》[3]进行测定,测试仪器X-Y型织物双向电子强力仪。应用YG089全自动织物缩水率试验机对试样织物进行洗涤、YG777型全自动通风式快速恒温烘箱对试样织物进行烘干,水洗缩率参照标准GB/T 8630-2002《纺织品 洗涤和干燥后尺寸变化的测定》[4]和GB/T8629-2001《纺织品 试验用家庭洗涤和干燥程序》[5]。织物表面性能采用主观评测排序法。
2 结果及讨论
采用表2方案汽蒸定形加工后的9组试样织物的基本参数如表3所示,试样织物的拉伸弹性回复率、尺寸稳定性及表面粗糙度的试验结果及对结果的直观分析如表4所示。
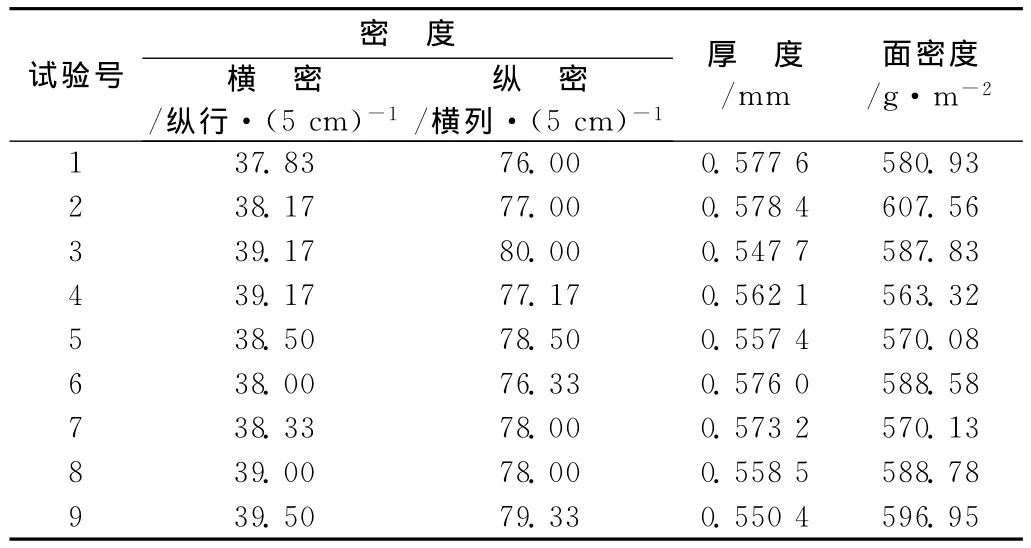
表3 定形后9组试样织物结构参数
由表3可知,汽蒸定形后的试样织物的纵、横密度都明显高于汽蒸前坯布,且布面因紧致而变得较薄,试样坯布面密度明显增加。试样织物为手套所用,汽蒸定形的织物缩率主要用于计算成品编织时不同部段所需的织针数和横列数,故对其重点要求应具备的性能进行了测试,以评判不同汽蒸定形工艺的效果。
针织物弹性是指当引起针织物产生形变的外力去除后,针织物形状回复的能力[6]。康复支具手套要求对患者的患肢产生一定的压力,以辅助消肿,并有良好的弹性,故将试样织物的定伸长拉伸回复性能视为非常重要的考核指标。由表4可知,对于横向弹性回复率而言,时间、温度和真空度三因素的影响主次分析,A(时间)因素的R=1.707,B(温度)因素的R=2.364,C(真空度)因素的R=0.730。B因素极差最大,A因素其次,C最次。所以,最佳组合方案为A3B3C2,即汽蒸定形时间为9min,温度为120℃,真空度为700mbar时,试样织物的横向弹性回复性最好。

表4 直观分析表
织物的尺寸稳定性是指由于材料的特性及其在加工过程中产生潜在的应力或热收缩力,从而在使用或再加工条件下发生尺寸变化的性质,能是评定织物品质的重要内容[7]。本文采用水洗尺寸变化的缩水率为研究的重点。由表4可知,对于水洗尺寸缩率而言,时间、温度和真空度三因素的影响主次分析,A(时间)因素的R=0.437,B(温度)因素的R=1.277,C(真空度)因素的R=0.140。B因素极差最大,A因素其次,C最次。最佳组合方案为A3B3C3,即湿热定形时间为9min,温度为120℃,真空度为900mbar时,试样织物的尺寸稳定性最好。
织物的触感直接影响到康复支具手套佩戴时的舒适性,患者对前期试样手套的反映是手感偏粗糙,故选择对织物进行表面粗糙度测试。对于织物风格而言,时间、温度和真空度三因素的影响主次分析,A(时间)因素的R=1,B(温度)因素的R=4.667,C(真空度)因素的R=0.666,B因素极差最大,A因素其次,C最次。所以,最佳组合方案为A1B3C2,即汽蒸定形时间为5min,温度为120℃,真空度为700mbar时,试样织物的手感最好。
采用对各个指标的最优湿热定形条件综合平衡,找出最优组合。根据实际需要,湿热定型各因素影响次序为温度>时间>真空度。当汽蒸定形温度为120℃时3个指标均达到最优值,所以确定汽蒸定形温度为120℃,即B3。当湿热定形时间为9min时,试样织物的横向弹性回复性和横向尺寸稳定性均达到最优值,而触感却是5min时最优,但两者在触感排名的均值上差距不是很大。在湿热定形温度为120℃的时候,9min的触感排名优于5min的织物,所以可将湿热定形时间选为9min,即A3。当汽蒸定形真空度为700mbar时,试样织物的横向弹性回复性和触感排名均达到最优值,但尺寸稳定性不及湿热定形真空度为900mbar时。通过试验对比,以试验3与试验6为例,该两组试验汽蒸定形温度均为120℃,而试验3的汽蒸定形时间少于试验6,按照尺寸稳定指标中湿热定形时间的三个水平的均值分析,7min的织物水洗尺寸缩率小于5min的织物,而试验结果却是相反的,推断出真空度在其中起到了作用,即湿热定形真空度小可有助于织物水洗尺寸的稳定。所以选择汽蒸定形抽真空值为700mbar,即C2。综上所述,最佳工艺组合为A3B3C2,即汽蒸定形时间为9min,温度为120℃,真空度为700mbar时,试样织物的横向弹性回复性最好。
