变截面异型螺旋型腔电解加工流场分析*
2014-12-26 03:34范植坚李清良范庆明
西安工业大学学报 2014年2期
范植坚,穆 倩,李清良,范庆明
(西安工业大学 机电工程学院,西安710021)
闭式整体构件的流道自进气口至排气口截面由大变小,再由小变大,喉部深、窄,刀具可达性差,采用电解加工也必须将加工区分为两部分:由内向外至喉部的流道(以下简称内流道)和由外向里至喉部的外流道,每段流道实质都是变截面异型螺旋型腔.在变截面异型螺旋型腔的电解加工中,流场设计是非常重要的环节,电解液在加工间隙中的均匀流动成为电解加工能否稳定进行的关键.
电解加工的流场设计和改善电解加工间隙流场的研究一直是电解加工领域内的热点课题,受到业内人士的广泛关注,见诸于众多文献中.徐家文等对电解加工流场的设计作了较多论述[1];徐庆等采用小孔出液方式来提高整体叶盘通道电解加工流场的均匀性[2],存在小孔易堵塞且在阴极制造过程中难加工问题;范植坚等提出磁场复合电解加工改善间隙流场分布[3-5],磁场复合电解加工存在阴极上镶嵌永磁体在工艺实现上较难且磁场不易控制问题;王建业等采用混气电解加工方法间隙流场均匀[6-7],可能使间隙流场气泡率急剧上升,易引发短路.针对上述闭式整体构件在加工中难加工的问题,本文采用了电解加工复合电火花加工成型方法,对内流道电解加工进行流场设计.在不同背压条件下建立了电解液流动的三维物理模型,通过改变阴极过水孔、槽的分布、数量对间隙流场进行仿真比较.
1 阴极结构
本文的加工对象闭式整体构件的流道如图1所示.针对闭式整体构件内流道提出两个方案:①阴极平动,因加工的初始间隙在整个加工面差异大,而加工面的不同部位在整个加工过程中流场变化大,拟采取改变过水孔的大小和分布的方法以达到调节控制间隙流场分布;②阴极作数控运动,控制开始加工时阴极工作面与零件内圆间隙均匀,随着进给逐渐过渡到加工结束时阴极工作面与零件流道进气口曲面吻合的运动轨迹.
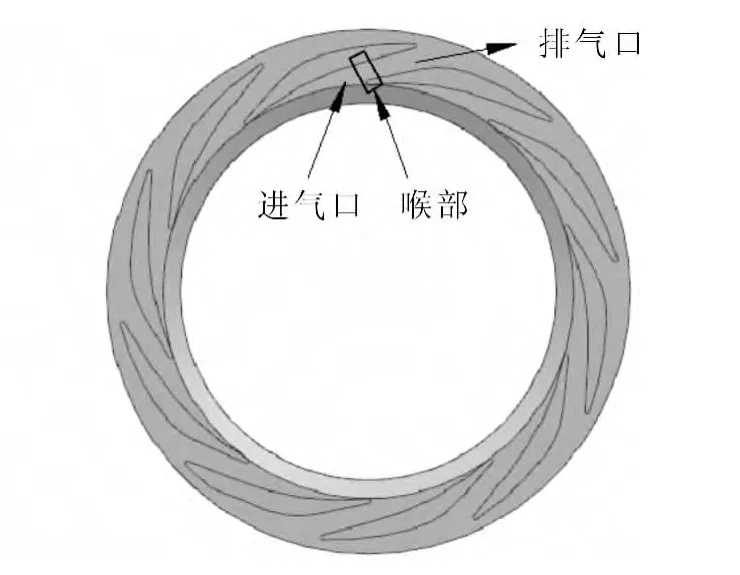
图1 异型型腔示意图Fig.1 Helix cavity diagram
其中方案一 :密封易于实现,机床运动机构简单,但因流场分布均匀性的控制较困难,阴极结构复杂.方案二:密封困难,阴极结构简单.本文拟采用方案一,通过改变初始设计的阴极工作面过水孔的尺寸、形状及其在阴极工作面的分布,基于COMSOL的流场仿真,进行阴极结构的优化.
