手工毡制品小样工艺及其制备
2014-12-24 02:06李婉迪李建强
武汉纺织大学学报 2014年3期
程 飞,李婉迪,李建强
手工毡制品小样工艺及其制备
程 飞,李婉迪,李建强*
(武汉纺织大学 纺织科学与工程学院,湖北 武汉 430073)
文章首先介绍了毛毡的发展、性能及应用几个方面,并用对比的方式阐述了手工制毡与机制毡的制作方法。文章重点在于针毡工艺过程的探讨,电镜实验以及针毡的制作过程。针毡主要研究了刺针号数、针刺次数对产品直径、密度的影响。刺针号数越大,产品直径变化越慢,针刺的成品密度越小。而随着针刺次数的增加,产品直径越来越小,密度越来越大。对同质量羊毛和涤纶用同种刺针进行针刺得到的不同结果,说明涤纶产品密度比羊毛产品大。
手工毡制品;针毡;针刺次数
1 前言
毛毡作为目前人类历史记载中最古老的纺织品形式[1],其制作方法在古罗马时期就已经被流传,它的生产工艺无经无纬是根据羊毛纤维自身的鳞片相互交叉、粘合而成,是一种可塑性极强的自然材质,既有纺织物温暖柔软的质感,又有一定的支撑力,可以方便成型。
而所谓的手工毡就是指手工将动物或其他纤维经过针刺或者打湿揉搓的方法(即针毡法和湿毡法)使得纤维间产生摩擦,内部纤维能够更好的纠缠在一起,从而达到毡化,结合在一起形成制品。
手工毡可以分解更新、循环使用,以其优良的环保性能引人注意,因此手工毡制品成为低碳时代的一种最佳选择[2]。
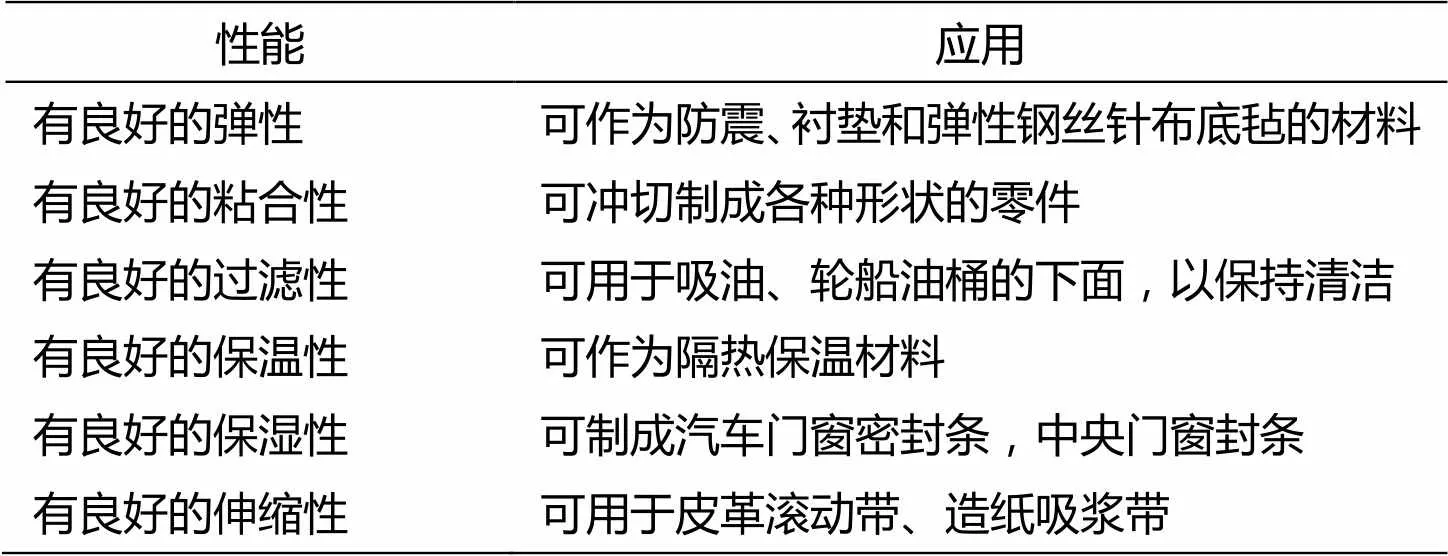
表1 毛毡的性能与应用
1.1 毛毡的性能及应用
由于毛毡有各种优良的特性,因此可针对各个不同行业的不同需求,制成各种材料以便应用[3]。毛毡的特性及应用简述如下(表1)。
除了上述的一些用途外,毛毡还可以用于高科技电子产品,机械器材包装,音响器材隔音,医疗器材,皮革压花机以及文化用品等方面。
1.2 毛毡的制作流程
