
回转减速机噪声问题分析
2014-12-23 06:44:04黄洪波刘小龙
机械工程师 2014年12期
黄洪波, 刘小龙
(江西特种电机股份有限公司机械分公司,江西宜春336000)
0 引言
塔机用回转减速机一般为三级齿轮传动,如图1所示的回转减速机(以下简称减速机)是其中的一种,该减速机第一级为平行轴齿轮传动,第二、第三级为行星齿轮传动。这种减速机在出厂检验时出现噪声不合格问题,影响减速机的交验。

图1 减速机外形图
1 噪声问题简述
本文分析的减速机噪声不合格问题是指减速机在运行过程中,出现的噪声超限值,有杂音、有异响及有振动等。
2 减速机上下盖组合结构及车用夹具
减速机上下盖组合见图2,它由上盖和下盖组成,两者用螺栓联接,并用定位销定位,以保证在拆卸后重装时能复位。上下盖组合只须加工φ52H7轴承孔及上盖上端面。上下盖组合组装前,下盖除φ52H7轴承孔外都已加工好,上盖除φ52H7轴承孔及上端面外都已加工好。上下盖组合加工是在普通车床上加工,须使用专用车削夹具(见图3)。定位芯轴用螺栓联接到夹具底座上,且伸入到上下盖组合的φ80H7轴承孔中。夹具底座用螺栓和定位销固定到车床花盘上,为了车削加工时平衡,车床花盘上装有配重块,车床花盘为车床自带的。加工上下盖组合时,先将连接盘与上下盖组合下部联接,然后将上下盖组合与连接盘一起用螺栓固定到夹具底座上。
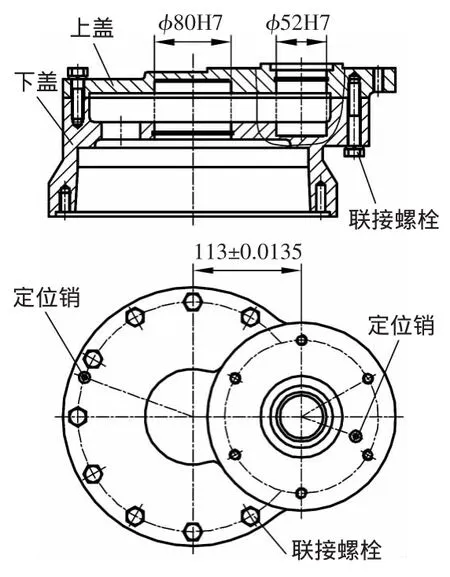
图2 上下盖组合图
3 噪声问题分析
经过多次反复试验和分析,我们发现噪声主要来自减速机的第一级平行轴齿轮传动,即小齿轮轴与大齿轮之间的传动,该级齿轮装在上下盖组合里,见图1。我们认为产生噪声的原因是该级齿轮传动的中心距不准确和该级两传动轴平行度误差较大。
3.1 中心距不准确
图4(a)为夹具底座图,图4(b)为定位芯轴在夹具底座上的位置图。上下盖组合装上连接盘后安装到车用夹具上,如图4(b)所示,定位芯轴有 A、B、C、D4 个位置(可以转动夹具底座来得到这4个位置),一般情况下,都是在A位置上装上下盖组合,该位置装配方便。上下盖组合轴承孔尺寸为φ80H7(+0.0350),取其中间值为80+0.0175;与其配合的定位芯轴尺寸为φ80-0.060-0.065,取最大值为80-0.06。因此实际中心距比理论中心距大[0.0175-(-0.06)]/2≈0.04 mm,同理可得,当定位芯轴在C位置时实际中心距比理论中心距小0.04 mm;此外,当定位芯轴在B、D位置时,由于上下盖组合的重力作用,定位芯轴往下偏0.04mm,如图4(c)所示,那么实际中心距为=113mm,因此定位芯轴在B、D位置时实际中心距更精确。但因定位芯轴在B、C、D位置不便安装上下盖组合,所以只好在A位置安装上下盖组合。从图2知,图纸要求的中心距为113±0.0135,因此实际中心距超出理论中心距上限0.026mm。

图3 上下盖组合车用夹具图
3.2 两传动轴平行度误差较大