3 结论
在锦/氨交织弹性针织物汽蒸定形工艺中,3个工艺参数对用于织物定形效果影响的次序为温度>时间>真空度。由正交试验得到的最佳工艺组合为定形时间为9min,温度为120℃,真空度为700mbar。在此工艺下得到的试样织物触感舒适、弹性优良、尺寸稳定。
[1] 王 妮,孙润军,来 倪.热处理对涤纶长丝热收缩率影响的研究[J].东华大学学报,2003,29(2):89-91.
[2] GB/T 8628-2001,纺织品 测定尺寸变化的试验中织物试样和服装的准备、标记及测量[S].
[3] FZ/T 70006-2004,针织物拉伸弹性回复率实验方法[S].
[4] GB/T 8630-2002,纺织品 洗涤和干燥后尺寸变化的测定[S].
[5] GB/T 8629-2001,纺织品 试验用家庭洗涤和干燥程序[S].
[6] 李巧莲.影响弹性针织面料服装压的因素研究[D].上海:东华大学,2007.
[7] 万 融,邢声远.服用纺织品质量分析与检测[M].北京:中国纺织出版社,2006.251-258.
Study of the Steaming Thermal-shaping Process for High Elastic Nylon/Spandex Knitted Fabric
WANG Jia-pei1,XU Zhen1,SHEN Wei1,*,LI Jia-cheng2
(1.College of Textiles,Donghua University,Shanghai 201620,China;2.Guangdong Ruiyuan Technology Co.,Ltd.,Guangzhou 515343,China)
The influences of temperature,time and vapor pressure of thermal-shaping process on fabric elastic recovery,dimensional stability and tactile impression of high elastic nylon/spandex knitted fabric were studied through the orthogonal test.The optimum process parameter was obtained to contribute to the setting process of the glove of flexible medical orthosis.
high elastic nylon/spandex knitted fabric;steaming thermal-shaping;glove of flexible medical orthosis;thermal-shaping process
TS186.2
A
1673-0356(2015)06-0017-03
10.19507/j.cnki.1673-0356.2015.06.005
2015-08-02
中华人民共和国科技部“十二五”科技支撑计划课题(2013BAT10B03)
王佳佩(1991-),女,陕西渭南人,在读硕士研究生,主要从事脑卒中患肢用康复手套的研发工作,E-mail:wangjiapei218@163.com。
*通信作者:沈 为,女,副教授,硕士研究生导师,主要从事针织新工艺技术与产品的研究及产业用纺织品的开发与性能研究,E-mail:shenwei@dhu.edu.cn。
猜你喜欢
初中生学习指导·中考版(2022年1期)2022-02-09
纺织科技进展(2021年5期)2021-07-22
文学教育·中旬版(2020年2期)2020-04-19
中国奶牛(2019年1期)2019-02-15
农业工程学报(2017年9期)2017-06-27
国际纺织导报(2016年12期)2016-02-24
纺织科技进展(2015年1期)2015-11-28
现代纺织技术(2015年2期)2015-02-28
中成药(2014年2期)2014-11-04
合成纤维工业(2012年3期)2012-12-22