
图案的线切割切削加工研究
2015-01-02 02:45:37张炜宿良李飞峰
现代制造技术与装备 2015年3期
张炜宿良李飞峰
(1.潍坊工程职业学院,潍坊 262500;2.山东科技职业学院,潍坊 261053;3.兖矿东华重工机电装备制造分公司,济宁 273500)
图案的线切割切削加工研究
张炜1宿良2李飞峰3
(1.潍坊工程职业学院,潍坊 262500;2.山东科技职业学院,潍坊 261053;3.兖矿东华重工机电装备制造分公司,济宁 273500)
针对表面形状复杂的工艺品图案加工问题,具体讨论了利用CAXA线切割软件对图形进行矢量化处理,得到相应的轮廓曲线,然后生成HL线切割系统能够识别的3B程序,导入到线切割机床,最后对线切割机床进行对刀操作,完成零件的加工。
矢量化 3B代码 线切割对刀
引言
日常生活中有很多表面形状复杂的工艺品图案,如心形、五角星、生肖图案、图腾图案等。这些图案图形较为复杂,零件厚度薄,轮廓加工质量要求较高。通常,用电火花线切割机床切割是加工该类零件的最佳方法之一。电火花线切割主要是利用移动的细金属导线(钼丝)作电极,在线电极和工件之间加上脉冲电压,利用脉冲放电来火花放电,利用热能腐蚀金属表面,使工件材料局部熔化或气化,从而实现对工件材料的电蚀切割加工。对于此类零件加工,一般采用如下步骤进行。
1 图纸获取
加工图案首先需要有相应的图形或图纸,然后进行适当的处理才能够进行线切割加工。图形获取有两种方法,如图1。

图1
(1)制图软件绘制。对于简单图形(如五角星图案),采用机械软件AutoCAD或者国产软件CAXA电子图版进行图案的绘制。绘制时需要注意,为了更好的生成线切割程序,尽量将图形处理成封闭图形。因HL线切割系统只识别DAT/DXF格式文件,对于AUTOCAD文件,默认文件保存格式为DWG,选择“文件-另存为-文件类型中选择AUTOCAD2000.dxf(或者更低版本)”。对于CAXA电子图板文件,默认文件保存格式为EXB,选择“文件-DXF/DWG批转换器-设置”进行转换,如图2、图3。
(2)对于稍复杂零件或者平面图案来说(如工艺品图案),采用制图软件绘制过度复杂,可采用矢量化工具(如CAXA线切割)得到图纸。
CAXA线切割的位图矢量化功能可以将BMP等格式的图形文件进行矢量化处理,生成可用于加工编程的轮廓线。该功能解决了实物、美术画、美术字等各种有实物无尺寸图案的加工编程难题,原先一些难以加工甚至不能加工的零件,可以通过扫描仪将图片或实物转换为图像输入,利用位图矢量化处理,生成矢量图,并生成加工代码,便能极为便利地对其进行编程和加工,减轻了编程的难度,提高了生产的效率和质量。

图2 AutoCAD中DXF文件保存

图3 CAXA电子图版EXB文件转换为DXF文件
以工艺品图案为例,尽量寻找背景对比度大的图案,如果图案为彩色或对比度较低图案,可采用PS软件进行抠图,并将文件保存为BMP位图格式,获得图片后,打开CAXA线切割软件,选择“绘制-高级曲线-位图矢量化-矢量化”,选择图片。可以直接进行矢量化处理的图形文件主要有BMP、GIF、JPG、PNG、PCX格式,其他格式的文件需要转换成以上几种格式文件后再进行矢量化。
在系统弹出的矢量化菜单中,进行适当选择。
选择描亮色域边界。系统提供三种背景选项,描暗色域边界、描亮色域边界和指定临界灰度值。当图像颜色比背景颜色,选择“描暗色域边界”;当图像颜色比背景颜色浅时,选择“描亮色域边界”;临界灰度值可由系统取得的位图灰度平均值,选择“指定临界灰度值”。
