
尿素水解装置问题分析
2015-01-03 11:35:46刘云刚李晓音
四川化工 2015年3期
刘云刚 李晓音
(河南能源化工中原大化公司,河南濮阳,457004)
1 引言
中原大化2003年再建第三套三胺装置,同时配套建小尿素、高压废水及水解装置,其中,水解装置是将要排放的工艺冷凝液中的尿素分解成氨和CO2,再进行解吸,将氨和CO2从工艺冷凝液中分离出来,回收至生产系统,使处理后的水中氨氮值低于环保规定值,并且可送往锅炉作为给水或送往三胺装置的氨洗涤塔C8105。提高了装置的生产能力和技术水平,达到安全稳定、节能环保运行的目的。
2 工艺流程介绍
如图1所示,界区尿液送至一、二、三套三胺浓缩一、二段进行浓缩产生水含量小于0.05%的尿素溶液作为三胺产生的原料,而真空系统冷凝的含尿素2%、NH36%、CO23%的工艺冷凝液被送往工艺冷凝液储槽V8501(工艺冷凝液包含小尿素的预浓缩的工艺冷凝液),通过解吸塔给料泵P8501A/B送至解吸塔C8501,进入C8501之前先在解吸塔预热器E8501里与C8501底部排出液换热,被加热到120℃,流量由FIC80905控制,满负荷时30t/h。
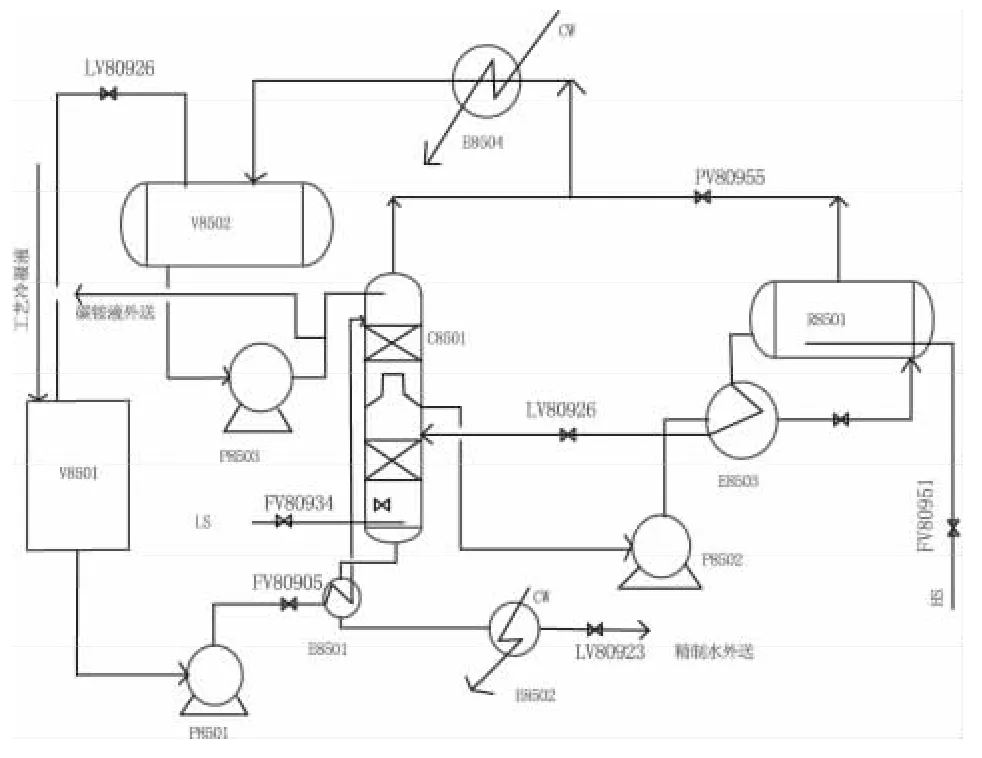
图1 水解装置工艺流程图
解吸塔分上下两段,上塔顶部操作温度125℃,工艺冷凝液自上而下与底部蒸汽逆流接触,NH3和CO2被解吸出来,解吸塔操作压力由PV80914控制,压力为0.48MPa,解吸塔温度通过蒸汽调节阀FV80934控制,上塔液位由LV80926控制,下塔液位由LV80923控制.从上塔出来的溶液被水解器给料泵 P8502A/B送至水解器 R8501,在水解器R8501中,通入5.2MPa的高压蒸汽,尿素在3.45MPa、233℃的条件下水解成 NH3和CO2,气相与解吸塔气相混合后,送入塔顶冷凝器冷凝E8504,然后被收集在碳铵液储槽V8502,通过碳铵液泵P8503A/B送往新尿素装置(或大尿素装置);另有一部分作为回流液被送往解吸塔顶部以控制塔顶温度,水解器操作压力由PV80955控制,温度通过FV80951加入蒸汽量来控制。出水解器的不含尿素的溶液与水解器换热器E8503换热后在LV80953控制下被送往解吸塔下段进一步被解吸,从塔底排出温度为153℃不含NH3、尿素的工艺废水经E8501和E8502换热后降至50℃送往锅炉作为给水或送往三胺装置的氨洗涤塔C8105。
解吸塔操作压力由PV80914控制,压力为0.38MPa,解吸塔温度通过蒸汽调节阀FV80934控制,上塔液位由LV80926控制,下塔液位由LV80923控制[1]。
3 存在问题及分析
3.1 系统压力不易控制
在历来运行中,经常出现PI80914压力过高,压力波动较大给操作带来很多的困难,也给设备造成了极大的威胁,PV80914控制已无法保证水解塔C8501、V8502、E8504正常运行。
(1)原料尿液不合格,斯纳姆尿素生产装置送至三胺装置的尿液浓度达不到设计值,界区尿液浓度不达标,导致工艺冷凝液中氨含量超过原设计值。

表1 工艺冷凝液成分表
(2)小尿素装置中压、低压分解系统分析回收不达标,中压分解器E3803因长年运行结垢严重如图2,在E8303管侧经过2011-2014年的三次大修之后,还有7根有不同程度的堵或不畅,经过工艺检查有60%管径有不同程度的减小,这对于换热效果有着极其大的不利,进一步增加了热阻,使得中压分解不够完全,增加了低压系统的负荷。
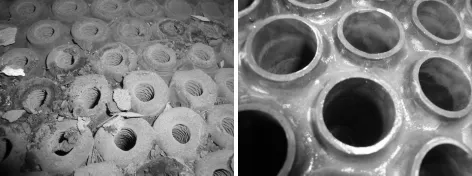
图2 E8303清洗前后对比