采用正向供液,加工时具有一定压力的电解液从阴极进液口进入阴极,通过电解液通道从过水孔喷出进入加工间隙,图2(a)为加工过程示意图,图2(b)为阴极雏形.
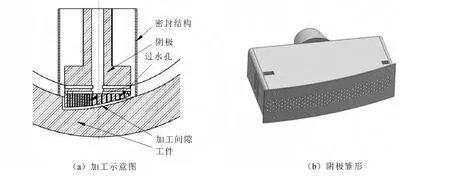
图2 加工过程及阴极示意图Fig.2 The cathode and machining diagram
2 理论模型
对电解加工间隙流场的建模有以下假设:①流体为不可压缩的、恒定的牛顿流体,即速度梯度变化时,动力粘度不变;②在电解加工时,为有利于均匀流场并消除极化浓差,要求加工间隙内电解液的流动呈湍流状态.同时,由于加工区域中电解液流程较小,因此忽略工作过程中工作介质温度的变化以及温度造成的能量耗散,其流动受到质量守恒定律和动量守恒定律的约束[8-11].
根据不可压缩流体Navier-Stokes方程

式中:ρ为流体密度;u为速度矢量在x方向上的分量;p为流体微元体上的压力;μ为动力粘度;g为重力加速度.
本文使用标准k-ε两方程湍流模型进行求解.对于不可压缩流体的稳态流动,不考虑重力的影响,标准k-ε两方程模型为
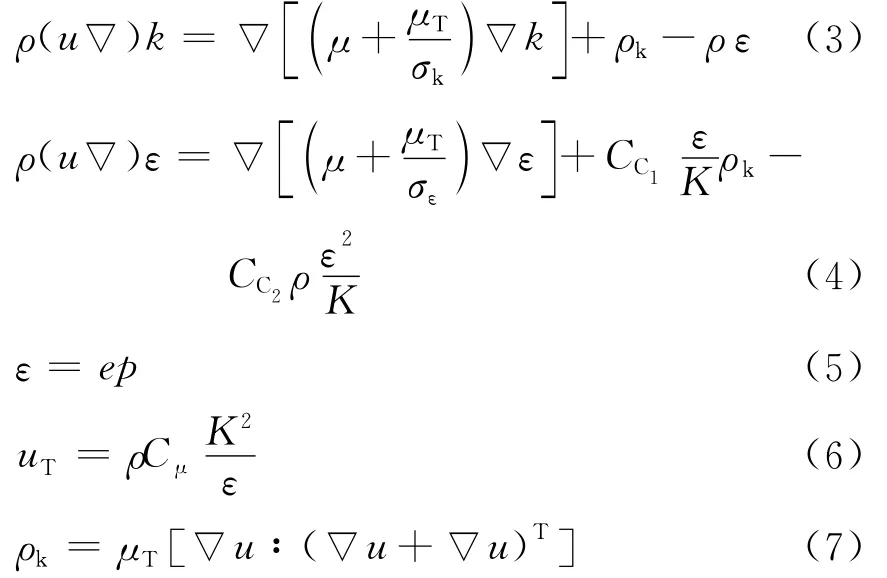
式中:μT为湍动黏度;ρk为平均速度梯度引起的湍动能k的产生项;ε为湍动耗散率,其他常数项取值见表1[12].

表1 常数项取值Tab.1 Value of constant term
3 过水孔的结构设计及流场仿真
图3为UG环境下建立的在工具阴极逼近工件的流场物理模型,改变初始设计的阴极工作面过水孔的尺寸、形状及其在阴极工作面的分布,在不同背压条件下,通过COMSOL Multiphysics进行稳态流场分析,得到端面加工间隙速度云图(图4),进行不同背压下速度流线图的比较,找出流场分布较好的阴极.
