基于SAFT提高TOFD检测缺陷长度定量精度的探讨
2015-01-10 01:30祝美丽金士杰杨会敏张东辉张树潇刘丽丽
无损检测 2015年5期
谢 雪 ,祝美丽,金士杰,杨会敏,崔 哲,张东辉,林 莉,张树潇,刘丽丽
(1.大连理工大学 无损检测研究所,大连 116024;2.核工业工程研究设计有限公司,北京 101601)
超声衍射时差(TOFD,Time of fight diffraction)技术以其原理简单、缺陷定量精度高、可靠性好、检测简便快捷、结果直观等特点而越来越多地被应用于焊缝无损检测中[1-4]。由其原理可知,TOFD 对于缺陷定深具有较高精度,但在缺陷长度定量方面误差较大。1996 年英国的Silk[5]提出可以利用抛物线指针法对缺陷长度进行定量,其中横向缺陷的检测精度可达几个毫米。近年来国内外的研究者则开始将合成孔径聚焦技术(SAFT,Synthetic aperture focusing technology)应用于超声TOFD的B扫成像来提高其横向分辨率[6-8];周靖宇[9]、王子成[10]等先后将SAFT 应用于TOFD 检 测D 扫 图像处理,提高了图像的横向分辨率,使得缺陷识别能力增强。
针对TOFD 技术中缺陷长度定量问题,笔者将SAFT 应用于D 扫图像处理,从模拟角度对SAFT处理技术在缺陷长度定量中的应用进行了分析,并进一步讨论了ADD 方法对SAFT 成像质量的提高效果。
1 TOFD检测的缺陷长度定量难点
TOFD 技术是通过D 扫查实现缺陷长度定量的,但由于TOFD 探头发射的声束具有一定的扩散角(图1),因此对焊缝中的缺陷进行D 扫查时,在缺陷附近很大范围内均能接收到缺陷的衍射回波信号,这就形成了TOFD 检测中的甩弧现象(图2)。甩弧现象使检测图像的横向分辨率降低,造成缺陷端点位置难以确定,进而导致缺陷在长度方向上的定量误差增大。目前TOFD 检测中长度定量误差一般可达±5 mm[11-12],如何削 弱甩弧 现象是TOFD 技术缺陷长度定量的难点之一。
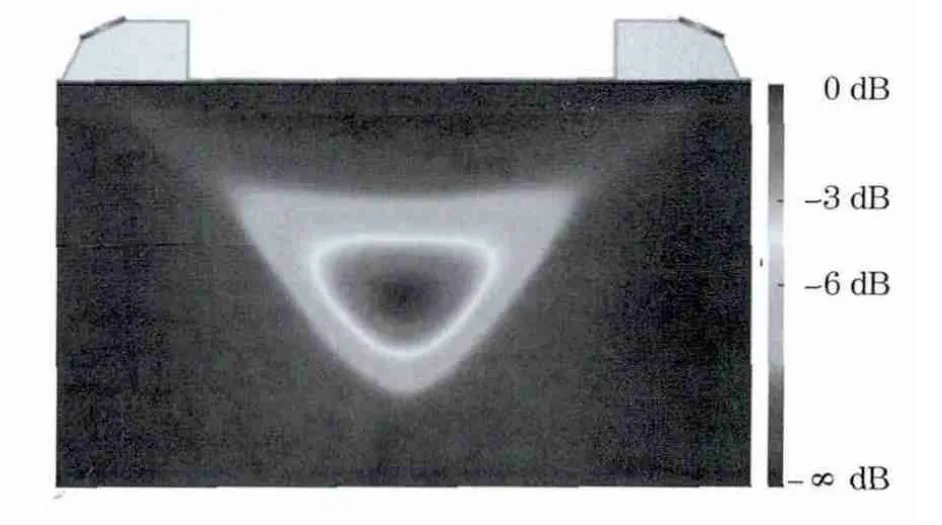
图1 TOFD 声场示意

