
浅谈6.25m 捣固焦炉推焦车的电气控制✳
2015-01-01 02:27武海虹
机械工程与自动化 2015年5期
武海虹
(太原重工股份有限公司 技术中心,山西 太原 030024)
0 引言
捣固炼焦技术是一种可根据焦炭的不同用途,配入较多的高挥发煤及弱黏结性煤,在装煤车的煤箱内用捣固机将已配好的煤捣实后,从焦炉侧推入炭化室内进行高温干馏的炼焦技术[1]。捣固炼焦技术能提高焦炭的生产率,大幅度降低焦炭生产成本,增加企业利润,特别是采用捣固工艺技术可以节省不可再生的优质焦煤资源,是焦化行业发展的主要方向[2]。6.25m捣固焦炉是目前国际上最大的捣固焦炉炉型,太原重工股份有限公司生产的国内首套6.25m分体捣固焦炉设备,在5.5m捣固焦炉设备的基础上采用更加先进的控制系统,提高了焦炉机械的自动化水平,为我国焦炉大型化发展、炼焦工艺的运用和改进提供了重要支撑[3]。
推焦车作为捣固焦炉成套设备之一,在整个炼焦过程中起着举足轻重的作用,推焦车安装于焦炉机侧,用途是用推焦杆将炭化室内焦炭推出至熄焦车上,同时完成推焦前与装煤后启闭炉门及清扫炉门、炉框等工作。
1 推焦车的控制系统组成及控制方式
1.1 推焦车的控制系统组成
推焦车主要由运行、推焦、取门、清门、清框及余焦回收等机构组成,采用三相交流380V、50Hz滑触线供电。设备的总电源由滑触器引入到车上受电控制柜,柜内主回路经过不同的开关分成动力回路和控制回路。各机构动力回路主要包括总动力开关和总接触器。总动力开关带有分励脱扣器,可在紧急情况下切断车上动力电源,方便检修整车电气设备;总进线接触器仅用于动力电源的接通与分断,给每一机构供电,在检修或交接班时可方便地断开主回路动力电源,以保证安全。与此同时,照明、控制电源保持正常接通状态,车辆间的通讯及车辆内部的状态显示均保持工作状态。
1.2 机构控制方式
走行机构和推焦机构均采用变频调速的控制方式。变频调速系统的原理是通过改变电动机的供电频率来改变电动机的转速,其特点如下:①可以实现无极调速,启动电流小,对机械的冲击较小,可以得到大的启动转矩;②低速运行性能稳定,调速精度高,能提高车辆对位的精确性,因而容易实现自动化控制;③变频器内部集成了电机过载、过压、欠压及缺相等很多保护功能。
变频器带有制动斩波器,制动时,当变频器内的直流回路母线电压值达到制动斩波器的阈值导通电压时,制动斩波器投入运行,制动时产生的再生能量就可以通过制动电阻消耗掉,从而保护变频器,且能够快速准确停车。
推焦车的走行机构由4台6极电机驱动,采用2套变频器控制,1台变频器控制2台走行电机。在一套变频器或电机出现故障时,另一套变频器或电机仍能够拖动大车低速运行。走行电机带有速度反馈编码器,可实现走行闭环控制,以保证走行精确定位。
推焦机构采用一拖一变频调速,通过主令控制器有级给定调节推焦的速度。
推焦时通过工控机显示和记录推焦电流,当电流过大时有过载报警和过载断电等轻、重故障报警保护功能;通过旋转编码器实时检测推焦杆的位置,并通过工控机实时显示推焦杆行程。
通过操作台上推焦操作手柄来控制推焦过程:快速前进—慢速前进—快速前进—慢速前进—停止—快速后退—慢速后退—停止。
2 PLC控制系统架构及控制流程
2.1 PLC控制系统架构
推焦车整车采用PLC控制系统,硬件采用西门子S7-300可编程控制器,专用电源模块为CPU模块供电,PLC输入输出电源为集成一体化电源。CPU模块带有以太网及Profibus-DP通讯接口,可实现与上位机、变频器、编码器及机旁操作箱之间的数据通讯功能。推焦车通讯网络及控制架构如图1所示。

图1 推焦车通讯网络及控制架构
2.2 控制程序流程
推焦车控制程序流程图如图2所示。

图2 推焦车控制程序流程图
3 工业级工控机及操作方式
推焦车采用工业级工控机进行监控和操作,其主要功能如下:①运行、推焦、取门、清门、清框、余焦回收及液压等机构由独立画面显示;②各机构电机过载、短路、缺相及PLC系统硬件故障诊断及报警显示;③输入模块的输入点、输出模块的输出点、各机构动作检测开关的状态实时显示;④用于操作的各机构按钮的独立操作界面。