由图1可以看出机制毡和手工毡的联系,它们的总工艺流程是相同的,都要经由原料预处理——加工成型——羊毛毡化——后期加工处理几道工序。只是在每道工序的具体执行时,手工制毡与机制毡有着明显差异。
机制毡:羊毛——筛选(把羊毛里的皮头挑出来)——开毛(把购买来的羊毛打开)——提净(提取杂质)——碳化——烘干或晾干——梳理(经梳毛机处理)——铺网(把羊毛铺成网状)——搓坯(经平板机揉搓毛坯)——捣毡(制作毛毡毛坯的硬度)——缩绒(毛毡密度处理)——挤毡(经压毡机把毛毡处理平整)——捣毡(二次处理毛毡密度与交叉力)——漂白(把毛毡色度调整到客户要求)——甩干——质检——烘干——高温定型——防蛀处理——毛毡块制品或毛毡垫-毛毡条等毛毡制品——质检——入库[4]。
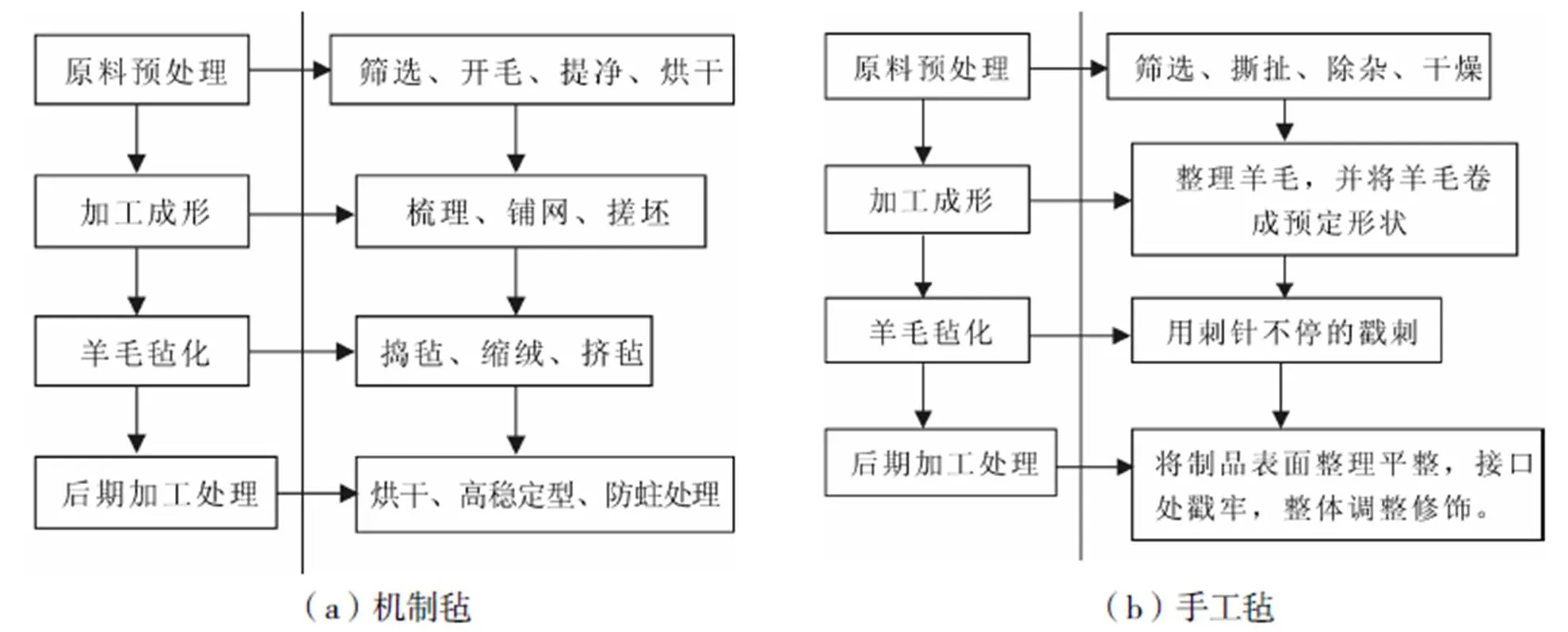
图1 毛毡的制作流程图
手工制毡:羊毛——筛选(将羊毛里的皮头挑出来)——撕扯(将羊毛扯松)——除杂(将羊毛中的杂质去除)——干燥——整理(将羊毛理顺)——预卷成型——戳刺——整理制品。
1.3 影响毡制品性能的因素
机制毡与手工毡制作流程不同,因此对其毡制品性能的影响因素也不相同。
(1)纤维成分。一般情况下,机制毡只能用羊毛作为原料,而手工毡则可以使用纯羊毛、聚酯纤维或羊毛与聚酯纤维的混合,因此使用不同纤维得到的毡制品的性能也就各异了。
(2)纤维直径。组成毡片的纤维直径对毡片性能影响是多方面的。例如相同成分的化学纤维因其单丝纤维直径的不同而使其强度、加工性能等都有不同程度的差异,制成的毡片的浸渍性、排气性、拉伸断裂强力与经济成本均有所不同[5]。而手工毡制品在这一方面的要求相对与机制毡明显降低不少。
(3)原丝浸润剂。原丝浸润剂对原丝性能与相应毡片性能影响极大,因此选择适当的浸润剂是相当重要的。
(4)毡片粘结剂。毡片粘结剂起着固定原丝相对位置、形成毡卷的作用,使毡片具备一定的拉伸断裂强力。手工制毡则要求粘结剂将接口处粘结牢固。
