
玩具前模的整体式铜公数控编程与加工
2015-01-02 12:11改造者钱春华钱杨林
中国科技信息 2015年4期
改造者:钱春华 钱杨林
随着人们生活水平的提高,人们对小朋友成长日益重视,往往购买不少玩具。玩具行业目前越来越兴旺。本文详细探讨了玩具整体式铜公的数控编程与加工方法,对相关技术人员有一定指导意义。
随着人们生活水平的提高,大家对小孩的教育越来越重视。为了博得小孩子的开心和提高其智力,往往会为小朋友们购买不少玩具。玩具行业目前越来越兴旺。玩具的外观漂亮美观是小朋友们不由自主的一种追求。因此厂家为了提高玩具的表面整体光洁度,往往要做一个整体大铜公来对前模进行放电,以求玩具外表面的整体美感。本文详细探讨了玩具整体式铜公的数控编程与加工方法,对相关技术人员有一定指导意义。
处理过程
以图1 整体式大铜公为例,是一个米老鼠玩具前模整体式铜公。长×宽×高为100×80×30 单位为mm。
工艺安排如下
首先用平刀开粗,再换稍小平刀整体半精兼清残料,然后换小刀局部开粗。再用较大球刀整体半精所有曲面,以铣掉前面阶梯状残料。然后用小球刀精加工所有曲面,底座以上部份要过切-0.05mm。此后用平刀对根部进行清根。然后精加工底平面。精加工底座四周侧面以便对模具放电时的对数和找正。