选择拟合方式圆弧拟合。系统提供两种拟合方式,直线拟合生成的轮廓只包含直线;圆弧拟合产生的轮廓由圆弧和直线组成。两种拟合方式均能保证拟合精度,圆弧拟合优点在于生成的图形比较光滑、线段少,因此生成的加工代码也较少。
选择精细拟合精度。拟合精度越高轮廓形状就越精细,但并不是精度越高就越好,需要根据使用情况的精度要求等方面来选择,精度选得过低会使轮廓形状出现较大偏差,精度选得过高,生成的轮廓可能会出现较多的锯齿。
图像实际宽度可选择默认设置。若图像过大,可先用矩形限定大小,利用放缩及移动命令将图形放入。完成矢量化功能后,位图多了蓝色边线,如图4。
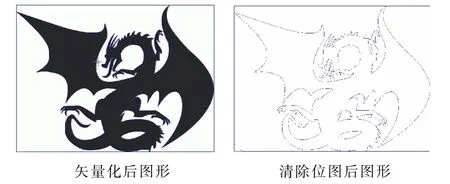
图4
选择“绘制-高级曲线-位图矢量化-清除位图”,得到相应的图形。
2 3B代码生成
利用CAXA线切割软件生成3B代码导入机床中。选择“线切割-轨迹生成”,在线切割轨迹生成参数表中设定符合机床的参数,选择“线切割-生成3B代码”,拾取相应加工轨迹,生成对应3B代码,如图5、图6。
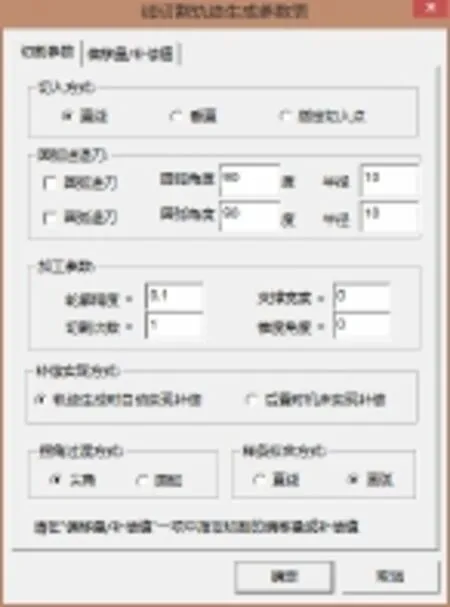
图5 轨迹生成参数表
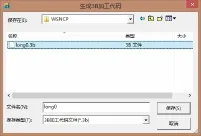
图6 代码生成对话框
3 线切割机床加工
首先在U盘里,建立WSNCP文件夹(此文件夹为HL系统可识别文件夹,所有3B文件、DXF文件都需放入此文件夹才可读取)。
启动机床电脑前,插好U盘,系统启动进入设置时,选择2.USB,进入HL系统后,选择“绘图编程-数据程序-载入代码-F4调盘”,选择对应3B文件,选择“退回-文件另存为”,F4调盘选择D盘(此盘为线切割内部自带虚拟盘,用来存储加工用dxf文件及3B文件)。完成文件另存为后,选择“绘图编程-数据程序-代码存盘”,此时代码会以上步文件名保存。
退出系统,选择“加工#1-切割”,选择相应3B文件。
4 线切割对刀
按下F12键解除电脑对机床的进给锁定,按下F11键启动高频,调整机床减小电流,打开冷却液,将电极丝进行手摇移动靠近工件,以刚好产生电火花为准,此时线切割机床完成对刀操作。按下F12键进行机床机床锁定,按下F1开始自动加工。
5 结论
对工艺图案进行加工时需要采取以下几个步骤:
(1)选择高对比度图案,并保存成BMP等格式;
(2)导入CAXA线切割软件中,进行矢量化处理,并对非封闭图形进行修正;
(3)利用U盘导入到机床中,需要先另存文件然后代码存盘。
本文主要是讨论了复杂工艺品图案的线切割编程加工方法,利用CAXA线切割对位图矢量化处理,生成矢量图,并生成加工代码,便能极为便利地对图形进行编程和加工,减轻了编程的难度,提高了生产的效率和质量,扩大了电火花线切割加工方式的应用范围。
[1]李子峰,李蕾,宫波.基于CAXA线切割软件的狮子图案加工[J].机械工程师.2010(08).
[2]李志乔,周增宾.CAXA线切割加工软件使用中的几个问题[J].电加工与模具.2007(04).
[3]张华印,孙伟胜,曲明华.数控电火花线切割机床加工编程浅析[J].新疆钢铁.2007(04).
[4]李丹,王进,孙华言.基于“CAXA线切割XP”软件的复杂图形零件加工方法[J].煤矿机械.2009(09).
[5]周丰.基于CAXA二次开发的线切割自动编程算法研究[J].科技资讯.2009(28).