(5)制毡工艺技术及参数。不同规格的毡制品是通过不同的制毡工艺参数而获得的,因此在生产时就要严格控制。手工毡需要控制的则是刺针的型号、针刺次数以及针刺力度等方面。
2 实验
本实验主要包括羊毛针毡和扫描电镜两大部分。
2.1 针毡试验
针毡原理:羊毛纤维经过刺针的戳刺后发生毡化,是因为刺针上的钩刺会把表面上的羊毛纤维针刺穿过底部,同时由于摩擦作用使毛球受到压缩,这些羊毛纤维与纤维间由于钩刺的带动就紧紧的抱合缠绕在一起[6],从而达到毡化的效果。
(1)实验准备
实验原料:市购羊毛(澳毛——平均纤维直径:28~33μm,长度范围:75~125mm),涤纶纤维(强度为3.2cN/dtex)。实验工具:刺针,泡沫板。
(2)实验步骤:
a.原料测试:对所购羊毛进行测试得羊毛细度为28μm,羊毛长度为11.2cm,羊毛的密度为1.32g/cm-3,羊毛的卷曲度为5个/cm。
b.刺针的选择:
刺钩形状:模压针。
刺针规格:15×18×32×3.5R333G和18×25×40×3.0R222G两种刺针。
刺针规格表示:针柄号×针腰号×针叶号×刺针总长度×刺针类型。
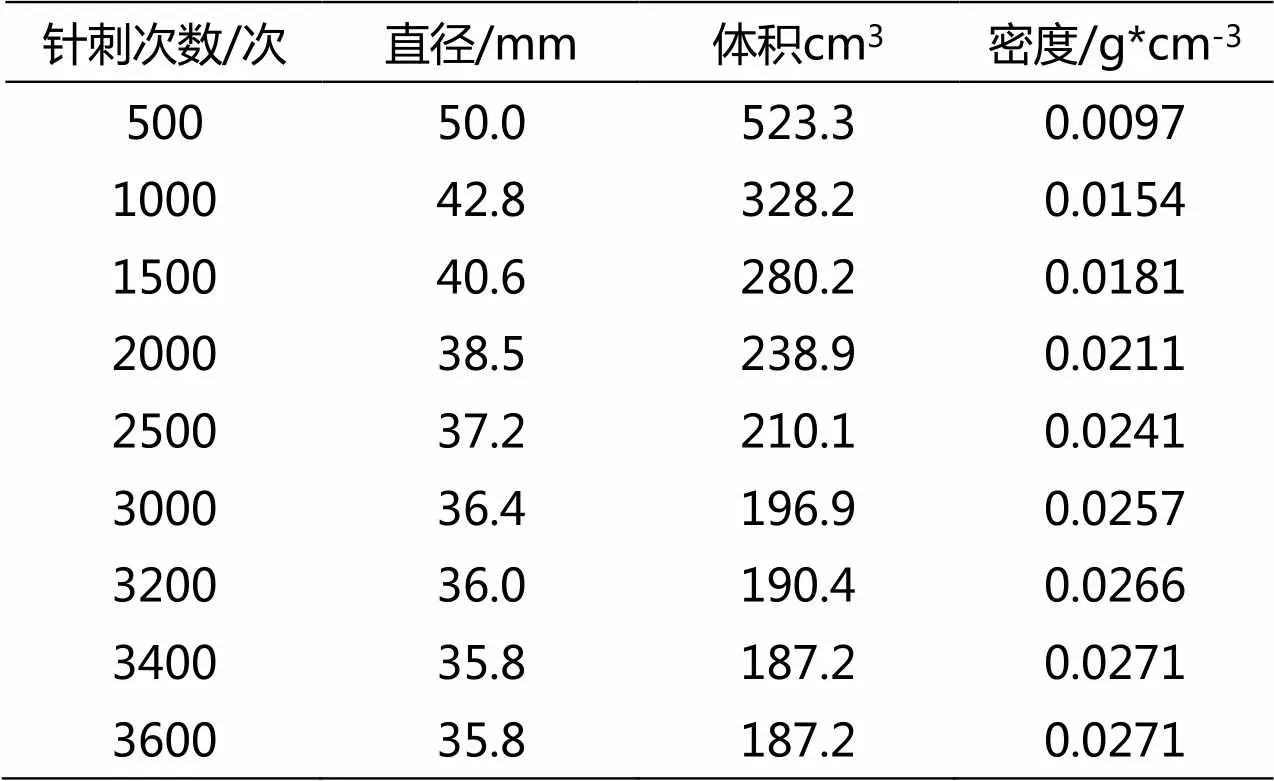
表2 羊毛球直径、体积、密度随针刺数变化表
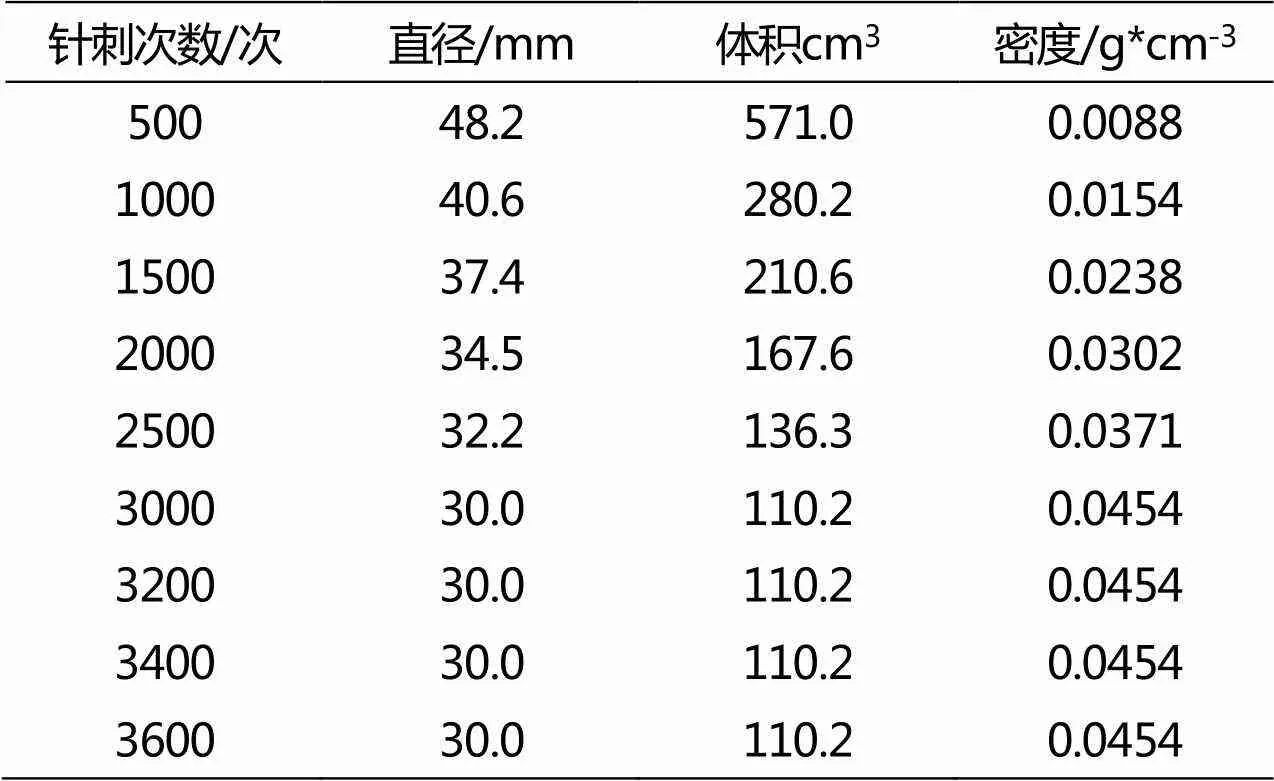
表3 涤纶球直径、体积、密度随针刺数变化表
(3)实验操作——纤维球的毡化
制作过程:选取羊毛5.00g (测得试验当日的温度为20℃,湿度为70%)
a.将羊毛卷式实,卷成球状(卷羊毛时应注意先从两侧往内捏,然后再往前卷);
b.把卷好的羊毛放在制作用的泡沫板上,用刺针轻戳表面进行固定;
c.一边滚动羊毛球,一边进行戳刺,深度约为物体的三分之二;
