
基于PLC的发动机连杆清洗线控制系统设计
2015-01-01 02:27姜莉莉莫伟强
机械工程与自动化 2015年5期
方 强,姜莉莉,莫伟强
(广东工业大学 机电工程学院,广东 广州 510006)
0 引言
连杆作为发动机上的核心零件,其表面清洗的干净程度会直接影响到发动机的正常运行。很长时间以来,国内针对连杆专门的清洗设备较少,清洗技术也比较薄弱。随着我国工业的快速发展,发动机连杆的需求量在不断地增大,同时对连杆的质量要求也不断在提高[1-2]。针对以上问题,专门研究设计了一套针对发动机连杆的自动化清洗线。
1 清洗线的工艺流程和工作原理
发动机连杆的自动化清洗线示意图如图1所示。
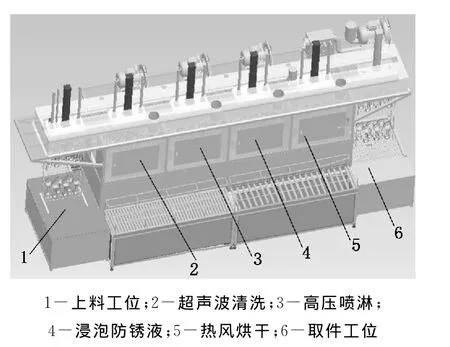
图1 发动机连杆的自动化清洗线示意图
根据连杆的清洗要求,将清洗线的工艺流程安排如下:超声波清洗→高压喷淋→浸泡防锈液→烘干,即清洗线由超声波清洗、高压喷淋、浸泡防锈液和热风烘干4个工位组成[3]。人工将待清洗的连杆放入工装夹具,并将夹具置于预放工位后,步进电机会带动上托板移动到上料位置,主气缸上的挂钩下降到适当位置将夹具挂起,各工位门同时打开,步进电机带动上托板移动一个工位,主气缸下降到适当位置将夹具平稳放下,挂钩退出,上托板返回到上一工位取料位置,各工位门同时关闭。当清洗完成后,挂钩下降将夹具挂起,鼓风机启动将连杆吹干,各工位门打开,夹具移动到下一个工位,如此循环工作[4]。清洗完成后的连杆,送到待包装工作区。连杆清洗线的工艺流程如图2所示。

图2 连杆清洗线的工艺流程图
分析连杆清洗线的各工位功能及其基本工艺流程,控制系统需要满足以下控制要求:
(1)为了保证控制系统运行的安全性,电气系统需有开机初始化、自诊断和急停保护功能。
(2)为了保证控制系统的可靠性和易维护性,应采用气缸与电机为动力源,并采用按钮集中控制和触摸屏控制。
(3)针对清洗线对不同工作模式的要求,应有手动和自动两种清洗工作模式。其中,自动清洗模式应包含高强度清洗、标准清洗和轻度清洗3种子模式,以满足连杆不同的清洗要求。
(4)基于连杆的结构特点和清洁度要求,高压水射流喷头的压力、流量和清洗时间等参数应可调。
(5)为了保证连杆的清洗质量,清洗池中清洗液的液位、温度和污染度等参数可设定并能实时监控[5]。
2 清洗线控制系统设计及硬件选型
连杆清洗线自动控制系统由上位机触摸屏、下位机可编程控制器PLC组成。PLC有数字量输入与模拟量输入,数字量输入端连接手动/自动旋钮、进水/排水旋钮、开机/停机按钮等;模拟量输入端采用A/D模块,连接温度传感器、液位传感器和水质监测传感器,这些传感器能够实时采集清洗池中清洗液的温度、液位和污染度。PLC也有数字量输出与模拟量输出,数字量输出端连接步进系统、电磁阀和交流接触器等;模拟量输出端采用D/A模块,与变频器、电阻丝等连接[6]。
该清洗线自动控制系统PLC采用三菱FX3U-128MT系列作为下位机控制器,并选用特殊功能模块,2个FN2N-4AD模拟量输入模块(此模拟量模块是将液位、温度等信号转化为1V~5V,4mA~20 mA,然后发送到PLC进行处理)和1个FN2N-4DA模拟量输出模块。人机界面选用威纶通TK6070ip系列触摸屏。连杆清洗线控制系统框图如图3所示。