图2 TOFD 检测中的缺陷甩弧现象示意
2 SAFT算法
SAFT 是20世纪70年代发展起来的一种信号处理手段,该技术具有两大优势[13]:一是能够提高聚焦区域的横向分辨率;二是方位分辨率与缺陷和探头之间相对距离及检测声波波长无关,因此具有近场适用性。
SAFT 基本原理如图3所示,当超声探头沿直线移动时,每隔距离d发射一个声波信号,同时接收来自物体内部各点的散射信号并加以储存。然后,根据各成像点的空间位置,对接收到的信号作适当的声时或相位延迟后进行再合成,从而得到被成像物体的逐点聚焦声像。在有缺陷的地方,回波信号进行同相叠加,信号波幅得到增强;在无缺陷的地方,回波信号进行随机、无序叠加,信号将会变弱甚至趋于零,因此SAFT 可以提高图像的分辨率和信噪比。

图3 SAFT 检测原理与数据处理示意
3 SAFT在D扫图像中的应用
利用CIVA 数值模拟软件,建立与实际待检试块声学特性一致的物理模型。模型试块材质为碳钢,厚度100.0 mm;以矩形槽代替面积型缺陷,设计了9个埋深均为30.0mm,长度5.0~45.0mm、高度5.0mm的矩形槽,相邻矩形槽之间的横向间隔为30.0~40.0 mm。数值模拟采用一对标准的TOFD探头,中心频率为5MHz,晶片尺寸为6mm,声束折射角为60°。
对模型进行TOFD 检测D 扫查仿真模拟,两探头中心间距设置为104.0mm,扫查间隔0.2 mm。模拟D 扫图像如图4(a)所示,从图中可看到明显的缺陷甩弧现象,且缺陷越短,甩弧的影响越大;特别是长度为5.0mm 的缺陷,其D 扫图像类似于点状缺陷,实际检测中很难获得精确的长度信息。
将模拟原始D 扫图像中对应的全部A 扫信号导出,利用SAFT 对A 扫信号进行处理,得到重建后的D 扫图像,如图4(b)所示。从图中可看出,经过SAFT 处理后,缺陷两端的干扰衍射信号明显减弱,D 扫查过程中产生的缺陷甩弧现象得到减弱,且对于所有的缺陷D 扫图像都有很好的修正效果。

图5 经SAFT 处理后缺陷长度的定量结果和定量相对误差
根据处理后的D 扫图像对缺陷长度进行定量,定量结果和定量相对误差如图5所示,由图可见经SAFT 处理后的缺陷长度定量精度较高,定量误差最大约为0.6mm,最大相对误差约为8.0%。其中缺陷长度定量的绝对误差相差不大,最大约为半波长λ/2,因此导致相对误差的最大值出现在最小缺陷长度。
4 SAFTADD的应用前景
SAFT 的缺点在于缺陷散射波中往往包含与缺陷位置无关的系统频谱分量,因此将干扰成像结果的分辨率。不妨设被检试样信息为p(t),检测系统信息为s(t),噪声信号为n(t),则检测信号y(t)可表示为:

其中“*”表示卷积计算。在频域,式(1)可以表示为:

式中:Y(f)、S(f)、P(f)与N(f)分别为y(t)、s(t)、p(t)与n(t)的傅里叶变换结果。
由此可见,在进行SAFT 处理之前对A 扫信号进行解卷积可以分离出被检试样信息p(t),从而提高检测分辨率。实际检测中,探头不同声束的信号频率不同,仅通过单个特定参考信号解卷积并不合适。因此Farhang[14]提出一种将变角度解卷积(ADD)方法与SAFT 相结合的信号处理技术(SAFTADD),即根据缺陷位置选择一系列信号作为参考对待处理信号进行分窗解卷积,从而提高成像分辨率。
Jastrzebski[15]对铝试块中深31.5mm、直径2.0mm 的横通孔B 扫图像分别进行SAFT 和SAFTADD 处理,并对处理后的效果进行了比较,图6为模拟结果比较图像。SAFT 法处理后的深度位置误差、横向位置误差分别为1.05,1.25mm-1;SAFTADD 法处理后的深向、横向位置误差分别为0.67,0.75mm-1,表1为信号处理后的定量精度。与传统SAFT 比较可见,SAFTADD 可以更好地提高图像的时间分辨率以及横向分辨率。
因此,可考虑将SAFTADD 应用于具有一发一收双探头结构的TOFD 检测的缺陷长度定量中,根据缺陷深度位置信息选择不同的参考信号,对每一列A 扫信号分别进行分窗解卷积,再结合SAFT 进行处理,从而进一步提高TOFD 技术的缺陷长度定量精度。