d. 在戳刺过程中要不停的滚动,确保每个部位都有均匀的戳刺到,避免圆球变形;
e.经过一段时间的戳刺,羊毛逐渐被塑成球形,并且随着戳次数的增加而不断变小、变扎实;
f.对已经开始毡化的小球进行修复,包括凹陷、扩大等;
g.修复完成后继续戳刺,直至将羊毛球戳的硬到刺针戳不动的时候,戳刺完成。
(4)实验相关的数据
取质量为5.00g的羊毛纤维进行针刺。
另取质量同为5.00g的涤纶纤维(涤纶的密度为1.38g/cm3)进行针刺。
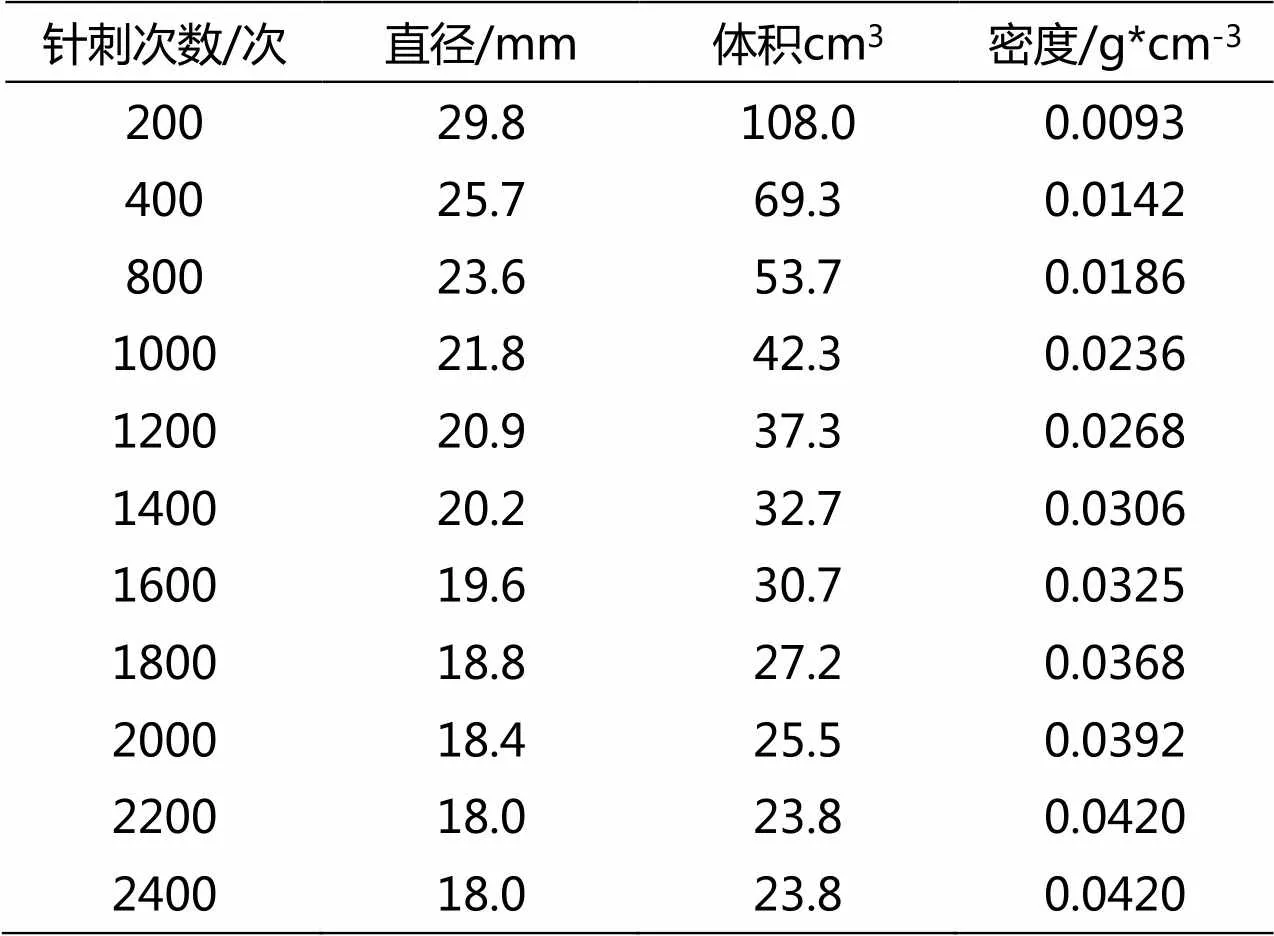
表4 羊毛球直径、体积、密度随针刺数变化表
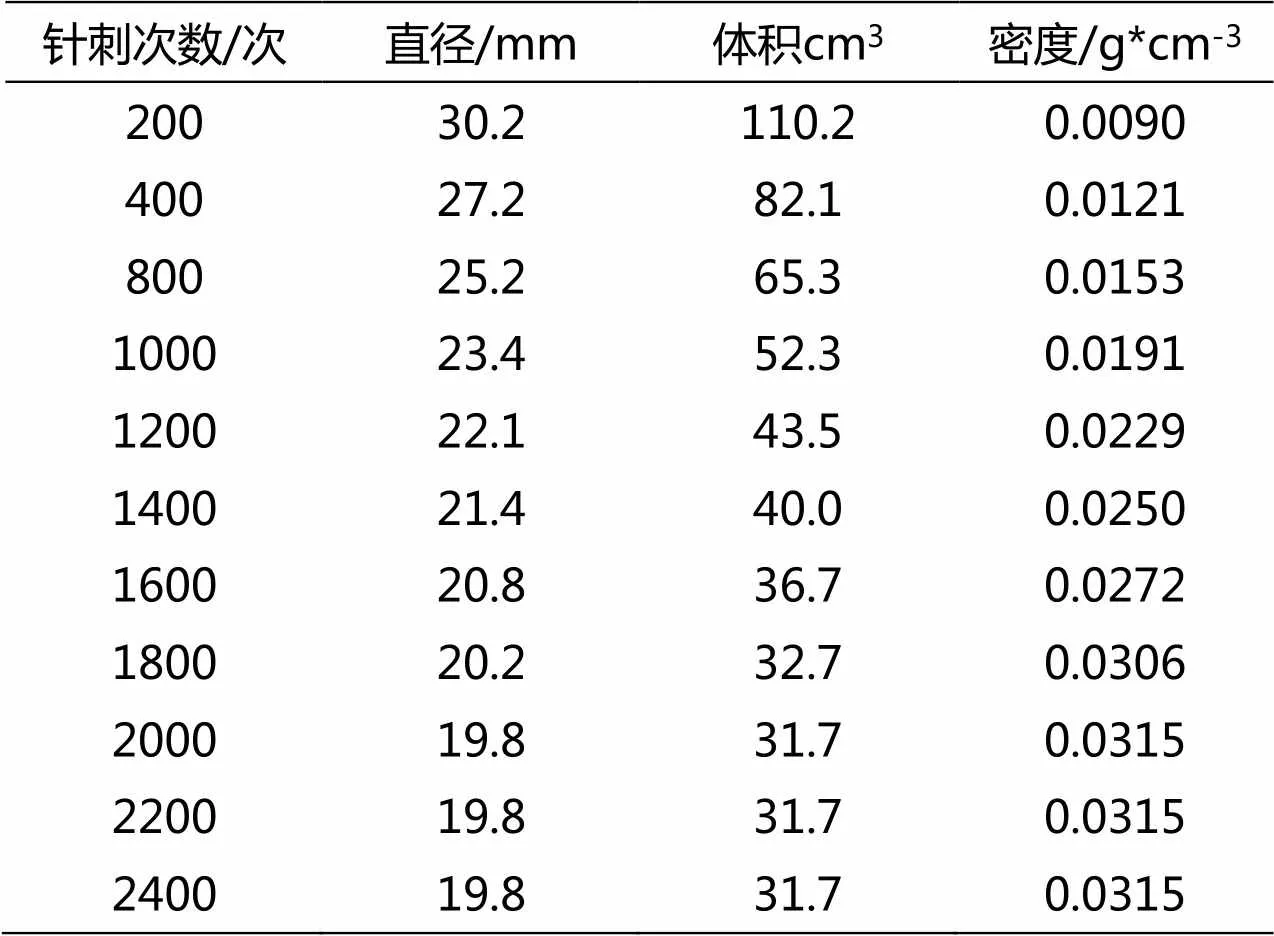
表5 羊毛球直径、体积、密度随针刺数变化表
由表2和表3可以看出,纤维球的体积和直径都是随着针刺次数的增多而在不断的减小,密度则是随着针刺次数的增多而变大。羊毛球的直径、体积和密度在针刺1000次和3400次的时候发生较大变化,直径和体积在针刺1000次后变小的速度明显降低,密度的变大速度也减慢,当针刺次数达到3400次以上后不再发生变化。涤纶球的直径和体积在针刺1000次和3000次的时候发生明显变化,密度则是在3000次时有着较为明显的变化,涤纶球的直径和体积在针刺1000次后变小的速度陡然降低,密度的变化不是很明显,但当针刺3000次以上都不再发生变化。
另取同种羊毛1.00g,选用相同规格的刺针:15×18×32×3.5R333G。
另取同种羊毛1.00g,选用不同规格的刺针,刺针规格(细):18×25×40×3.0R222G。
由表4和表5可以看出羊毛球在不同刺针的针刺下,羊毛球直径、体积及密度变化相似。但是,刺针型号为15×18×32×3.5R333G的针刺条件下,针刺次数达到400次后,直径、体积和密度的变化速度明显比前期的缓慢,当针刺次数达到2200次以上后则不再发生变化。刺针型号为18×25×40×3.0R222G的针刺条件下,针刺次数达到400次后,直径、体积和密度的变化速度明显比前期的缓慢,当针刺次数达到2000次以上后则不再发生变化。