图3 连杆清洗线控制系统框图
3 控制系统软件设计
软件设计有手动工作方式与自动工作方式两个模式。手动工作方式主要用于运行前调试,通过触摸屏上不同的按钮实现不同操作。自动工作方式是清洗线的主要工作方式。控制系统采用顺序控制设计方法,即按照清洗工艺预先规定的顺序,在各输入信号的作用下,根据内部状态和时间顺序,在清洗过程中各执行机构自动有序地进行动作。运用顺序控制设计时,应根据控制系统程序流程图画出顺序功能图,再根据顺序功能图画出梯形图[7]。连杆清洗线控制系统程序流程图如图4所示。为了保证各动作的顺序性,系统在软件设计上采用了前后动作互锁功能,使前后动作严格按照工作节拍进行。
4 触摸屏界面设计
采用威纶通的TK6070ip系列HMI触摸屏,能够理想、生动地显示PLC、单片机、PC机上的数据信息,并支持与大多数的PLC直接通信。PLC传输数据不需要运行其他任何特殊程序,可以快速有效地实现现场数据的采集、处理、监控和输出。连杆清洗线控制系统的触摸屏主界面如图5所示[8]。
该系统的触摸屏界面有以下特点:①主界面下有4个二级子界面,简单美观,方便用户理解和操作;②清洗模式选项包括自动清洗和手工清洗两种模式;③参数设置包含清洗时间、水质污染度、清洗液温度等参数的设定;④报警记录界面可以同步反映设备的报警事项,并直接在触摸屏上面伴随着报警声音实时显示出来;⑤每个下级界面右下角均有一个快捷键返回到上级界面和主界面。

图4 连杆清洗线控制系统程序流程图
连杆自动清洗线实物运行图如图6所示。

图5 连杆清洗线控制系统触摸屏主界面

图6 连杆自动清洗线实物运行图
5 结束语
本研究提出的自动清洗线将多道清洗工序集中在一个清洗设备上完成,通过长时间的实验和测试,该基于FX3U-128MT系列PLC自动控制系统的发动机连杆清洗设备,运行稳定可靠,自动化程度高,操作维护方便,而且很大幅度地提高了清洗效率和清洗质量[9-10]。目前该设备投入了企业生产线作业,生产效率明显提高,工人的劳动强度也明显降低,满足了连杆自动化清洗的要求。
[1] 卢剑锋,李清.基于PLC的内燃机专用清洗设备控制系统[J].机电工程,2009,26(7):91-93.
[2] 喻永康,奚敏赟.基于PLC的金属工件毛刷清洗机控制系统设计[J].机械工程与自动化,2014(5):155-156.
[3] 刘文芳.基于PLC及触摸屏技术的CIP清洗控制系统的设计[J].制造业自动化,2011,33(5):143-144.
[4] 崔剑平,赵振,王秋敏,等.PLC和触摸屏在控制系统中的应用[J].机械工程与自动化,2007(4):160-161.
[5] 薛迎成,冯海辰,王正虎,等.PLC在清洗机中的应用[J].自动化技术与应用,2008,27(1):125-126.
[6] 韩清华,赵有斌,李虓,等.基于PLC和组态软件的液位和温度监控[J].包装与食品机械,2009,27(5):6.
[7] 李鹏,张家梁,杨建国.基于PLC的负极片自动包装控制系统开发[J].机械设计与制造,2012(10):173-175.
[8] 徐宏海,董金星.基于S7-300PLC与触摸屏的玻璃清洗机控制系统设计[J].制造业自动化,2012(5):40-42.
[9] 许海峰,冯毅,朱君君,等.基于气动及PLC技术的电镀件清洗控制系统设计[J].液压与气动,2009(7):12-14.
[10]李金成.三菱FX2NPLC功能指令应用详解[M].北京:电子工业出版社,2011.
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
装备制造技术(2019年12期)2019-12-25
测控技术(2018年12期)2018-11-25
知识就是力量(2018年7期)2018-07-11
电子制作(2016年21期)2016-05-17
杭州(2015年9期)2015-12-21
电测与仪表(2015年11期)2015-04-09
铁路通信信号工程技术(2014年5期)2014-02-28