详细过程如下
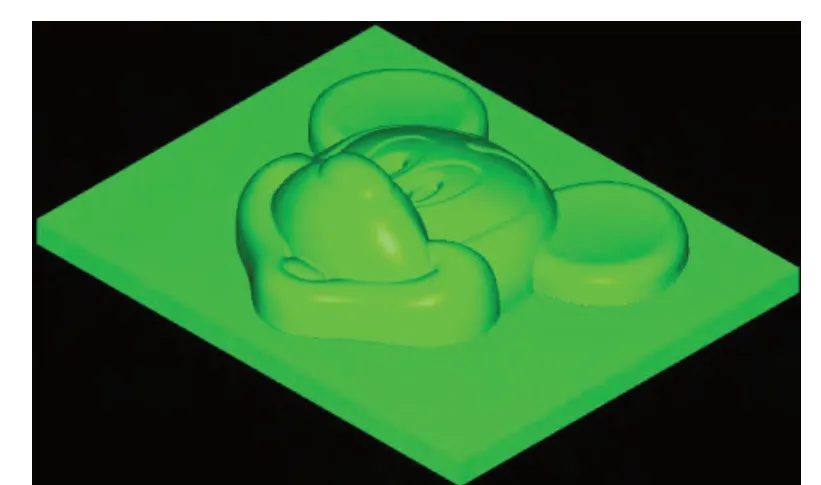
图1 铜公立体图
因为长×宽×高为100×80×30 单位为mm,下料105×85×40 其中高多了解10mm,主要为了平口钳装夹,料为铜。注意铜公有粗公和精公之分。粗公加工时过切要多些(一般过切-0.15 至-0.25 mm),精公加工时过切要小些(一般过切-0.02 至-0.15 mm)。下面只分析精公的数控编程与加工。粗公类同,故略去。因料不算大,采用D12 平刀开粗,采用曲面挖槽开粗方式,进给1200 mm/min,转速2200 转/min。留余量为0.3 mm。运算刀路如图2。模拟加工后效果如图3。
仍用上述刀具D12 平刀对下部底座四周垂直侧壁进行粗加工。采用外形铣削刀路,进给1200 mm/min,转速2200 转/min。留余量为0.25 mm。参数设置如图。运算刀路如图4。进退刀在操作侧,这样安全和观察。模拟加工后效果如图3。
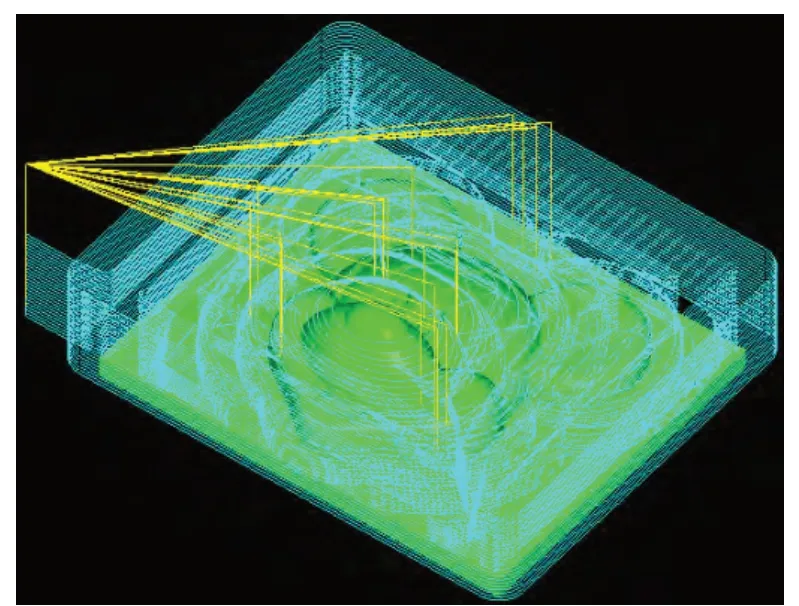
图2 铜公底座以上开粗刀路
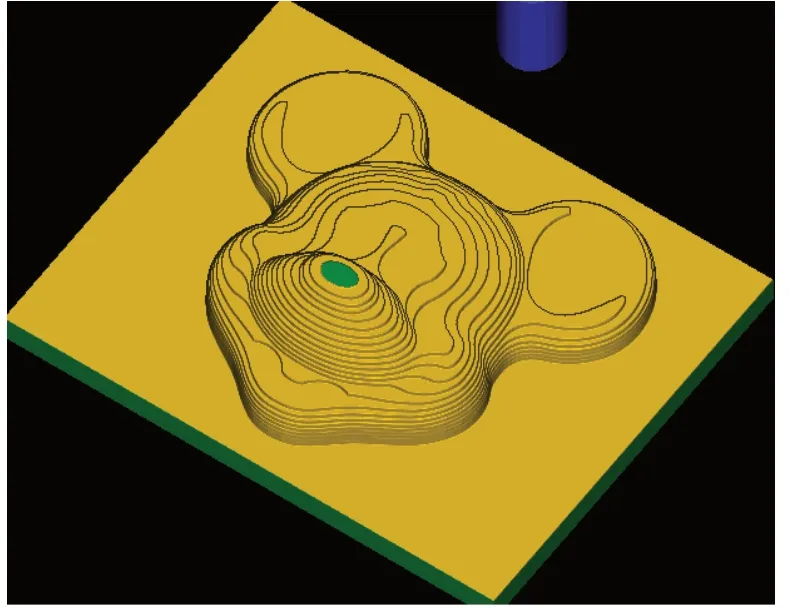