3.1 过水孔初始设计
在电解加工过程中,应使加工间隙中加工面上各处的电解液流量充足、均匀,不发生流线相交及其它流场缺陷,否则可能会在加工表面上产生流纹等疵病,影响加工精度及表面质量,严重时可能发生短路,使阴极和工件损坏.其中过水孔的分布对于间隙流场均匀起了关键性的作用.本文采用正水流动形式加背压,为保证液体腔体内液体充足和形成背压,要求进水面积>过水面积>出水面积,即

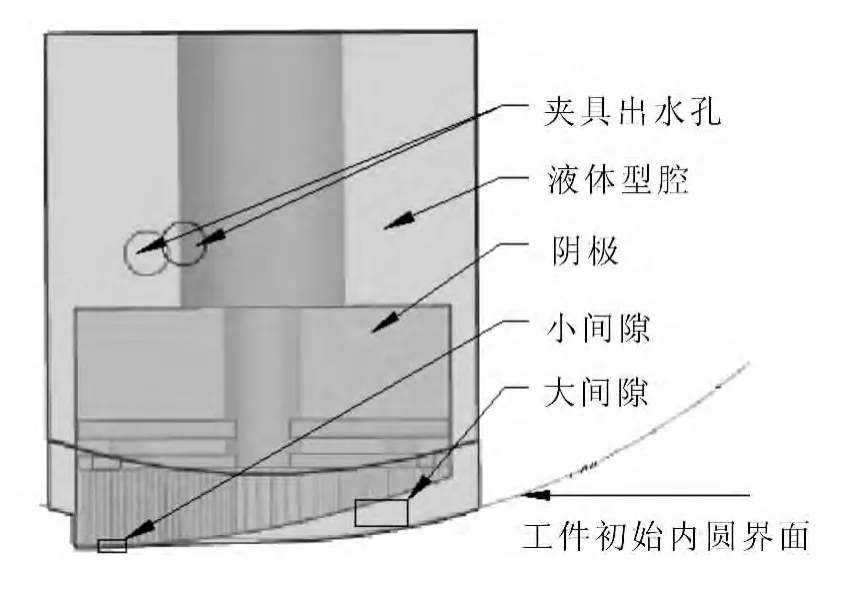
图3 工具逼近工件流场模型Fig.3 Model of the tool to workpiece
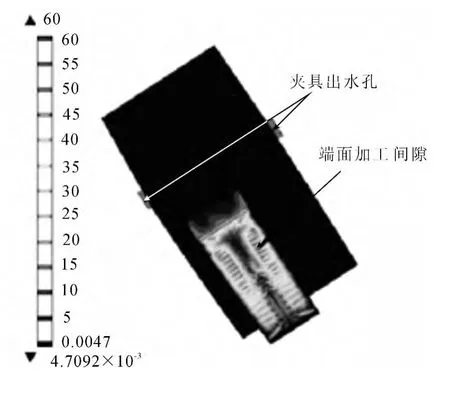
图4 COMSOL仿真速度云图Fig.4 Velocity contours diagram in COMSOL
进液孔直径为∅14mm,出液流量为进液流量的2/3可计算出液孔直径为∅6~∅8mm,采用两个直径为∅8mm的出液孔,从而可计算进水面积

出水面积

过水面积取均值127mm2,两种过水孔的分布如图5所示,图5(a)从左至右为∅1mm均匀分布孔,图5(b)过水孔由密到疏,孔径由∅1~∅0.8 mm.
阴极左段率先逼近工件,间隙小,初始加工阶段右段间隙大.故孔分布B按照小间隙处过水孔大而密,大间隙过水孔小而疏的原则设计.

图5 两种过水孔分布Fig.5 Two kinds of holes’distribution
3.2 流场仿真
进口压力为0.4MPa,夹具两个出液孔均为∅0.8mm时,工具阴极初始加工工件在COMSOL中的仿真速度云图如图6所示,图6(b)相比较于图6(a),在小间隙处的最大流速为45m/s高于图6(a)中的30m/s,而且孔分布B在小间隙处的流速明显高于孔分布A,孔分布B较好.