(5)实验数据对比
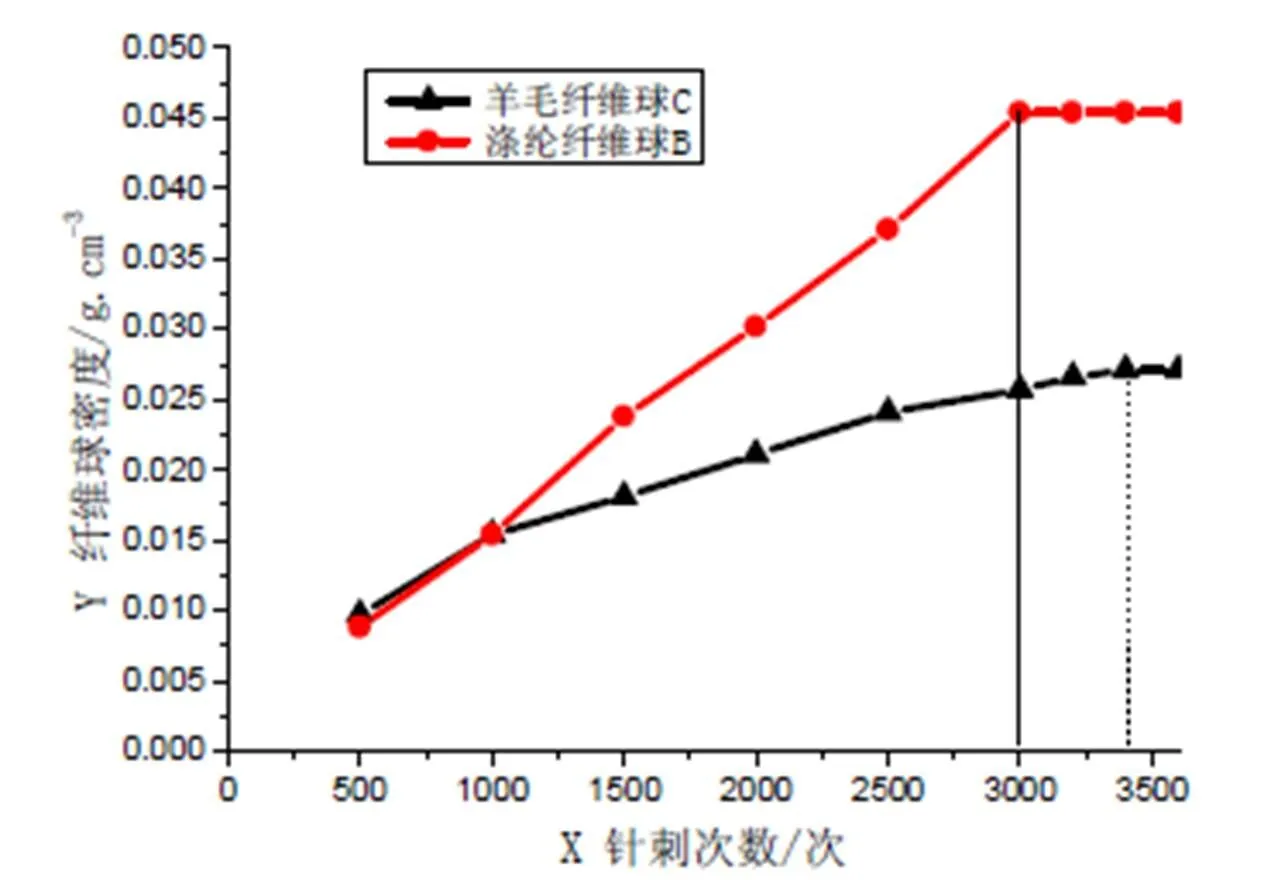
图2 同质量的羊毛球和涤纶球随针刺次数变化的关系曲线
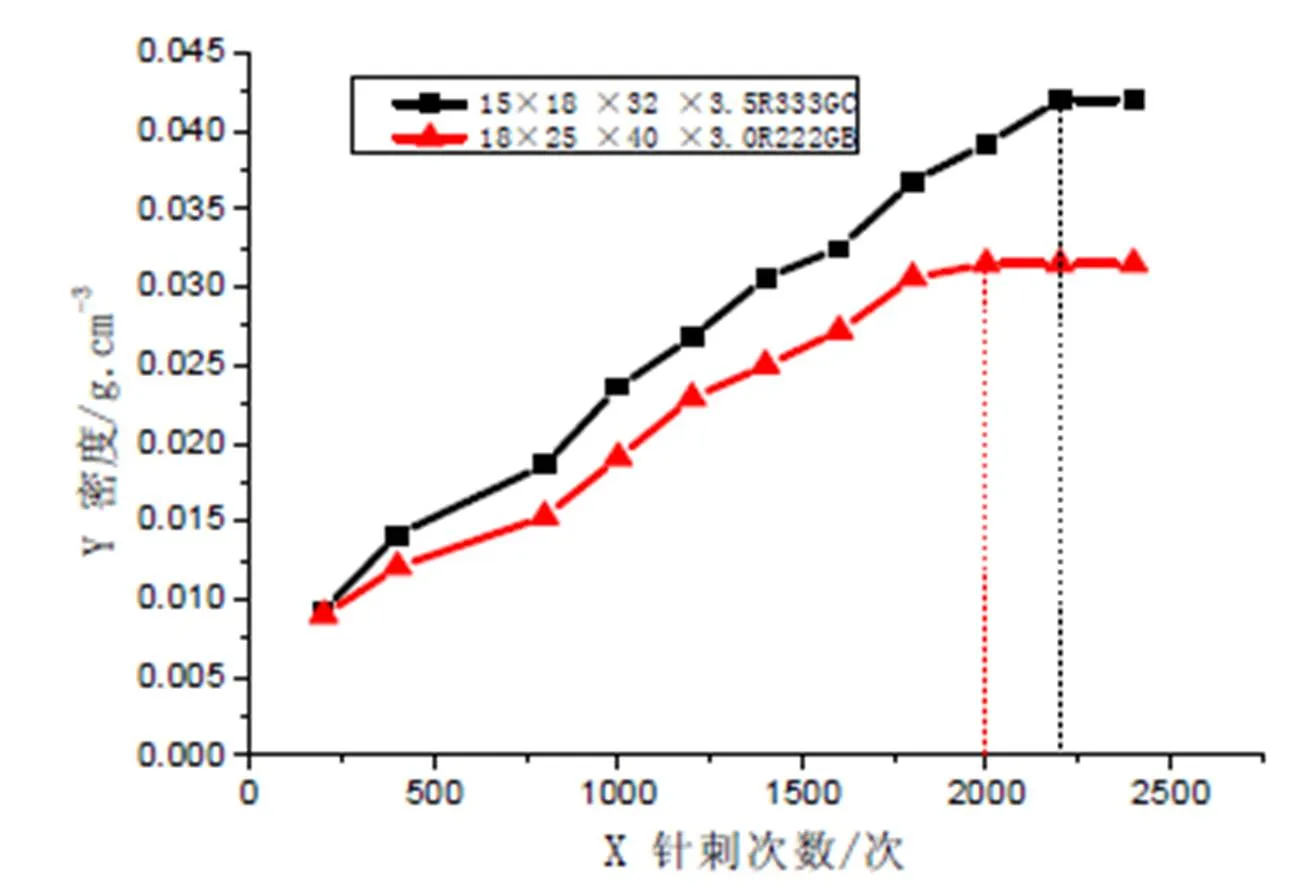
图3 不同型号的刺针针刺同等质量羊毛的密度随针刺次数变化的关系曲线
(6)由图2和图3可以得出以下结论:
a. 随着针刺次数的增加,产品的密度越来越大。
b. 当针刺次数达到一定值时,产品的密度和直径不再发生变化。对于1.00g羊毛,产品密度达到0.04g/cm3时,密度不再变化。对于5.00g羊毛,产品密度则是达到0.027 g/cm3时,密度不再产生变化。在同样的刺针和针刺力度下,羊毛质量越小,产品密度越大。同等质量的涤纶和羊毛,在相同的条件下,达到毡化时的纤维球密度,涤纶的比羊毛的要大。
c. 在其他条件相同的情况下,刺针号数不同,针刺出的产品密度不同。刺针号数越大(即刺针越细),针刺产品直径越大,密度越小。
d. 随着针刺次数的增加,刺针受到的阻力越来越大,所用时间将越来越多。
2.2 扫描电镜
(1)扫描电镜的条件
实验仪器:JSM-6390LV扫描电子显微镜
实验地点:武汉纺织大学重点实验室
(2)实验步骤
a.开启稳压器及水循环系统;
b.开启扫描电镜及能谱仪控制系统;
c.样品室抽真空,将已处理好的待测样品放入样品支架上;
d.当真空度达到要求后,在一定的加速电压下进行微观形貌的观察;
e.选取样品中有用的部分截图。
(3)实验结果
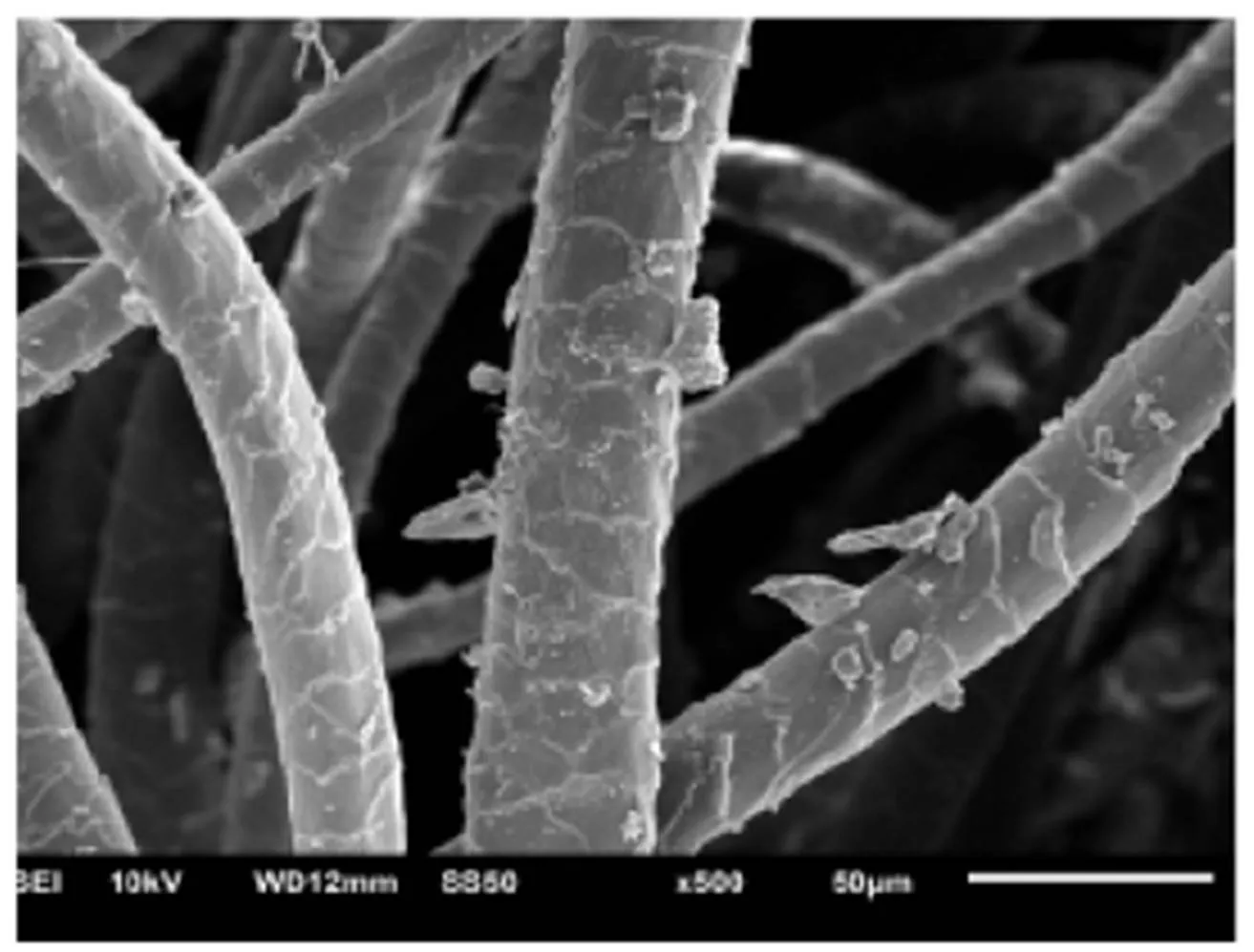
图4 羊毛毡化前的扫描电镜效果图