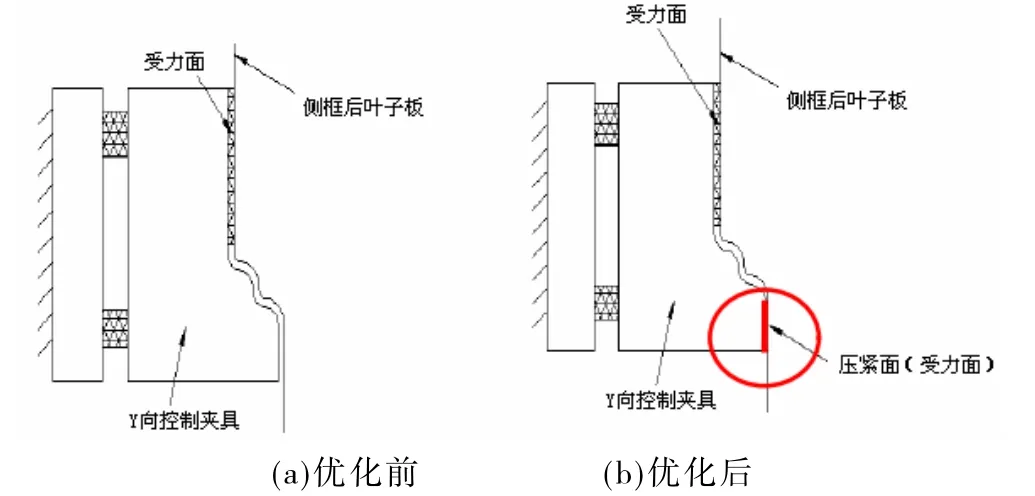
图6 侧围总成特殊区域的夹紧方案
(3)对侧框A柱的优化。如图7(a)状态,优化前夹具定位面是压在外板上面,内部是空心的。受压后A柱产生瘪塘,同时也造成该处车身功能性尺寸也无法调整好。因为材料受力后产生变形,使其尺寸无法达到要求。这主要是由于外板强度不足产生的。解决措施是对夹具夹紧定位位置进行调整,如图7(b),让定位压紧面处在实体的位置,使其有足够的力。另外外板也不会产生变形,从而使功能性尺寸得到控制。

图7 侧围总成特殊区域的夹紧方案
3 结束语
通过RPS在车身总拼焊装夹具的实例应用,可以得出以下几点结论:
(1)夹具设计方案的确定,首先建立在零部件的RPS方案基础上,通过使用RPS点进行主定位,再增加辅助定位的方式,并符合“N-2-1”定位原则。
(2)合理的夹具设计方案以及型面块、支撑块和夹头等的布置是保证车身总拼结构稳定性以及其功能尺寸的基础。
(3)在夹具优化和设计过程中对外覆面尽可能的不要受压力,受力部位必须尽可能的在非外覆面和外覆面实体的状态下进行,这样即可保证尺寸又可保证表面没有瘪塘。
参考文献
[1]黄天泽,黄金陵.汽车车身结构与设计.北京:机械工业出版社,1992.
[2]陈晓华,黄金陵.RPS在车身精度设计上的应用[J].汽车技术, 2006(8):18-21.
[3]武万斌,李保安.白车身开发过程中焊接精度控制[J].汽车工程师,2012(3):41-43.
[4]游海.汽车车身夹具的设计要点、调试及发展[J].机械工程师,2007(7):73-74.
Abstract:From the real status of production,this paper explains the concept of the reference point system and proposed that total body fight welding fixture design must meet the set requirements of RPS points.Taking Jig Shanghai Volkswagen as a models with a total body welding fixture designe,this paper described in detail its under body assembly and the side panels assembly RPS set,and further optimized fight jig, which can further ensure to meet the site's designrequirements.
Key words:RPS,fixtures,total body fight,welding
Cutting Research on Line Cutting Pattern
ZHANG Wei1,SU Liang2,LI Feifeng3
(1.Weifang Engineering Vocational College,Weifang 262500;2. Shandong Vocational College of Science and Technology,Weifang 261.53;3.Yankuang Donghua Heavy Mechanical and Electrical Equip-ment Manufacturing Division,Jining 273500)
According to the handicraft processing problems of complex pattern surface,this paper explained the specific graphics vectorization processing cutting software using CAXA wire cutting,get the corresponding contour curve,and then generate 3B code that the HL wire cutting system can recognize,imported into the wedm.Finally finish tool Presetting for the wedm and complete the machining of parts.
vector,3B code,wire cutting tool
Total Body Fight Welding Fixture Design Based on RPS
WU Shaofu
(Huaiyin Institute of Technology,Huai'an 223001)
猜你喜欢
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
动漫星空(2018年11期)2018-10-26 02:24:02
动漫星空(2018年2期)2018-10-26 02:11:00
动漫星空(2018年9期)2018-10-26 01:16:48
动漫星空(2018年5期)2018-10-26 01:15:02
制造技术与机床(2017年10期)2017-11-28 05:20:46
科技视界(2016年10期)2016-04-26 21:12:24
武汉科技大学学报(2015年3期)2015-11-05 00:29:48