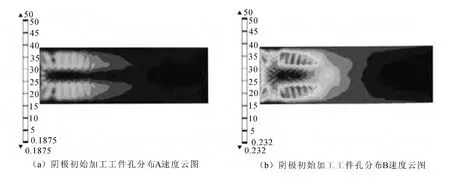
图6 阴极初始加工工件两种孔分布端面加工间隙速度云图Fig.6 Velocity distribution of two kinds of holes’arrangement in initial processing
阴极工作面完全切入工件时孔分布B端面加工间隙仿真速度云图7所示.由图7可看出,区域I、区域II有出现电解液流速小于5m/s的面积较大区域,中间部分电解液偏少,小间隙处两侧颜色较深,最大流速为60m/s,小间隙处两侧电解液会出现严重溢流,导致中间处电解液不足而“短路”.因此在孔B基础上需要进一步优化.
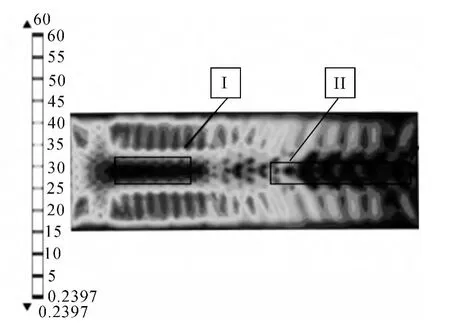
图7 阴极工作面完全切入工件孔分布B端面加工间隙速度云图Fig.7 Velocity in machining gap of B type hole distribution while cathode face completely cuts into the workpiece end face
4 方案优化
将孔分布B的阴极左段中心处小孔改为窄槽,右段及翼处添加增液小孔,如图8(a).其仿真结果如图8(b),与图7相比,区域I、区域II得到改善,如图8(b).并且图8(b)小间隙处最大速度为55m/s小于图7小间隙处速度60m/s,即小间隙处向两侧溢出电解液得到改善,并且图8(b)大间隙处流速得到提高,有利于满足后续加工大间隙电解液的需求.