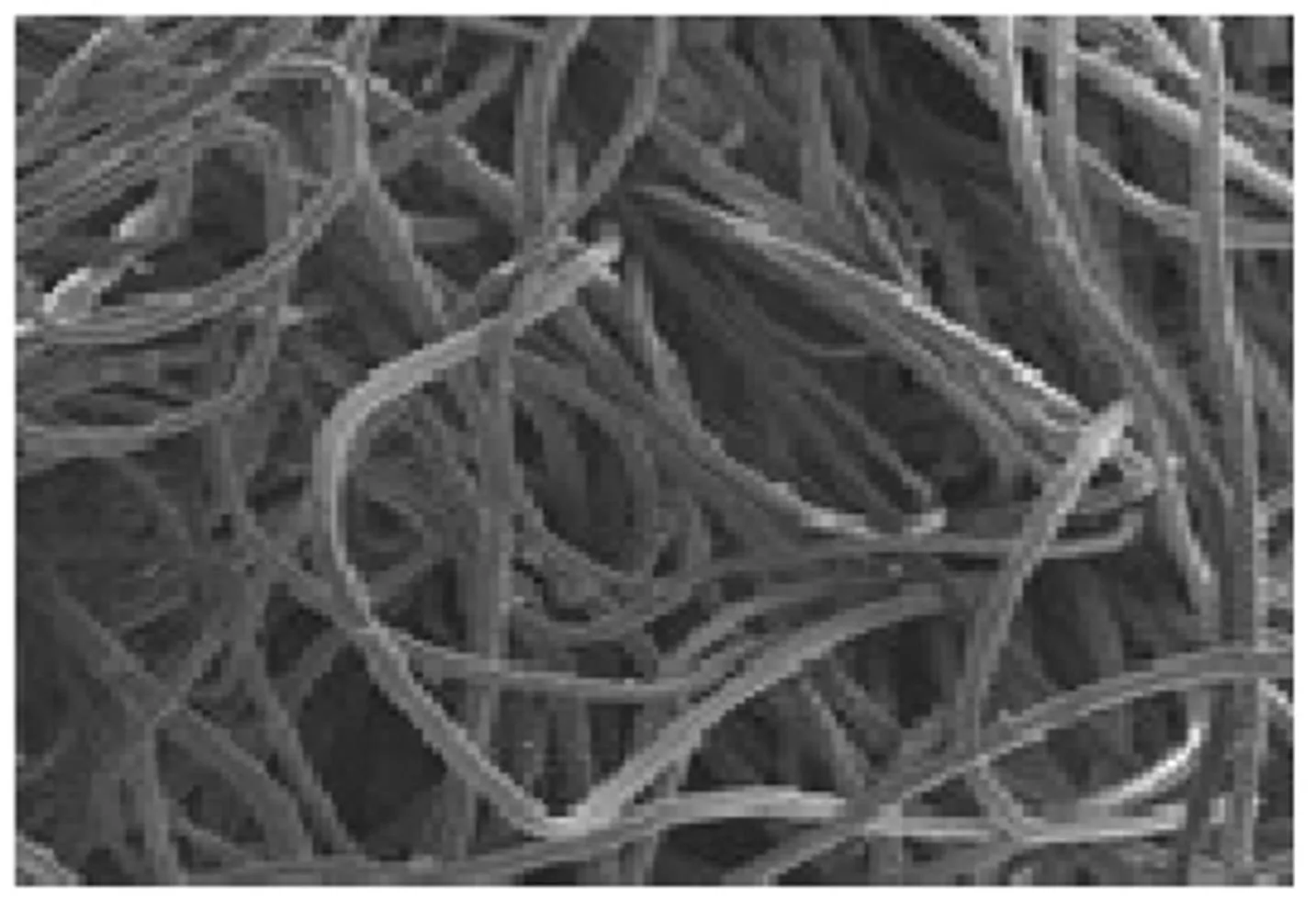
图5 羊毛毡化后的扫描电镜效果图
由于羊毛的特性,在其受到外力的挤压时,纤维间产生摩擦和移动,使得纤维与纤维相互纠缠。在外力不断的作用下毛丛渐渐的紧密,体积变小,从而产生毡化现象。
由图4可以清晰的看出羊毛经过前期的整理、除杂后,羊毛表面的鳞片有部分翘起,还有部分脱落。除此之外还可以细致的观察羊毛纤维的形态结构。而由图5则可以看出羊毛毡化后,纤维集合体逐渐收缩紧密,并且相互穿插纠缠,交编毡化[7]。
3 结论
手工毡相对于机制毡有着许多优势,例如手工毡可以是任何形状,具有时尚性,而机制毡由于是机器生产出来的,故大都是毡片的形式;手工毡的制作原料可以是羊毛、聚酯纤维或者两者的混合,而机制毡则都是羊毛;手工毡可以有多重颜色的叠加,机制毡的颜色则比较单一;手工毡的部分产品存在着两个或多个部分的结合,对结合处的衔接有着较高的要求,而机制毡则不存在这方面的要求等。图6和图7分别代表了手工毡和机制毡的产品。

图6 手工毡制品
图7 机制毡产品
虽然毡制品是作为老祖宗传下来的古老织物,但是目前对羊毛手工毡制品的研究几乎是空白的。而本文只是对手工毡制品的简单研究,关于这一方面还有许多地方值得我们跟进和探索。如针毡工艺方面的针刺深度、针刺力度对产品性能的影响,羊毛长度、细度、卷曲度对其的影响;湿毡手工毡制品的制作;湿毡工艺方面的溶液浓度对产品性能的影响等等。因此,手工毡制品还有很大的发展空间,值得我们继续探究下去。
[1] 李伟伟.羊毛毡家居用品的个性魅力[J].上海艺术家,2011(3):56-57.
[2] 平建明.羊毛纤维的防缩处理方法[J].毛纺科技,2002,30(6):57-59.
[3] 上海市毛麻纺织工业公司.毛毡制造[M].北京:纺织工业出版社,1990.1-2.
[4] 李伟伟.羊毛毡家居用品的个性魅力[D].上海:东华大学,2012.10-11.