操作方式有单元程序控制、单元手动控制及机旁操作三种方式,由人机界面和机旁操作箱两种方式来完成各种动作的操作和不同信号的显示。
(1)自动方式:根据推焦车各单元的工作顺序动作,系统将通过自动检测各个单元运行条件是否满足来决定是否执行下一步的操作。
(2)手动方式:通过操作台上的按钮和工控机实现手动操作,需要人工按照设备工艺顺序一步一步完成,手动操作的过程中,系统也将通过各个检测开关的状态来对操作过程进行监控。
(3)机旁操作方式:当设备分布调试时,或自动及手动操作方式出现故障时,或设备需要检修的情况下,会用到这种操作方式,因为机构动作没有联锁,使用机旁操作时,必须做好安全措施,一般会采取点动的方式。
4 自动对位及联锁系统
4.1 联锁及保护
变频驱动系统为电机提供过压、过流、缺相、接地等保护;非变频驱动系统将为电动机的过载、短路提供保护。
在司机室控制台上的各机构手柄设有零位触点,可对运行过程中发生的误操作进行保护。具体来说,如果机构动作过程中设备突然断电,而此时主令的手柄不在零位上,来电后,机构不会自动动作,只有将主令手柄打到零位后,电动机才能启动,相当于起到一个故障复位的功能。
推焦杆、取门、清门、清框机构等均设有行程检测开关,由行程检测开关通过PLC控制各机构的位置,同时各机构之间还设有相应的联锁。
推焦车第四条滑线与焦侧电机车第四条滑线相连作为联锁控制线,当推焦出现故障时电机车能够停止推焦,避免事故扩大化。
车上均设有走行声光报警及车载电话;车体两侧安装的激光防碰撞接近开关可以检测到推焦车与两侧车辆的距离,发出减速或停车的指令;车上配有四头一尾的工业级监视系统,用于监控大车走行两侧、取门及清门动作情况。
4.2 自动对位系统
推焦车采用自动对位与联锁系统,能自动识别推焦车的工作状态、车号及所处的位置,并且在车载显示屏和地面站上位机上显示对应的炉号。在联锁状态下,系统能根据推焦车与计划炉号中心位置的对位情况等来判断是否满足推焦条件,条件不足不能启动操作。编码电缆感应无线式检测地址方式得到的是机车的绝对地址,即使系统断电,一旦恢复供电系统便可立即得到可靠的机车位置,消除机车因各种原因(如掉电、下雨打滑)而引起的位置偏差。
推焦车采用感应无线车上检测地址定位系统,实时性强,地址检测速度快,是实现推焦车联锁、自动走行、自动对位功能的先决条件。采用编码电缆作为位置检测的传感媒介,可以获得机车的绝对、连续地址,在推焦车运行过程中不受影响。
图3为推焦车自动定位示意图。
5 结束语
6.25 m捣固焦炉推焦车的电气控制系统采用了国内最先进的焦炉设备控制技术,整机控制运用了西门子S7-300PLC系统和以太网及Profibus-DP通讯方式,监控及操作系统采用西门子工业级工控机,机旁操作箱由西门子公司生产的专用操作面板及接口组成,即插即用,不同操作位置具有不同的权限,以完成相应的操作,大大减少了操作箱与控制柜间的接线,便于检修和维护。
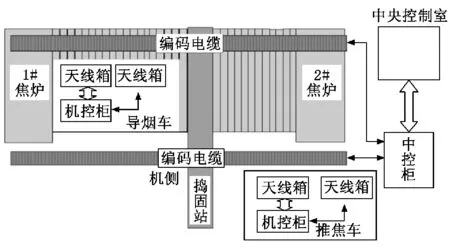
图3 推焦车自动定位示意图
[1] 杨双新.捣固焦炉技术[J].山西化工,2005,25(3):46-48.
[2] 欧阳曙光,吕青青,何选明,等.我国捣固焦炉及机械技术发展现状与展望[J].煤化工,2012,159(2):16-19.
[3] 戴成武,陈海文,张长青.6.25m捣固焦炉的技术特点及工艺分析[J].燃料与化工,2010,41(1):6-14.
猜你喜欢
天津音乐学院学报(2022年2期)2022-07-28
山东冶金(2022年3期)2022-07-19
——论传统对位教学两种体系的冲突
艺术探索(2020年1期)2020-05-08
铁道通信信号(2020年12期)2020-03-29
制造技术与机床(2018年11期)2018-11-23
当代化工研究(2016年9期)2016-03-20
新疆钢铁(2016年3期)2016-02-28
印制电路信息(2015年6期)2015-12-30
山东冶金(2015年5期)2015-12-10
印制电路信息(2014年4期)2014-05-04