故孔分布C为好.为防止空穴,拟施加背压,在孔分布C的基础上将夹具的两个出液孔∅8mm 改为∅6mm.通过 COMSOL Multiphysics对上述不同背压的流场进行仿真,按图8(a)的两个截取位置作P1,P2截面,过其中一个夹具过水孔中心作P3截面(图9),流线分布如图10所示(图10(b)和图10(c)选用120点的流线定位图,图10(a)选用500点的流线定位).结果表明,增加背压,过水孔空穴、涡流现象会得到改善.
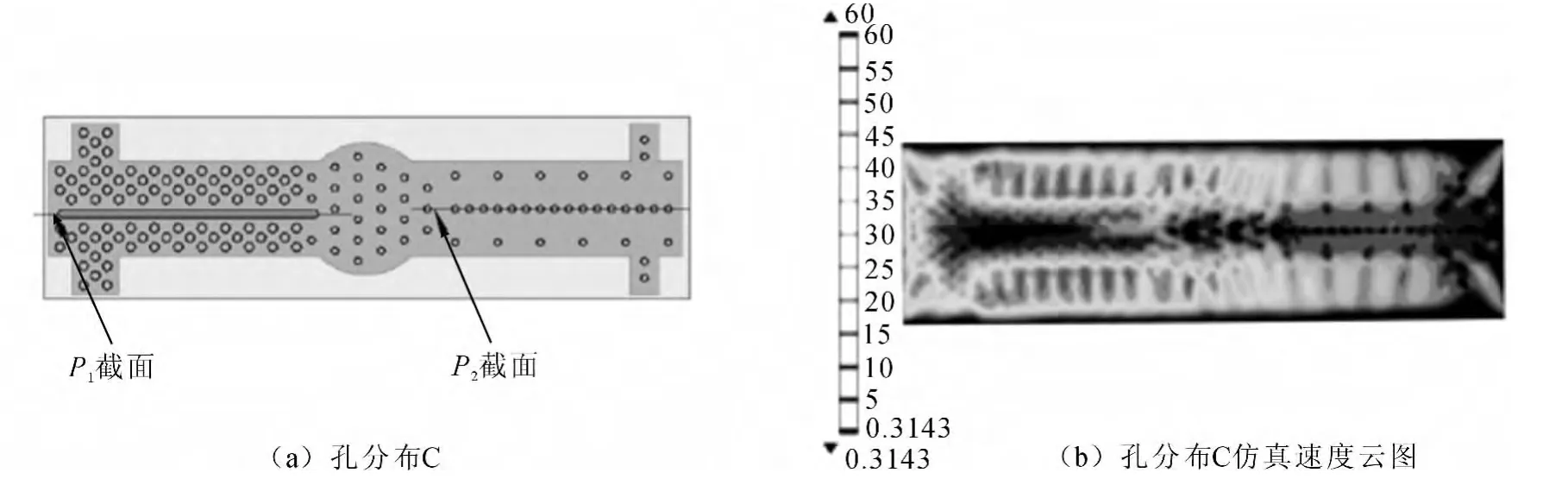
图8 孔分布C分布及仿真速度云图Fig.8 C type hole distribution and simulated velocity in machining gap
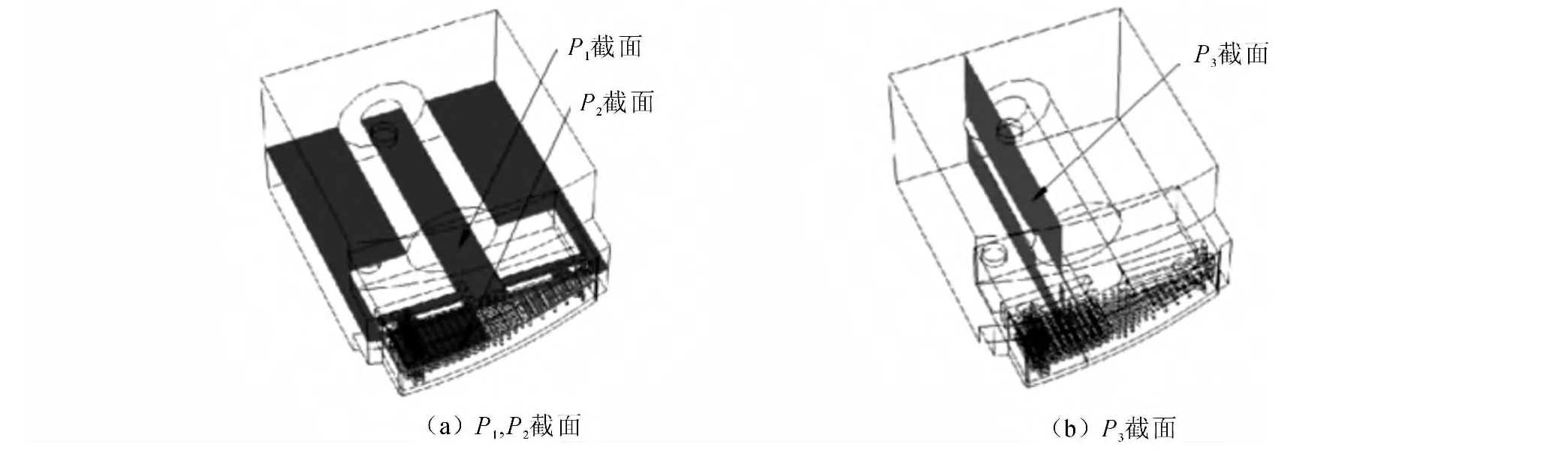
图9 仿真模型三个截面Fig.9 Model of three sections

图10 不同背压下三个截面仿真速度流线图Fig.10 Velocity flow diagram of three sections in different pressure
增加背压下仿真速度云图如图11所示,与图8相比,流场速度分布相当的情况下,最小速度0.314 3m/s提高到了0.508 5m/s,进一步证明增加背压电解液流速会提高.