图3 铜公开粗刀路后效果
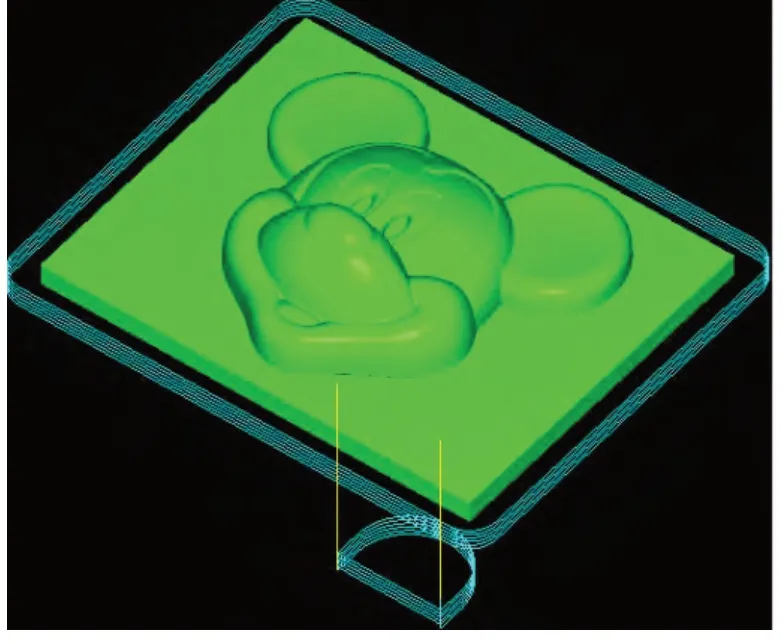
图4 铜公底座竖直基准面开粗刀路
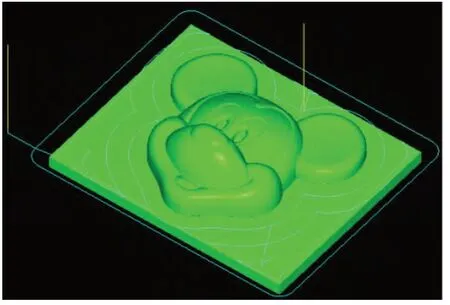
图5 铜公水平基准面光刀刀路
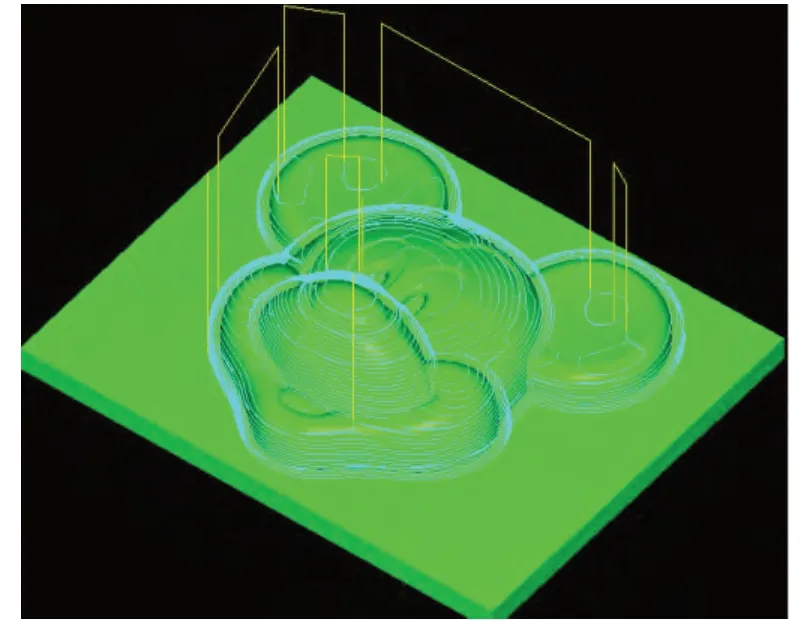
图6 底座以上部位半精及清料刀路
为减少操作人员工作量仍用D12 平刀对底座平面进行半精,当然平面不半精直接精加工也行,那样平面光洁度会有所了降低。采四二维挖槽刀路,进给1200 mm/min,转速2200 转/min。平面留余量为0.1 mm。运算刀路如图5。模拟加工后效果如图3。
采较小刀D4 平刀对底座以上所有面进行整体半精,同时兼清D12 平刀留下残料作用。采用等高外形刀路。进给800 mm/min,转速3300转/min。留余量为0.1mm。运算刀路如图6。模拟加工后效果如图7。
经过上面半精后所有曲面会留下阶梯状残料,所以采用D8R4 球刀,用曲面平行铣方式对所有底部以上部分进行半精,以清除阶梯状残料,使表面留料均匀,减少下一步精加工刀具的抖动,以提高光洁度。平面留余量为0.15mm。运算刀路如图8。模拟加工后效果如图9。