低压系统因为二循一冷换热器E8305的结垢换热效果不佳,导致低压放空阀位过大。为提高二循一冷E8305、二循二冷E8306的冷凝吸收效果,在设备工艺条件允许的情况下,经过一系列的研究、试验后,将低压压力由原来的0.25MPa提高至0.35MPa[2],这给低压分解器E8304的分解回收氨、二氧化碳增加负担,使预浓缩的尿液中含有的氨、二氧化碳增加。
对中、低压分解器结垢问题,总结过去,以前的大修对E8303、E8304的重视程度不够,很少对其进行清洗,我们制定了大修检修制度,保证每次大修都对其进行打开清理,从这几次大修的效果来看,正在逐渐向好的方向发展。
3.2 管线设计不合理
PV80914放空至V8501原设计管线为2寸,其管道走向有较多的直角拐弯,并且调节阀设计在管中平台,其两端成水平状,不利于冷凝液的流出,会造成碳铵液结晶堵塞管线。并且其伴热使用二套三胺的LS管网,水解系统处于二套三胺低压蒸汽管网尾端,其温度受压力影响较大;原伴热疏水器因常年运行,导致其疏水效果不佳。
对此我们给V8502加装了管径较大的3寸放空管线,用于在原PIC80914无法正常调节时,现场可通过此管线控制压力;对伴热疏水器定期检查更换维修,以保证其压力调节正常。
3.3 水解装置超负荷运行
(1)负荷已到达原设计负荷的110%,一、二、三套三胺装置反应器负荷均由原来的设计值100%负荷,通过扩能改造提升至120%;三套三胺装置反应器更换反应器刺刀管后,将负荷提至105%。
(2)近年因国内对环保的不断重视,环保政策的不断变化,对于化工企业的绿色生产提出了更高要求。我们将小尿素生产装置原有就低排放CY改为CD排放收集密闭地下槽内,地下槽内含有少量氨、甲铵等的废水,最终送至水解的V8501内,通过水解装置处理合格后外送。
3.4 气温影响
夏季到来时,冷却水温度可达到33℃,较原设计值30高出3℃,这给三胺装置浓缩一、二段真空带来一定的困难。与此同时,界区循环水温度影响C8501顶部冷凝器E8504的冷却效果,导致较多的气态介质无法冷凝,进而影响PIC80914对解析塔压力的控制。
3.5 外送精制水电导不合格
(1)工艺冷凝液中尿素含量超过原设计值
三套三胺装置浓缩系统一、二段出现漫液、带液现象,浓缩系统的V101、V102液位计采用隔膜压差式液位计,在长期的运行过程中,如果出现隔膜上结晶等问题,均会出现液位指示漂移,导致液位过高,出现漫液、带液。
经过研究和各方面沟通,我们在总结以往操作经验,参照二段设计理念。我们对三胺装置浓缩现场视镜加装摄像头,将信号传送至主控,以便于主控对一段液位做出正确判断和处理。
(2)小尿素五台大泵填料漏
小尿素高压机泵P8302ABC、P8301AB,这五台大泵填料冲洗水是由P8104出口提供,经过五台大泵之后送至水解装置区。在这一过程中必定的会存在机泵填料微漏或者突然泄露的情况,这会使送往V8501的工艺冷凝液中氨、二氧化碳超标,导致水解系统无法正常合格操作。
针对这一问题,我们总结五台大泵填料泄露的现象、出现的问题,我们队工艺操作人员进行了培训,制订了相应的应对方案以便及时发现并处理问题,为保证五台大泵填料正常运行,我们还每隔1小时对其填料温度进行测量。
(3)二套高压废水的精制水的回收
2011年11月因环保压力,将二套三胺高压废水精制水改造至C8501下塔及高速泵P8502入口,使精制水在解析塔下部进一步的水解解析,保证外送水的合格,每小时约8-10吨。在二套高压废水工况异常时,少量的聚合物OAT进入解析系统,解析系统无法对OTA进行有效的分解,会导致外送电导高[3]。
(4)界区尿液中含有甲醇等有机物
在斯纳姆尿素生产装置中,为扩能保证二氧化碳的供量,将煤化工项目的4000-6000标方二氧化碳引用至天然气化工装置。在引用初期,小水解的精制水电导 AI80930由70As/us涨至120As/us,经过取样分析与反复实验,发现其工艺冷凝液中含有少量的甲醇。少量甲醇经过合成塔,以尿素的形式通过三胺的一、二段真空系统,带至小水解系统,而甲醇无法在水解系统中分解,导致外送精制水电导上涨。