[5] 程珠.增强塑料用无纺毡制品的性能及测试方法[J/OL].中国学术期刊电子杂志社,1994-2013.
[6] 双手牌.羊毛毡戳戳乐[M].郑州:河南科学技术出版社,2012.
[7] 陆永良,沈维,曹秀明,等.丝光防缩羊毛毡缩性能测试方法研究[J].毛纺科技,2010, 38(8): 49-52.
Handmade Carpet Products Process and Preparation of Sample
CHENG Fei, LI Wan-di, LI Jian-qiang
(School of Textile Science and Engineering, Wuhan Textile University, Wuhan Hubei 430073, China)
This article simply describes the development, performance and application of woolen felt, and introduces the making processes of hand-made felt and woven felt by comparison. This article focused on the needle felt, electron microscopy test and the needle felt’s production process. The needle felt mainly studied how the type of needles and the acupuncture frequency that effect the products’ diameter and density. If the number is bigger, the diameter changes faster and the density of the products becomes smaller. With acupuncture frequency’ increasing, the product’s diameter become smaller and smaller, then the density is turning bigger and bigger. It also includes the different results of puncturing wool and polyester with the same quality using the same needle. The density of polyester product is larger than wool’s.
Handmade Felts; Needle Felting; Acupuncture Views
李建强(1964-),男,教授,研究方向:纺织材料与产业用纺织品.
J525.1
A
2095-414X(2014)03-0027-05
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
纺织服装流行趋势展望(2020年4期)2020-02-01
现代装饰(2019年12期)2020-01-19
意林·全彩Color(2019年9期)2019-10-17
汉语世界(The World of Chinese)(2019年2期)2019-04-19
作文与考试·小学高年级版(2017年23期)2017-12-14
中成药(2017年6期)2017-06-13
工业设计(2016年5期)2016-05-04
读者·校园版(2014年7期)2014-05-14
中成药(2014年7期)2014-02-28