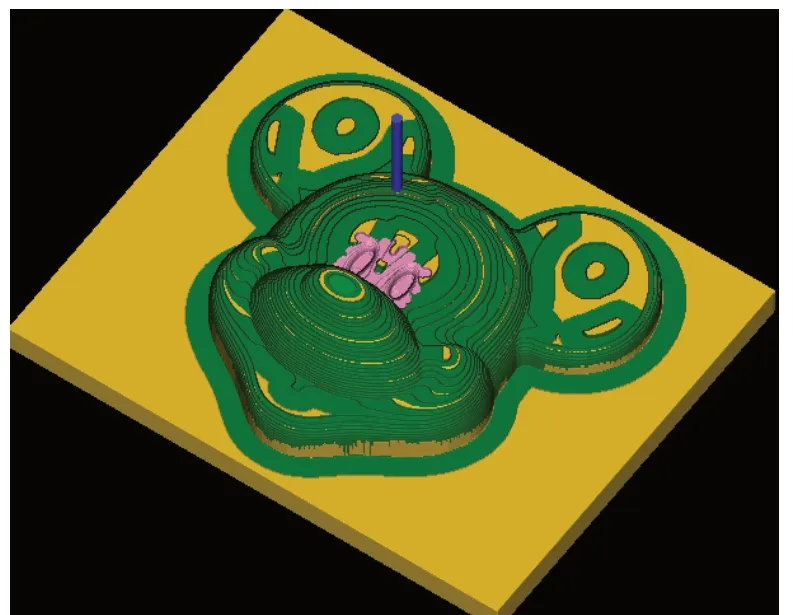
图7 底座以上部位半精及清料后效果
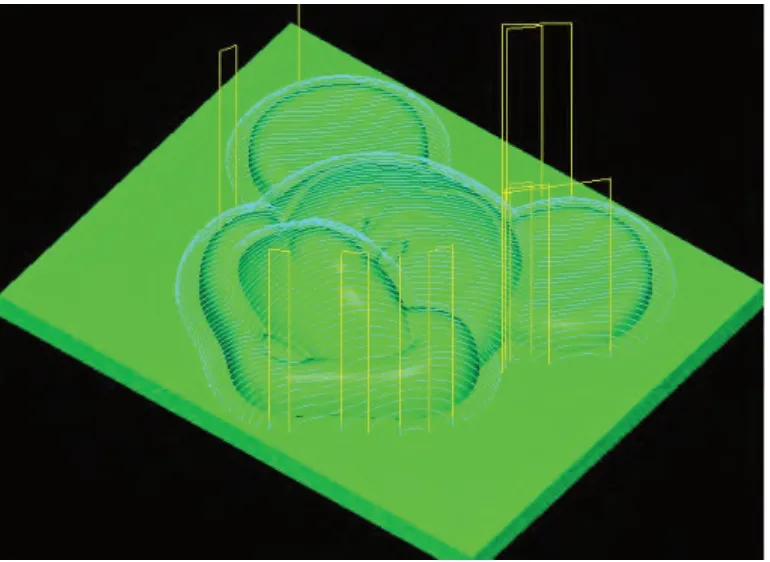
图8 清理底座以上曲面阶梯状残料刀路
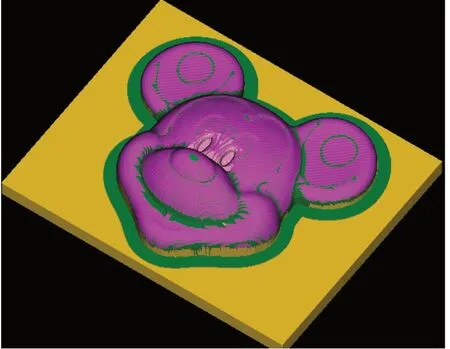
图9 清理底座以上曲面阶梯状残料后效果
采用新球刀ND4R2 对上部曲面进行精加工,注意选取底部平面为保护面,留此保护面余量为0.5mm,以防球刀破坏下面平面。用曲面平行铣方式,刀间距为0.2mm,进给900 mm/min,转速3300 转/min。留余量为-0.05mm。注意为提高精加工光洁度,进给在上述所给数值基础上略有降低,转速在上述所给数值基础上略有上升。运算刀路如图10。模拟加工后效果如图11。
用新刀ND8 对上部曲面根部进行清根,采用等高外形刀路,Z 向分层为0.1mm,进给1000 mm/min,转速2600 转/min。留余量为-0.05mm。。运算刀路如图12。模拟加工后效果如图15。