(5)尿素分解不完全
从历次的经验来看,每当三胺装置停车热洗浓缩一、二段时,会有大量的尿素、部分缩二脲通过工艺冷凝液进入水解系统。
针对这一问题我们吸取同行的先进经验,采取将R8501的压力由原来的3.35MPa提高至3.7MPa,以保证尿素在水解器内尽可能的水解。同时,如果出现上述情况,工艺将水解负荷降至最低,将工艺冷凝液暂时存放在V8501,等工况好转后再增加负荷拉低液位。
3.6 C8501上塔填料容易损坏
2008年、2011年均出现上塔填料腐蚀严重如图3所示,其上塔顶层分布器、填料均不腐蚀,经过分析发现,存在以下原因:
(1)R8501进C8501气相无分布器,温度过高,R8501操作温度TI80952指标为220-240℃,为节能其气相走C8501上塔,温度相对较高,上塔温度测量TI80925位于塔的东南面,进料管线则是在西北方向并且只有一根简单的管子,没有气相分布器,测温点无法正确指示其真实温度。

图3 C8501上塔填料腐蚀对比
(2)P8503回流分布器腐蚀导致回流跑偏,水解超负荷运行,P8503回流至C8501顶部的的碳铵液浓度远远超过设计,在长时间的运行过程中,回流分布器腐蚀脱落,导致碳铵液回流跑偏,在上层填料上部无法正常分布,同时,也给压力控制带来困难,压力的大幅度波动,将填料层吹翻,加剧了腐蚀。经过反复的理论计算及现场水模拟实际操作发现,其回流分布器由于开孔过大,孔数过多,使P8503在最小流量时会出现回流分布器处于半空状态,碳铵液因受热快速分解对分布器造成极其严重局部应力腐蚀[4]。
(3)解吸塔填料材质无法满足要求
水解装置原设计负荷为28t/h,而现在的运行负荷为33t/h,上塔直接接触浓碳铵液的316填料无法满足正常的要求。
在2011年冬季大修时我们与解析塔厂家联系沟通,将上塔填料提高了一个等级,更换为316L,以保证超负荷下的填料需要;与此同时,对R8501进C8501气相管线加装分布器,以保证高温气相能均匀的分布。
4 结论
在尿素水解装置中,我们经过长时间的运行,通过技术创新,积累经验,优化分析操作中的各项疑难问题,积极吸收目前先进的回收和生产技术,充分实现了氨、二氧化碳回收再利用,降低了生产成本,切实做到了节能环保,产生了很好的社会效益和经济效益。
[1]汪志宏,孙建堂,刘艳飞,等.三聚氰胺装置操作手册[Z].河南:河南煤化集团中原大化公司,2010.
[2]汪志宏,赵立新,刘彦伟,等.三聚氰胺装置设备手册[Z].河南:河南煤化集团中原大化公司,2010.
[3]冯敏﹒现代水处理技术[M].北京:化学工业出版社,2006.
[4]黄兴军.浅析化工设备的防腐管理[C].2004年全国化工、石化装备国产化暨设备管理技术交流会会议论文集,2004:61-63.
猜你喜欢
中氮肥(2021年3期)2021-12-24 02:49:08
山东冶金(2019年6期)2020-01-06 07:46:14
今日农业(2019年5期)2019-01-03 14:47:53
中国化肥信息(2016年30期)2016-05-17 04:25:30
设备管理与维修(2016年7期)2016-04-23 06:51:45
新农村(浙江)(2016年8期)2016-02-19 04:09:54
河南化工(2015年1期)2016-01-05 00:53:19
河南化工(2014年12期)2014-04-03 08:19:10
压缩机技术(2014年3期)2014-02-28 21:28:09
中国化肥信息(2014年3期)2014-02-01 16:24:12