定位芯轴定位长度短,只伸入下盖φ80H7轴承孔,没有伸入上盖φ80H7轴承孔中,如图3(a)所示。图3(c)为定位芯轴的简化示意图,也是文献[1]的附录B中垂直度主参数L图例。我们知道当垂直度公差值t一定时,主参数L(也就是定位芯轴长度)越长则垂直度精度越高,反之则垂直度精度越低。此前车削夹具定位芯轴的主参数L=94 mm,其定位长度较短,导致定位芯轴垂直度精度较低,使得定位芯轴与φ80H7轴承孔同轴度误差较大,即两者存在一定角度;由于车削夹具是以定位芯轴定位的,φ52H7轴承孔与定位芯轴是平行的,而定位芯轴与φ80H7轴承孔同轴度误差较大,所以φ52H7轴承孔与φ80H7轴承孔平行度误差较大,即第一级齿轮两传动轴平行度误差较大。此外由于车削夹具定位芯轴短,车削小齿轮轴轴承孔不稳,影响小齿轮轴轴承孔的精度。
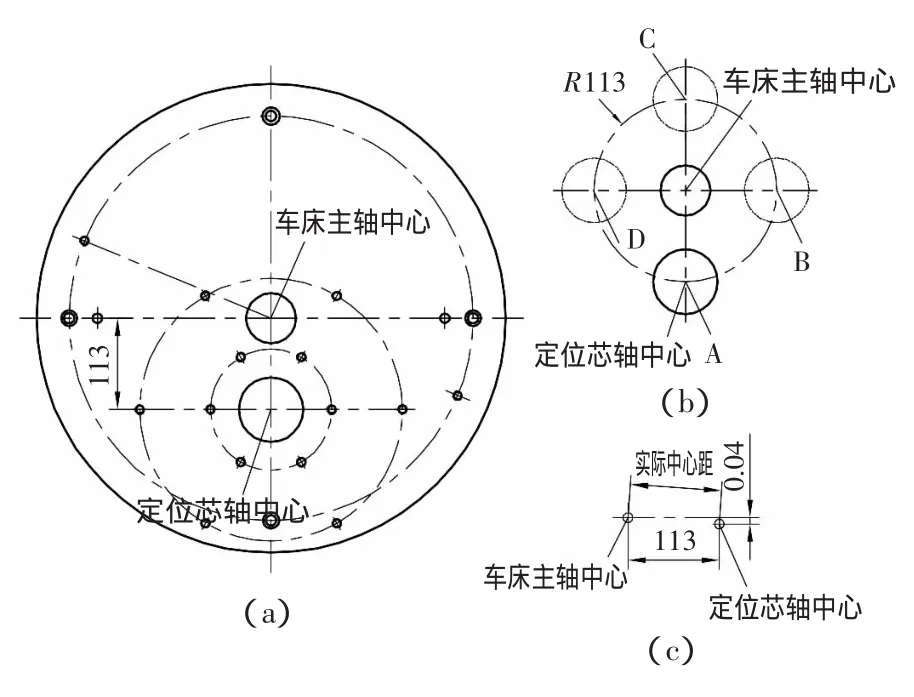
图4 夹具底座及定位芯轴位置图
4 采取的措施
1)对中心距不准确问题采取的措施。针对实际中心距不准确问题,我们在设计加工车削夹具时有意缩小车削夹具的中心距,如上所说,齿轮传动中心距偏大0.04 mm,我们就把车削夹具中心距缩小0.04 mm,因此加工出来的上下盖组合中心距就比较准确了。
2)对两传动轴平行度误差较大的问题。我们加长车用夹具定位芯轴,使其伸入到上盖φ80H7轴承孔中,如图3(b)所示,提高定位芯轴垂直度精度,从而提高定位芯轴与φ80H7轴承孔的同轴度,进而保证φ52H7轴承孔与φ80H7轴承孔的平行度,即第一级齿轮两传动轴的平行度;这样还有一个优点就是车削小齿轮轴轴承孔比较稳,提高了小齿轮轴轴承孔的精度。
5 结语
通过采用上述措施,同时保证其它零件尺寸,特别是第一级齿轮的齿形齿向公差,第一批装配出来的12台减速机一次装机合格率达到100%,这是以前从未有过的。上述措施对解决减速机的噪声问题是行之有效、切实可行的。
[1] 全国形状和位置公差标准化技术委员会.GB/T1184-1996 形状和位置公差未注公差值[S].北京:中国标准出版社,1996.
猜你喜欢
舰船科学技术(2022年21期)2022-12-12 08:08:34
山东冶金(2022年1期)2022-04-19 13:40:50
中学生数理化·八年级物理人教版(2019年4期)2019-05-20 10:02:36
经济技术协作信息(2018年11期)2019-01-14 03:07:22
装备制造技术(2018年10期)2018-12-24 02:24:46
山东工业技术(2016年15期)2016-12-01 05:31:50
设备管理与维修(2016年7期)2016-04-09 03:17:19
筑路机械与施工机械化(2015年11期)2015-07-01 16:28:46
发明与创新(2015年26期)2015-02-27 10:39:31
装备制造技术(2015年7期)2015-02-20 13:47:34