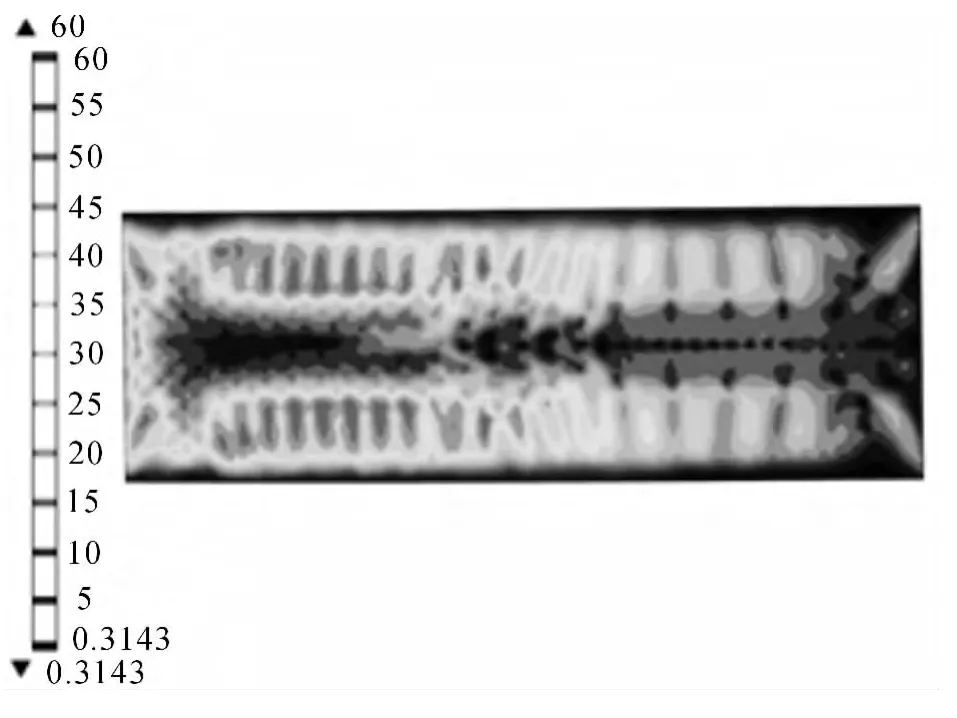
图11 夹具过水孔为∅6mm仿真速度云图Fig.11 Velocity distribution when the hole diameter is∅6mm
曾经考虑过在阴极工作面居中仅开一条窄槽,流动状态比较合理,但为满足过水面积,增大槽宽,工件表面残留的凸起过大.故本文在上述阴极工作面过水孔的设计中采取遍布小孔或兼有小孔和窄槽的形式,这样做存在流线交叉的现象,后续工作中需要进一步探讨.
5 结 论
电解加工中,阴极流场设计合理,才能保证加工过程中电解液流动稳定、均匀,才能保证加工出符合设计要求的零件.对于内流道电解加工阴极设计时,通过仿真结果分析可知:
1)电解加工阴极设计时,改变阴极过水孔疏密程度,从阴极左端到右端,过水孔由密到疏,孔径由大到小,促进间隙流场流量更饱满、均匀.当阴极进入工件时,小间隙处的最大流速由30m/s提高到了45m/s,加工间隙流场得到了改善.
2)局部将过水孔改为窄槽,当将左段中心处小孔改为窄槽,右段及翼处增加一些增液孔,基本消除间隙流场中低流速区域,仅余四个角落有少量无水区域且电解液最低流速由0.239 7m/s提升至0.314 3m/s.
3)采用正水电解加工时,当进口压力为0.4 MPa时,增加背压,低流速区域进一步减少角落处仅有极其少量低流速区域,电解液最低速度由0.314 3m/s进一步提高至0.508 5m/s,减少空穴和涡流现象的发生.