为减少操作人员工作量仍用同一把ND8 平刀对底座平面进行精加工,同时减少换刀次数,也减少了对刀误差,也有利于曲面根部与底平面接刀光顺。采用二维挖槽刀路,刀间距为70%D,进给1000 mm/min,转速2800 转/min。注意为提高精加工光洁度,进给在上述所给数值基础上略有降低,转速在上述所给数值基础上略有上升。平面留余量为0 mm。运算刀路如图5。模拟加工后效果如图15。

图10 精加工底座以上面的刀路
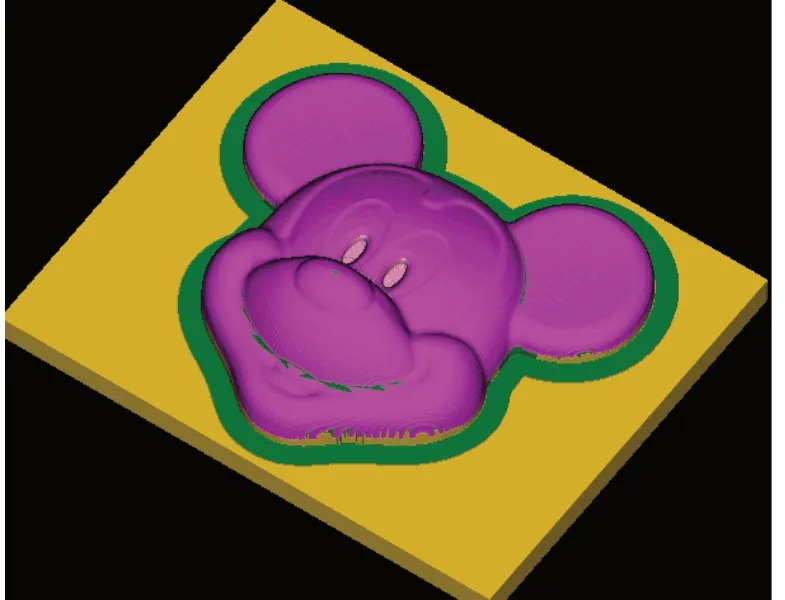
图11 精加工底座以上面后效果
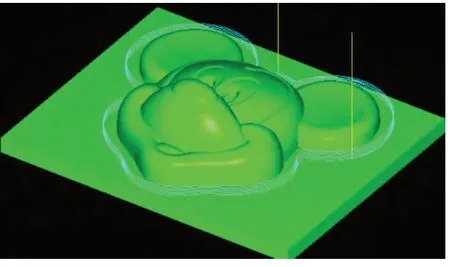
图12 清根刀路
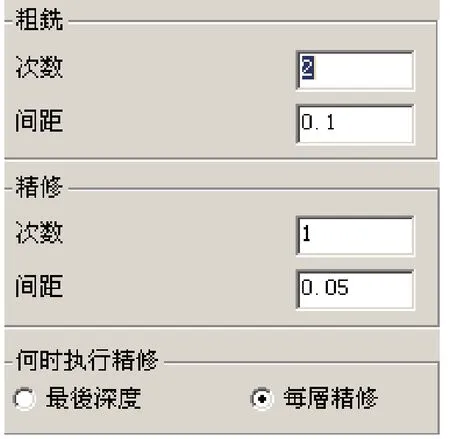
图13 精加工底座竖直基准面参数设置
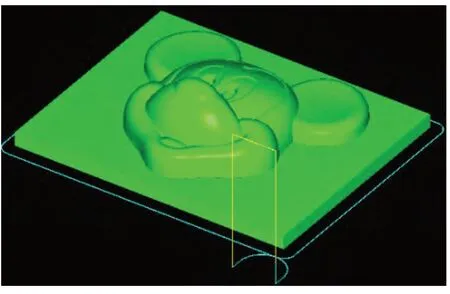
图14 精加工底座竖直基准面刀路
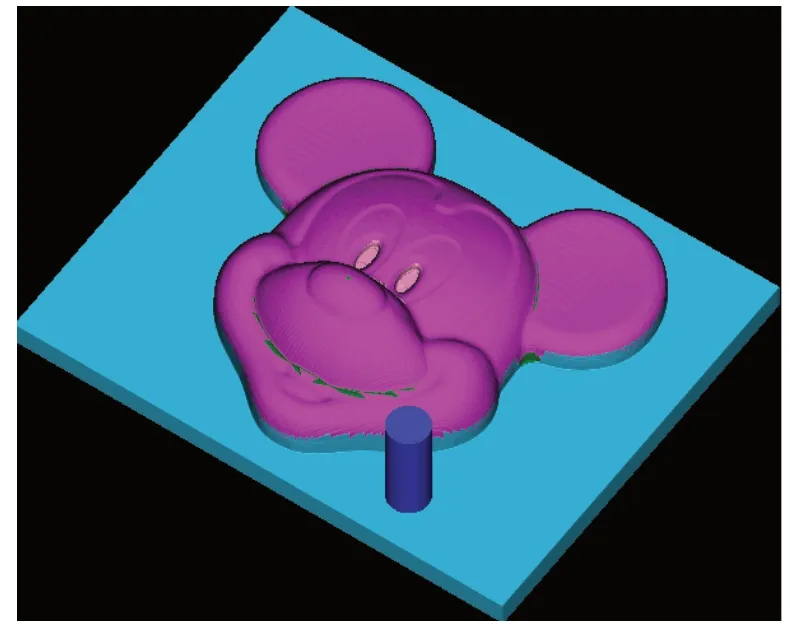
图15 加工最终效果
仍用上述刀具ND8 平刀对下部底座四周垂直侧壁进行精加工。采用外形铣削刀路,进给400 mm/min,转速2800 转/min。注意精加垂直侧面,走刀要慢些。可从侧面分三次吃料,前面两次吃料0.1 mm,最后一次吃料0.05mm,留余量为0mm。参数设置如图13。进退刀在操作侧的一个角上,方便操作者观察,减少侧面接刀痕。运算刀路如图14。模拟加工后效果如图15。
把以上所编一切程式后处理,输入数控机床,并装上相应刀具,就可把此铜公的精公加工出来。粗公类似,故略。
结语
以上对玩具米老鼠的前模整体铜公的加工工艺和数控编程进行了详尽的论述,对相关人员的这方面数控加工工艺及编程具有一定的借鉴意义。尤其是对玩具厂家的模具车间的技术人员更有一定的指导意义。也算本人对玩具行业尽自己一份微薄之力。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
数学年刊A辑(中文版)(2022年1期)2022-08-20
一重技术(2021年5期)2022-01-18
中学生数理化·八年级物理人教版(2019年4期)2019-05-20
装备制造技术(2018年10期)2018-12-24
数学大世界(2018年16期)2018-07-30
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
卷宗(2017年16期)2017-08-30