图6 SAFTADD 与SAFT 方法的信号处理效果对比
5 结论
根据TOFD 技术中缺陷定量几何关系,将SAFT 技术引入TOFD 检测中,实现了D 扫图像的SAFT 处理与重建。结果表明,SAFT 能够削弱缺陷端点处干扰衍射信号的影响,从而减弱甚至消除D 扫图像中的缺陷甩弧现象,提高D 扫图像横向分辨率。最后,还比较了SAFT 与SAFTADD 技术的成像效果,并考虑将SAFTADD 应用于TOFD 缺陷定量的下一步研究当中。
[1]关卫和,阎长周,张保中,等.我国压力容器行业TOFD检测技术的应用和进展[J].无损检测,2010,32(12):961-965.
[2]汪明辉,肖爱武.TOFD 方法对焊接缺陷的检测能力[J].无损检测,2014,36(7):47-51.
[3]MANJULA K,VIJAYAREKHA K,VENKATRAMAN B,et al.Ultrasonic time of flight diffraction technique for weld defects:A review[J].Research Journal of Applied Sciences,Engineering and Technology,2012,4(24):5525-5533.
[4]MERAZI-MEKSEN T,BOUDRAA M,BOUDRAA B.Mathematical morphology for TOFD image analysis and automatic crack detection [J].Ultrasonics,2014,54(6):1642-1648.
[5]SILK M G.An evaluation of the performance of the TOFD technique as a means of sizing flaws,with particular reference to flaws with curved profiles[J].Insight,1996,38(4):280-287.
[6]迟大钊,刚铁,盛朝阳.超声渡越时差法检测图像中裂纹端部信号的识别[J].机械工程学报,2007,43(10):103-107.
[7]SPIES M,RIEDER H,DILLHÖFER A,et al.Synthetic aperture focusing and time-of-flight diffraction ultrasonic imaging—past and present[J].Journal of Nondestructive Evaluation,2012,31(4):310-323.
[8]SINCLAIR A N,FORTIN J,SHAKIBI B,et al.Enhancement of ultrasonic images for sizing of defects by time-of-flight diffraction[J].NDT &E International,2010,43(3):258-264.
[9]周靖宇,林丹源,陈建华,等.合成孔径聚焦技术在TOFD 检测中的应用[J].无损检测,2012,34(5):59-61.
[10]王子成.合成孔径聚焦(SAFT)算法在衍射时差法(TOFD)检测中的应用[C]∥2009远东无损检测新技术论坛论文集.苏州:[出版地不详],2009.
[11]CIORAU P,COULAS J,ARMITT T.A contribution to length sizing of weld flaws using conventional,PAUT and TOFD ultrasonic techniques[C]//9th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurized Components.Seattle:[s.n],2012.
[12]盛朝阳,刚铁.超声TOFD 检测成像及缺陷定位系统[J].焊接,2007(8):37-40.
[13]STEPINSKI T,LINGVALL F.Optimized algorithm for synthetic aperture imaging[C]∥2004IEEE Ultrasonics Symposium.Sweden:Uppsala University,2004:701-704.
[14]HONARVAR F,SHEIKHZADEH H,MOLES M,et al.Improving the time-resolution and signal-to-noise ratio of ultrasonic NDE signals[J].Ultrasonics,2004,41(9):755-763.
[15]JASTRZEBSKI M,DUSATKO T,FORTIN J,et al.Enhancement of synthetic aperture focusing technique(saft)by advanced signal processing[C]∥In Proceedings of 16th WCNDT.Montreal:[s.n],2004.
猜你喜欢
设备管理与维修(2021年17期)2021-11-02
世界科学技术-中医药现代化(2020年2期)2020-07-25
数学物理学报(2019年3期)2019-07-23
中国特种设备安全(2019年1期)2019-03-13
中成药(2018年12期)2018-12-29
家庭影院技术(2018年9期)2018-11-02
制造技术与机床(2017年7期)2018-01-19
中成药(2017年6期)2017-06-13
自动化学报(2017年5期)2017-05-14
无损检测(2016年8期)2016-08-30