[1] 徐家文,云乃章,王建业,等.电化学加工技术-原理、工艺及应用[M].北京:国防工业出版社,2008.XU Jia-wen,YUN Nai-zhang,WANG Jian-ye,et al.Electrochemical Machining Technology-Principles,Process and Application[M].Beijing:National Defense Industry Press,2008.(in Chinese)
[2] 徐庆,朱荻,徐正扬.整体叶盘通道电解加工流场的均匀性[J].华南理工大学学报:自然科学版,2011,39(6):7.XU Qing,ZHU Di,XU Zheng-yang.Blisk Channel Electrochemical Machining Uniformity of the Flow Field[J].Journal of South China University of Technology:Natural Science Edition,2011,39(6):7.(in Chinese)
[3] 范植坚,李新忠,王天诚,等.电解加工与复合电解加工[M].北京:国防工业出版社,2009.FAN Zhi-jian,LI Xin-zhong,WANG Tian-cheng,et al.Electrochemical Machining and Electrochemical Machining Complex [M].Beijing:National Defense Industry Press,2008.(in Chinese)
[4] FAN Zhi-jian,WANG Tian-cheng,ZHONG Ling.The Mechanism of Improveing Machining Accuracy of ECM by Magnetic Field[C]//14th International Symposium on Electromachining.Scotland UK:Journal of Materials Processing Technology,2004,149(3):409.
[5] 范植坚,王岗罡,唐霖,等.磁场辅助电解加工装置的磁场设计和试验[C]//陕西省机械工程学会特种加工分会第九届学术年会论文集.陕西:西安,2010:51.FAN Zhi-jian,WANG Gang-gang,TANG Lin,et al.Magnetic Field Assisted Electrochemical Machining Device Design and Testing[C]//Branch of Special Processing,Shaan’xi Provincial Institute of Mechanical Engineering Ninth Annual Conference Proceedings.Shaanxi:Xi’an,2010:51.(in Chinese)
[6] 王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,2001.WANG Jian-ye,XU Jia-wen.Electrolytic Machining Theory and Application[M].Beijing:National Defense Industry Press,2001.(in Chinese)
[7] 彭婧,贾明浩,孟军.混气电解加工探讨[J].机械,2010,37(5):59.PENG Jing,JIA Ming-hao,MENG Jun.Explore on Mixed Gas Electrochemical Machining Process[J].Mechinery,2010,37(5):59.
[8] LI Dan-dan,FAN Zhi-jian.Design for Electrolyte Sedimentation Basin Based on Comsol[J].Precision Engineering and Non-Traditional Machining,2011,411(2012):299.(in Chinese)
[9] 李丹丹.分体式阴极竹节形齿间隙流场模拟[D].西安:西安工业大学,2012.LI Dan-dan.Split Bamboo Tooth Gap Cathode Flow Field Simulation[D].Xi’an:Xi’an Technological University,2012.(in Chinese)
[10] 王刚,安琳.COMSOL Multiphysics工程实践与理论仿真:多物理场数值分析技术[M].北京:电子工业出版社,2012.WANG Gang,AN Lin.COMSOL Multiphysics Simulation Engineering Practice and Theory:Multi-Physics Numerical Analysis Techniques[M].Beijing:Electronic Industry Press,2012.(in Chinese)
[11] 吴建民,徐家文.基于CFD技术的数控电解加工流场数值模拟[J].系统仿真学报,2009,21(1):73.WU Jian-min,XU Jia-wen.Numerical Simulation of Flow Field of NC-Electrachemical Contour Evolution Machining Based on CFD Technology[J].Journal of System Simulation,2009,21(1):73.(in Chinese)
[12] WILLIAM B J ZIMMERMAN.中 方 科 技 公 司.COMSOL Multiphysics有限元法多物理场建模与分析[M].北京:人民交通出版社,2007.WILLIAM B J ZIMMERMAN.Multi-physical Field Modeling and Analysis with Finite Element Method[M].Beijing:People's Communications Press,2007.(in Chinese)
猜你喜欢
有色设备(2022年2期)2022-08-06
军民两用技术与产品(2021年10期)2021-03-16
电力设备管理(2020年5期)2020-12-12
山东冶金(2019年5期)2019-11-16
电子制作(2018年12期)2018-08-01
制造技术与机床(2017年5期)2018-01-19
中国资源综合利用(2016年7期)2016-02-03
中国工程咨询(2015年9期)2015-02-25
热力透平(2014年1期)2014-12-03